

简便易行的超声焊接策略构建了紧密的Na/Beta-Al2O3界面
描述
【研究背景】
在可持续储能技术的迫切需求下,由于钠的高储量以及 高能量密度,固态钠金属电池应运而生。尽管如此,选择高离子电导率及(电)化学稳定性的固体电解质并且构建紧密的钠/固态电解质界面仍然是一大挑战。在诸多钠固态电解质中,Beta-Al2O3表现出高离子电导率(室温下10−4至10−3 S cm−1),机械稳定性和对钠的强化学稳定性。然而,Beta-Al2O3陶瓷的刚性会导致固-固接触较差,使得离子传输通道减少,界面电流不均,最终诱发高界面电阻以及严重钠枝晶生长。目前,Beta-Al2O3已经被广泛应用于高温Na-S以及ZEBRA电池。室温下,Beta-Al2O3基固态钠金属电池的界面构筑以及稳定运行一直以来具有高挑战性。
【工作介绍】
钠金属/固体电解质的界面调控对构建高性能室温固态钠金属电池至关重要。然而,二者之间的固-固接触以及不可控的Na枝晶生长使得钠金属/固态电解质的界面难以保证良好的接触。为解决钠金属/Beta-Al2O3界面接触问题,近日,天津理工大学材料科学与工程学院毛智勇副教授及董辰龙博士等人推出了一种高效超声焊接策略,并在一分钟内实现Na/Beta-Al2O3界面的成功焊接。室温下,改性后对称电池临界电流密度为0.65 mA cm−2,可在0.1 mA cm-2下稳定循环800小时。以具有三维离子传输通道的Na3V2(PO4)3作正极,组装的准固态钠金属全电池室温下在1773 W kg-1的高功率密度下,可提供234 Wh kg-1的高能量密度。该文章发表在材料类顶尖期刊Energy Storage Materials上。余小乐硕士及姚艺伟硕士为本文第一作者。
【图文解读】
本工作采用家用70W超声探头在手套箱中对Beta-Al2O3陶瓷片上的Na金属进行超声焊接(1 min内完成)。超声波传输的“机械效应”产生的振动能量会引起物质之间的界面变形和摩擦,从而实现界面金属钠的快速扩散,促进原子级紧密焊接(Figure 1a)。Beta-Al2O3陶瓷片是由高温固相法合成,XRD表明陶瓷片中高离子电导的’’相占94.6% (Figure 1a-b)。Beta-Al2O3陶瓷片室温离子电导率可达1.0210-3 S cm-1,Na迁移活化能为0.16 eV (Figure 1d)。从SEM图可以看出,超声焊接后的Na/Beta-Al2O3界面十分致密(Figure 1g),未改性Na/Beta-Al2O3界面存在明显空隙(Figure 1h)。
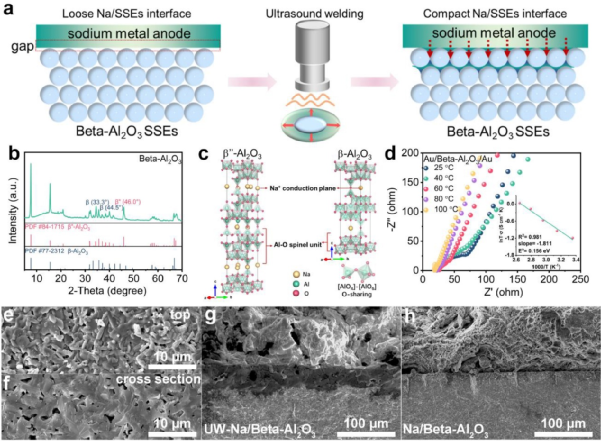
Figure 1. Concept of ultrasonic welding and characterization of Beta-Al2O3 SSEs. (a) Schematic illustration of ultrasonic welding compact Na/Beta- Al2O3 interface. (b) XRD pattern of Beta- Al2O3 pellets. (c) The crystal structure of β″-Al2O3 and β-Al2O3. (d) The temperature-dependent EIS of Beta-Al2O3 pellets and the migration barrier (Ea) of Na+ calculated by Arrhenius equation. (e) Top-view and (f) cross-section SEM images for Beta-Al2O3 pellets. The comparisons of cross-section SEM image of (g) UW-Na/Beta-Al2O3 and (h) Na/Beta-Al2O3 interfaces.
UW-Na/Beta-Al2O3界面的元素分析以及界面处的元素线扫结果表明,Na已扩散至Beta-Al2O3陶瓷片表层,具有良好的界面接触(Figure 2a-c)。采用小刀对超声焊接前后的Na/Beta-Al2O3表面进行刮涂,改性前Na很容易从Beta-Al2O3刮除,而改性后Na难以从Beta- Al2O3表面去除(Figure 2d-e)。
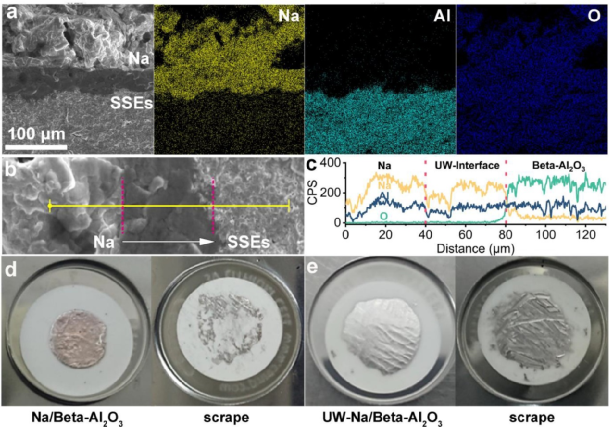
Figure 2. Interfacial component and stability. (a) Cross-section SEM and EDX mapping images of UW-Na/Beta-Al2O3 pellet. (b-c) line-scan SEM image and element dispersion profile. Digital photographs of the Na metal on top of (d) Na/Beta-Al2O3 pellet and (e)UW-Na/Beta-Al2O3 before and after knife-scraping.
改性前Na/Beta-Al2O3界面阻抗高达3500 Ω cm2,超声焊接处理后,界面阻抗降低至65 Ω cm2 (Figure 3a)。组装的UW Na/Beta-Al2O3/UW-Na对称电池在静置的10天内,阻抗没有明显增大(Figure 3b)。未改性Na/Beta-Al2O3/Na的CCD(临界电流密度)为0.25 mA cm-2,超声改性后其CCD提高至0.65 mA cm-2 (Figure 3c)。室温下,在0.1 mA cm-2电流密度下,稳定循环800小时后,Na沉积/剥离过电势小于30 mV (Figure 3d)。
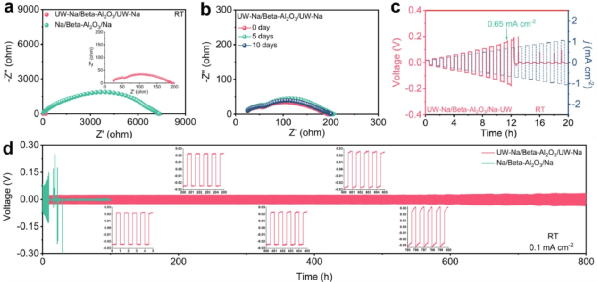
Figure 3. Dendrite suppression ability and interface stability of UW-Na/Beta-Al2O3/UW-Na symmetrical cell at room temperature. (a) Comparative EIS of UW-Na/Beta-Al2O3/UW-Na and Na/Beta-Al2O3/Na symmetric cells. (b) The impedance evolution diagram of the UW-Na/Beta-Al2O3/UW-Na placing for 10 days. (c) CCD of UW-Na/Beta-Al2O3/UW-Na symmetric cell with increased current densities for 0.5 h per (dis-)charge process. (d) Cycling performance comparisons of UW-Na/Beta-Al2O3/UW-Na and Na/Beta-Al2O3/Na symmetrical batteries at 0.1 mA cm−2.
以具有三维离子传输通道的Na3V2(PO4)3作为正极,构建固态钠金属全电池(示意图Figure 4a)。在0.5C电流密度下,循环600周后,中值电压下降约0.36 V(Figure 4b);最高能量密度可达317 Wh kg-1(未计入壳、陶瓷片质量)。循环800圈后,全电池容量保持率高达81.13%(Figure 4c)。全电池5C下的可逆容量为77 mA h g-1,可稳定循环350圈,容量保持率高达97%(Figure 4d);经计算,该全电池可在1773 W kg-1的高功率密度下,提供约234 Wh kg-1的高能量密度。
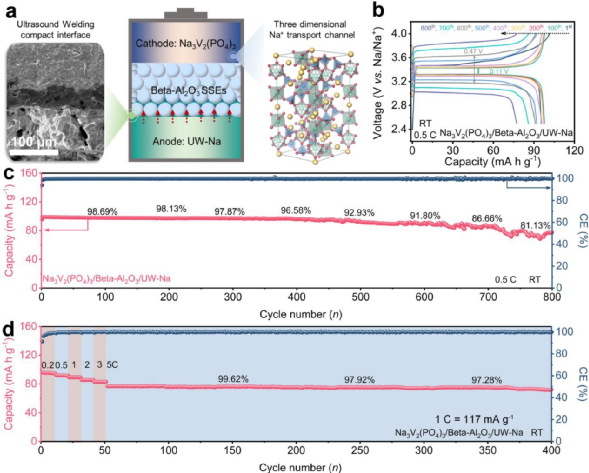
Figure 4. Demonstration of a high energy density room-temperature SSMB with UW-Na/Beta-Al2O3 interface. (a) Schematic illustration of Na3V2(PO4)3/Beta-Al2O3/UW-Na. (b) Galvanostatic charge-discharge profiles of Na3V2(PO4)3/Beta-Al2O3/UW-Na at different cycles. (c) Cycling performance of Na3V2(PO4)3/Beta-Al2O3/UW-Na at 0.5 C at room temperature. (d) Rate performance of Na3V2(PO4)3/Beta-Al2O3/UW-Na cell under various current densities. Note: 1 C= 117 mA g−1.
【总结】
本文采用简便易行的超声焊接策略构建了紧密的Na/Beta-Al2O3界面,从而在室温下实现高性能固态钠金属电池。对称电池的界面阻抗仅为35 cm2;在0.1 mA cm-2电流密度下,稳定运行800小时后的Na沉积/剥离过电势小于30 mV。以NVP组建的固态钠金属全电池,室温0.5C的电流密度下可稳定循环800圈,容量保持率高达81.13%。
审核编辑 :李倩
-
超声波焊接有利于解决固态电池的枝晶问题2025-02-15 670
-
应用LabVIEW设计系统登陆界面2023-10-30 607
-
Al2O3/AIN/AIGaN/GaN MIS-HEMT器件结构与特性2023-02-14 4507
-
为 FPGA 供电简便易行 -写给采用 FPGA 的数字工程师2022-11-07 690
-
如何修改Android7.1界面显示?2022-03-04 1265
-
做了个登陆界面,要从登陆界面进入进入另一界面怎么关联2014-05-08 3784
-
自己做的登陆界面2013-07-03 10046
-
实现登陆界面2012-08-06 4996
-
登陆界面2012-05-28 17913
-
一种简便易行的空间域图像信息隐藏技术2010-01-07 1238
-
多孔Al2O3薄膜感湿材料的湿敏特性研究2009-06-22 758
-
最新7228界面方案2008-09-12 4234
-
MSGQ模块使复杂DSP应用简便易行2008-07-27 1131
全部0条评论

快来发表一下你的评论吧 !
