

PLC的使用过程
PLC/PAC
描述
随着经济和技术的发展,对自动化控制和检测技术的要求越来越高,从而出现了大量自动化控制和检测的新技术和新产品。在工厂加工生产中一台量仪配对应的气动测量头,通过气动量仪反馈数据和信号给PLC,可以实现快速智能化应用
PLC是种专门为在工业环境下应用而设计的数字运算操作电子系统。它采用一种可编程的存储器,在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,通过数字式或模拟式的输入输出来控制各种类型的机械设备或生产过程。最初,PLC主要用于开关量的逻辑控制。随着PLC技术的进步,它的应用领域不断扩大。如今,PLC不仅用于开关量控制,还用于模拟量及数字量的控制,可采集与存储数据,还可对控制系统进行监控;还可联网、通讯,实现大范围、跨地域的控制与管理。PLC已日益成为工业控制装置家族中一个重要的角色,PLC已广泛应用于工业生产的各个领域。从行业看,冶金、机械、化工、轻工、食品、建材等等,几乎没有不用到它的。
在PLC的使用过程中,经常会遇到根据测量工序进行相关动作的执行问题,随着工业智能化的加强,很多企业迫切需要PLC能和测量设备进行通讯对接实现智能化运行。气动量仪就是其中一种经常和PLC连接的设备。
气动量仪有两个端口IO接口、RS232或者RS485接口,可通过这些接口和PLC进行对接。
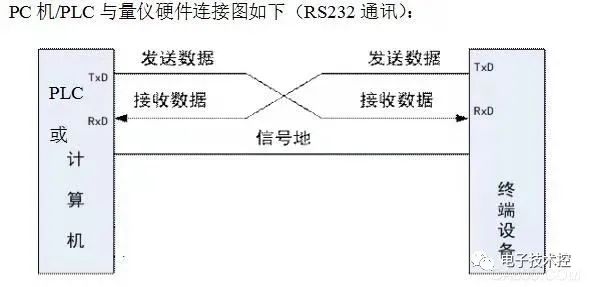
气动量仪可根据PLC需要发送测量数据、合格和不合格信号等其他特殊需求
1、 标准产品通讯格式(可依据实际需求修改数据格式)
通讯方式,波特率9600、1位起始位、8位数据位、1位停止位,无校验;通讯数据格式(ASCII码),序号(1-4字)+“:”+空格+绝对测量值+空格+判定(OK或NG)+回车+换行。
例如: 1: 295.0327 OK
2: 295.0402 OK
3: 295.0415 NG
2、 点击量仪的“确认”按钮就可把量仪的当前测量结果上传到PLC,或在发送区以字符格式发送大写字符D,也可把当前测量数据上传到PLC。
3、 如果要将量仪内存储的所有数据一次上传到PLC,要按以下步骤操作:
1) 将量仪返回到主界面,选择查询并进入查询界面
2) 在数据查询界面里按量仪上的“右键”按钮就可一次把量仪内的所有存储的数据上传到PLC上。
气动量仪说明
气电量仪的测量原理是比较测量法。其测量方法是通过气电转换器将气信号转换为电信号由发光管组成的光柱示值,称为电子式气动测量仪。气动量仪是一种可多台拼装的量仪,它与不同的气动测头搭配,可以实现多种参数的测量。
气动量仪与其它量仪相比优点如下:
1)、测量项目多,如长度、形状和位置误差等,特别对某些用机械量具和量
仪难以解决的测量,例如:测深孔内径、小孔内径、窄槽宽度等,用气动测量比较容易实现。
2)、量仪的放大倍数较高,人为误差较小,不会影响测量精度;工作时无机械磨擦,所以没有回程误差。
3)、操作方法简单,读数容易,能够进行连续测量,很容易看出各尺寸是否合格
4)、实现测量头与被测表面不直接接触,减少测量力对测量结果的影响,同时避免划伤被测件表面,对薄壁零件和软金属零件的测量尤为适用。
5)、由于非接触测量,测量头可以减少磨损,延长使用期限。气动量仪主体和测量头之间采用软管连接,可实现远距离测量。距离不影响数据准确度,会影响反应时间(1.5米)
6)、结构简单,工作可靠,调整、使用和维修都十分方便。
可测量项目:内径、外径、槽宽、两孔距、深度、厚度、圆度、锥度、同轴度、直线度、平面度、平行度、垂直度、通气度和密封性
性能参数
| 示值范围(µm) | ±5 | ±10 | ±25 | ±50 |
| 数显分辨率(µm) | 0.1 | 0.2 | 0.5 | 1.0 |
| 示值总误差(µm) ≦ | 0.2 | 0.4 | 1.0 | 2.0 |
| 示值变动性 (µm)≦ | 0.1 | 0.2 | 0.5 | 1.0 |
| 外形尺寸 | 65mm(宽)X495mm(高)X180mm(深) | |||
| 重量 | 约2.9公斤 | |||
环境要求 (1)电源:AC185~265V 50HZ/60HZ (2)功耗:20W (3)环境温度:0~45℃ (4)湿度:85%以下 (5)气源:0.4-1.0MPa之洁净气源 (6)远离腐蚀性强的物品及强磁场、强电场及强震动等场合。
气动量仪使用注意事项: 1) 通电无任何显示,请检查电源连接是否正常,保险管是否正常。 2) 读数异常不稳定,测量值非常大,有可能未进行标准件校正,进行标准件校正后即可正常。 3) 电源接地线必须接地,否则可能会造成仪器工作不正常或造成人身伤害。在拔插电源连接插头和打开外壳之前一定要切断电源。 4) 气源压力在0.40-1.0MPa范围,一般压力调到0.50MPa。如果气源压力《0.40MPa其读数将不稳定。 5) 气源前级需要配置空气过滤器。 6) 倍率调好后一定上紧锁紧螺丝将倍率旋扭锁定,否则会降低仪器的稳定性。 7) 如果倍率旋钮已调到极限,倍率还是不足,是测头初始工作间隙过大,可换更高的量程,如果还不行,就必须更换测头了。 8) 气测头为损耗品,请定期更换保证测量精度,同时需要定期保养涂抹防锈油。
随着工业的不断发展壮大,气动量仪在机床、自动化测量中发挥越来越大的作用,通过无缝对接数据库系统融合进工厂数据化系统中,为工厂智能化和数据化提供了有效的品质数据支撑,成为了工厂精密加工生产中必不可少的一部分,共同期待气动量仪在工业发展中的美好前景。
-
电阻屏的使用过程2021-02-26 2425
-
非线编系统应用过程中的基础知识2008-12-30 757
-
Raid使用过程的常见问题解答2010-01-30 925
-
如何采用过程映像输入进行系统诊断2021-03-18 2542
-
PLC用户程序的执行过程2021-05-03 6009
-
使用过程仿真函数模拟PID控制的过程2021-05-27 5320
-
lattice DDR3 IP核的生成及调用过程2022-03-16 2909
-
VScode+keil开发环境搭建安装使用过程2022-10-21 7470
-
光模块使用过程中常见的问题汇总2023-05-23 3079
-
PCBA制造和使用过程发生操作不当的维护方法2023-06-16 843
-
农残快速检测仪使用过程2021-03-08 3770
-
浅谈PLC程序执行的过程2024-01-08 5095
-
PLC出故障了吗?6个方法为您排除PLC使用过程中出现的故障2024-03-13 2479
-
光刻胶的使用过程与原理2024-10-31 3453
-
PLC在使用过程中常见的技术故障分析及维护2025-04-23 2240
全部0条评论

快来发表一下你的评论吧 !
