

无轴传动印刷机控制系统的同步需求及设计方案
电子说
描述
在印刷机械行业中,多电机的同步控制是一个非常重要的问题。由于印刷产品的特殊工艺要求,尤其是对于多色印刷,为了保证印刷套印精度(一般≤0.05mm),要求各个电机位置转差率很高(一般≤0.02%)。在传统的印刷机械中,以往大都采用以机械长轴作为动力源的同步控制方案,但机械长轴同步控制方案易出现振荡现象,各个机组互相干扰,而且系统中有许多机械零件,不方便系统维护和使用。随着机电一体化技术的发展,现场总线技术不断应用到各个领域并得到了广泛的应用。本文针对机组式印刷机械的同步需求,提出了一种基于CAN现场总线的同步控制解决方案,并得以验证。
无轴传动印刷机控制系统的同步需求
机组式卷筒印刷机一般由给纸机组、印刷机组、张力机组、加工机组和复卷机组等机组组成。在传统的有轴传动印刷机中,动力源由异步电机通过皮带轮带动一根机械长轴(约10-20m),然后通过长轴带动各机组的齿轮、凸轮、连杆等传动元件,再通过传动元件带动设备的执行元件完成设备的输人、输出任务。
卷筒印刷机要求印刷速度为300m/min,套印精度≤0.03mm,为了满足套印精度,要求在各个机组定位精度≤0.03mm。在印刷机印刷过程中,要求各机组轴与机械长轴保持一定的同步运动关系,能否很好的实现各个机组轴的同步关系,将直接影响到印刷速度、套印精度等。其中,给纸机组、印刷机组要求与主轴转动速度成一定的比例关系,张力机组根据不同的印刷速度调整张力系数,加工机组需要与主轴保持凸轮运动关系,而复卷机组的运动规律,要求随着纸卷直径的增大而减小。
我们把机械长轴作为主轴(参考轴),各印刷机组轴为从动轴,如图1,各从动轴与主轴要满足同步关系θ1=f1(θ) ,θ2=f2(θ) ,θ3=f3(θ) ··· ,其中,θ为主轴位置转角,θ1、θ2、θ3···为从动轴位置转角。
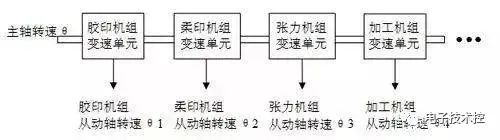
图 1 主从轴同步关系
控制系统设计
考虑到印刷机中同步运动关系复杂,套印精度高、印刷机组点多、分散,多操作子站,印刷生产线长等特点,采用全分散、全数字、全开放的现场总线控制系统FCS,总线的选择选用CAN总线。
为了实现各个印刷机组的复杂同步关系,将主控制器和各个电机的伺服驱动器都挂接到CAN总线上,构成以印刷机控制器为核心的CAN现场总线系统,如图2。
控制器和伺服驱动器都配有CAN总线控制器SJA1000和收发器PCA82C250的通讯适配卡,通过连接在印刷机控制器上的CAN通讯适配卡,控制器可以方便、快速的与各伺服驱动器通讯,向各个伺服单元发送控制指令和位置给定指令,并实时获得各个伺服电机的状态信息,按照需要实时地对伺服参数进行修改,各个伺服单元也可以通过CAN总线及时的进行数据交换。各个伺服驱动器在获得自己的位置参考指令后,紧密的跟随位置指令。
由于控制器的位置指令直接输入到各个伺服驱动器,因此每个伺服驱动器都获得同步运动控制指令,不受其他因素影响,即任一伺服单元都不受其他伺服单元的扰动影响。在这个系统中,控制器和各个伺服驱动器都作为一个网络节点,形成CAN控制网络。同时,由于采用现场总线控制系统,可以根据印刷规模,扩展网络节点个数。
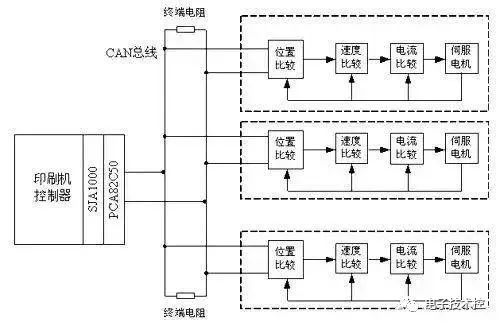
图2 同步控制系统图
编码器和伺服电机的选择
在大惯量负载印刷系统中,编码器和伺服系统的选择尤为重要。以BF4250卷筒纸印刷机为例,其负载转动惯量很大,其中柔印机组为0.13 kg·m2,胶印机组转动惯量最大,为0.33 kg·m2。
由于系统定位精度要求≤0.03mm,考虑到负载的大惯量性,把控制周期定为2ms,要求位置环稳态误差为±1个脉冲。根据定位精度和稳态误差,可以折算出编码器线数为17000线,可是考虑到在实际印刷过程中,要不断调整不同机组的位置,如果编码器分辨率选17000线,在调整印辊时,由于机组转动惯量很大,将会产生很大的角加速度,进而产生很大的转矩。例如对于胶印机组,调整角加速度超过700 rad/s2,调整转矩超过200N·m,一般的电机无法满足要求。
综合考虑,选择编码器分辨率为40000线,这样在调整过程中,减小了电机的调整加速度,进而减小了调整转矩。例如在负载惯量最大的胶印机组中,调整角加速度为78.6rad/s2,调整转矩为26 N·m,凯奇电气公司的90M系列伺服电机完全可以满足要求。
时钟同步机制
在分布式无轴传动同步控制系统中,需要各个印刷机组之间统一协调地工作,所以各个机组必须要有统一的时间系统,以保证各个印刷机组协调工作,完成印刷任务。
具体的时钟同步实现方法分为硬件时钟同步,同步报文授时同步和协议授时同步。
(1)硬件时钟同步。硬件时钟同步是指利用一定的硬件设施(如GPS接收机、UTC接收机、专用的时钟信号线路等)进行的局部时钟之间的同步,操作对象是计算机的硬件时钟。硬件同步可以获得很高的同步精度(通常为10-9 秒至10-6秒)。
(2)同步报文授时同步。在每个通讯周期开始,主站以广播形式发送一次同步报文。例如在SERCOS协议数据传输层中,每个SERCOS的通讯周期开始都以主战发送的同步报文MST为标志。MST的数据域非常短,只占1个字节。MST报文的同步精度很高,如果用光缆做传输介质,同步精度可在4微妙之内。
(3)协议授时同步。协议授时也叫软件授时,指利用网络将主时钟源,通过网络,发给其他的子系统,以达到整个系统的时间同步性。通过计算从发出主时钟信息到发送到目标节点接受该信息并产生中断之间的时间差,可以得出延迟时间。然后通过延时补偿来达到时间同步。软件授时成本低,可由于同步信息在网络上传输的延迟大且有很大的不确定性,所以授时精度低(通常为10-6秒到10-3秒)。
综合考虑,本文的时钟同步方案采用的是硬件时钟同步,各节点根据系统中指定的主时钟来调整它们的时钟,具体实现方法是:添加硬件时钟同步信号线CONCLK用来传输时间同步信号,同步控制信号周期为2ms,以同步信号的上升沿作为同步点。在控制器中设置同步信号发生器,并在各个驱动器内部设置同步接受单元。驱动器从站的同步接受单元检测到主战的CONCLK上升沿后,各从站时钟同时清零。这样定期清零不仅保持了各从站时钟的一致性,同时也避免了同步误差的累计。
为了提高模块同步信号的抗干扰能力,采用平衡差分驱动方式传输同步信号。使用光耦隔离,可以使主站和从站的信号互不干扰。主、从站同步信号电路如图3。
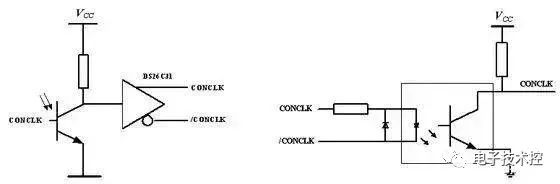
图3 主站、从站同步信号电路图
上位机同步运动数据的产生
同步运动数据的产生任务放在到北京首科凯奇电气技术有限公司开发的软PLC -ComacPLC系统中。该公司的软PLC系统,硬件系统采用的是工业计算机平台,操作系统采用的是微软推出的WinCE嵌入式操作系统。
在此软PLC系统中,建立了快逻辑任务和慢逻辑任务,快逻辑用于对时间要求高的场合,如紧急情况处理,高精度采样等情况,慢逻辑任务主要用于一般对时间要求不高的场合。快逻辑任务是一个需要定时执行的任务(类似于中断服务程序),该任务必须在一个系统采样周期内执行完成,慢逻辑任务是一个无限循环,它可以在几个系统采样周期内完成[2]。
快逻辑任务通过定时控制器8254来完成定时,定时周期为1毫秒。在执行过程中每一次采样周期都执行一次快逻辑任务,产生成同步运动数据。为了保持各个从动轴相对于主轴的同步关系,建立运动参考数据源来虚拟主轴运动状态。在每个系统采样周期中,根据虚拟主轴的运动状态,以及各个从动轴的同步运动要求,分别计算各个从动轴的位置信息,产生各个从动轴的同步运动数据,放入CAN控制器的发送队列等待发送,如图4。把运动数据产生和运算任务放在快逻辑任务中,保证产生运动数据的实时性。
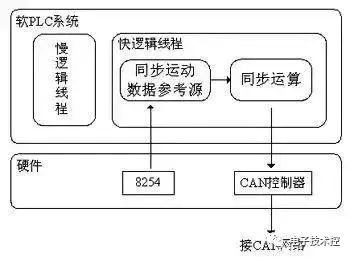
图4 同步运动数据的产生
同步接口技术协议
本系统总线波特率设为1Mbps,位传输时间τbit为1×10-6秒。每个数据帧由8个字节组成,发送报文数据帧长度固定为131位(29位标识符),反馈报文长度为99位。数据帧传送时间Cm=131μs。把同步控制信号线CONCLK,作为同步周期信号线和报文的基准信号线。同步控制信号周期为2ms,高电平有效,信号电平宽度为10。
正常通讯时,一个控制周期内CAN网络可以传送16个同步数据报文。控制器在CONCLK 上跳沿之后50μs内发出指令报文,驱动器在接受到指令报文后100微秒内发出反馈报文。指令报文内容包括位置指令值、逻辑接口信号输入,其中位置指令占用4个字节(32位),逻辑接口信号输入占用一个字节。逻辑接口信号输入包括驱动器使能、复位等指令。在反馈报文中,包括伺服运行状态信息和故障信息,通信时序如图5。
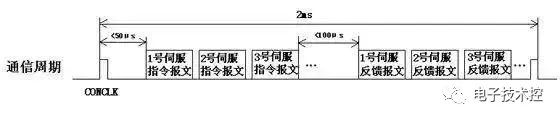
图5 通讯时序图
结束语
本文针对传统的机械长轴印刷机同步控制系统,提出了以控制器为核心的现场总线控制系统,以CAN现场总线实现在控制器和伺服之间的通信。此方案不仅克服了传统机械长轴控制方案的各种机械元件带来的缺点,而且还具有同步性能好、各伺服单元不互相干扰、控制精度高、维护方便等优点。
这种方法实现同步的特点在于利用了CAN总线可靠性高、传输时间短、抗干扰能力强,和数字伺服的位置精度高、全闭环的优点。
审核编辑:汤梓红
-
印刷机的种类与选型指南2026-06-29 963
-
软包装印刷机远程运维管理系统2024-08-14 1546
-
基于CAN现场总线的同步控制解决方案2021-01-29 2245
-
无轴传动印刷机多伺服电机控制系统的同步需求2020-02-24 2742
-
浅析无轴传动印刷机控制系统的同步需求2019-01-18 5146
-
如何实现多伺服电机同步控制?2018-11-01 6590
-
采用PLC和HMI的印刷机控制系统的应用介绍2018-10-26 4776
-
基于单片机的模拟路灯控制系统设计方案2017-01-19 1317
-
印刷机步进马达PLC做同步控制2016-12-10 868
-
印刷机张力控制系统设计2013-07-25 1743
-
印刷机张力控制技术2012-04-06 1544
-
基于CAN总线的多伺服电机同步控制2009-06-01 1140
-
全自动锡膏印刷机运动控制系统的研究Researching o2009-05-25 486
全部0条评论

快来发表一下你的评论吧 !
