

冷轧机主减速机轴承室修复采用的哪家复合材料
电子说
描述
一、冷轧机设备的主要概括
轧机主要用于钢制品轧制、加工与精炼的一套钢铁行业机械设备。是将来料为一定厚度以下的钢质板带卷经过几个道次轧制,使之变成一定厚度钢板的设备。由开卷机、卷取机、工作机座、传动系统和附属设备等几大部分组成。
该次修复的是一家钢铁深加工企业的轧机卷取减速机轴承室磨损,减速机传动的扭矩较大,长期运转中轴承室和轴承外圈产生间隙,导致轴承室产生磨损,磨损导致的震动偏心使钢卷倒卷的端面层次不齐,为下道工序的操作产生巨大影响。这次轴承室的磨损不均匀,主要磨损部位在齿轮箱的下压盖(受力面)位置,磨损量在2mm左右,上箱体轴承室有轻微磨损。
二、冷轧机减速机出现磨损问题的故障分析
齿轮箱是轧机的动力输入设备,由于扭矩大,长时间运行很容易造成齿轮箱轴承室磨损。该厂传动齿轮箱由于轴承与轴承室长期疲劳配合出现轴承室磨损,传动齿轮箱8个轴承室都出现不同程度的磨损(磨损量最大处为2mm)。出现轴承室磨损后,设备运转出现发热,振动等设备问题,对生产造成极大安全隐患。该厂设备出现问题后发现轧辊的两支撑辊轴线所在平面与两工作棍轴线所在平面不重合,这种情况一旦发现较晚,轴承会遭受很大的负载力,造成轴承烧损爆死等严重事故。
轴承室磨损主要由以下原因造成:
1.由于润滑不足、从而温度升高,导致减速机轴承室磨损。
2.在安装轴承时,没有按照规定进行安装或检修不够及时等因素导致轴承位磨损。
3.金属虽具有良好的硬度但是抗冲击性差,变形以后无法复原,抗疲劳性差,设备长期运行极易造成轴承室变形及磨损。
4.轴承本身存在缺陷,运行过程中轴承出现过热甚至抱死等现象,导致冷轧减速机轴承室磨损。
三、针对冷轧减速机轴承室磨损修复解决方案
a:传统修复工艺:
传统工艺处理轴承室磨损需拆卸后运至维修车间对轴承室补焊或刷镀后机加工修复,修复工期长、成本高。而且补焊容易造成热应力使设备损伤变形,造成永久性伤害。修复好之后在使用过程中还是会造成二次磨损。冷轧减速机轴承室的磨损导致磨损部位呈现不规则的凹凸面,大面积补焊后造成热应力变形。其次修复完成后也只能是线接触甚至点接触,在设备冲击震动的作用下,造成应力集中,导致轴承室的再次磨损长此以往为企业浪费大量的人力、物力、财力。
b:福世蓝修复工艺:
采用福世蓝技术进行现场修复,其高分子复合材料略大于金属的膨胀系数性能确保了在生产运行中配合面的百分百接触;其另外材料自身具备的退让性, 使其抗冲击震动的能力远高于不能退让的金属材料,同时随轴承外圈的胀缩而胀缩,最大限度的减少了磨损的可能,从而确保设备的正常运行,达到甚至超出正常的使用周期。
C:复合材料修复工艺简介:
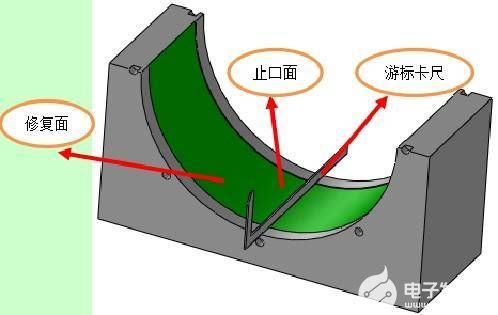
修复示意图
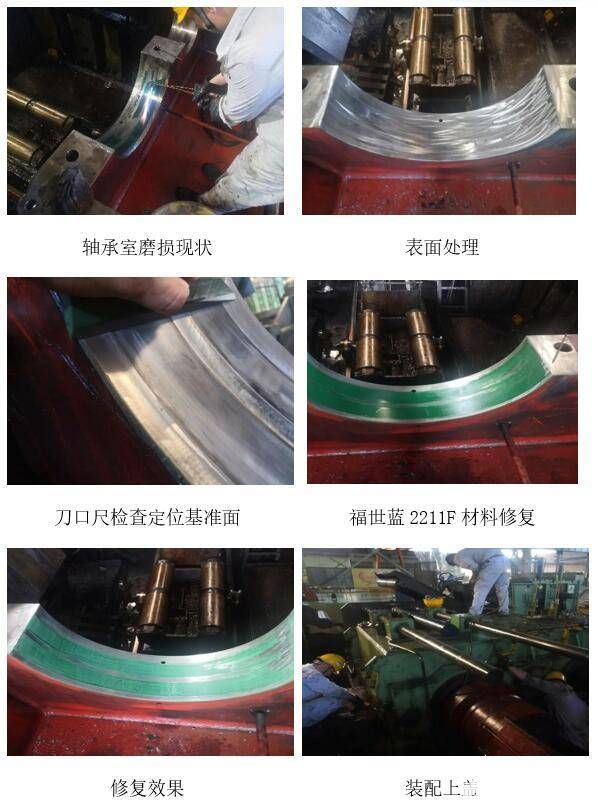
(1)减速机轴承室表面处理:烤油,打磨,确保表面干燥、干净、结实。
(2)无水乙醇擦拭表面。
(3)按比例调和2211F材料至无色差。
(4)减速机轴承外圈表面薄薄涂一层803脱模剂。
(5)将材料涂抹至磨损表面,使用标尺或刀口尺沿基准面刮出修复尺寸。
(6)等待材料固化,固化后用细砂纸仔细研磨修复表面,去除多余材料。
(7)修复结束后,在冷轧机减速机轴承室内部再薄薄涂一层材料,直接装配轴承。
(8)固化8-12小时后方可开机运行。
四、复合材料修复冷轧减速机轴承室磨损效果对比
采用高分子复合材料进行减速机轴承位磨损现场修复,既无热影响,修复厚度也不受限制,产品所具有的金属材料不具备的退让性,确保修复部位百分百的接触配合。在保证修复精度和满足安装要求的基础上,无需对设备进行大量拆卸,修复周期短,一般8-12小时内完成修复和安装工作。可极大地缩短停机时间、降低劳动成本,现场可修复,避免机加工的方法。而传统修复工艺多无法进行快速有效的在线修复,高分子修复材料的出现则在很大程度上帮助企业解决轴承座磨损修复一系列问题。
五、企业采用复合材料修复冷轧减速机轴承位磨损
审核编辑 黄昊宇
-
轧机减速机轴承跑外圈如何修复的2024-03-14 510
-
轧机减速机轴承磨损如何修复2024-02-26 560
-
轧机减速机轴承磨损修复2024-02-19 495
-
如何修复减速机轴承室磨损2024-02-04 531
-
减速机轴承室磨损怎么修复2023-06-05 744
-
减速机轴承室磨损的维修2023-04-13 740
-
减速机轴承室磨损的修复2023-03-28 900
-
冷轧轧机减速机轴承室磨损修复,离线维修和在线维修,你怎么选?2023-01-29 2034
-
轧机减速机轴承座磨损如何修复2022-11-10 768
-
减速机轴承室磨损修复原来这么简单,用专业方式解决问题才是王道2022-08-24 2046
-
轧机减速机轴承室磨损的修复方法2022-08-04 1094
-
【轧机专业修复】冷轧机主减速机轴承室修复技术报告2022-02-16 1636
-
轧机减速机轴承室磨损如何修复2021-06-22 1027
全部0条评论

快来发表一下你的评论吧 !
