

 数控等离子切割机的使用方法教程
数控等离子切割机的使用方法教程
电子说
描述
数控等离子切割机的操作系统常用的三种,北京斯达特,北京就斯达峰,上海方菱,其操作方式和工作界面略有不同,但工作原理和工作方式都是一样的。现在以方菱系统为例,来说明等离子切割机操作方法。
系统界面上主要功能的含义和作用。手动方式的操作,按上下左右键,来移动设备的前后左右工作,按PG来升降等离子枪头,按X键和F键来修改设备移动的速度,按G键来改变等离子切割机的操作模式,等离子模式,火焰模式,和演示模式。调入图形后,按绿色的Start键启动,按红色的Stop键暂停。

【F1】-【F8】:功能键,在不同界面下,有相应功能提示
【S↑/PgUp】:在代码界面是向上翻页键,在其它界面下是割炬上升键
【S↓/PgDn】:在代码界面是向下翻页键,在其它界面下是割炬下降键
【F+/HOME】:在代码界面是跳到代码行首键,在其它界面下是加速键
【F-/END】:在代码界面是跳到代码行尾键,在其它界面下是减速键
【1】-【9】:在系统运行过程中,按此键能使切割机速度快速调速到切割限速的百分比,例如按下【1】则速度调整为10%,按下【2】则速度调整为20%。
【G】、【X】、【Y】、【F】:为常用键,在操作提示框时使用。
在主界面下,按【F1】-【F8】分别对应以下功能:
【F1】:图形管理,有48 种常用零件的图形库,大多都有片尺寸和孔尺寸两种。
【F2】:文件管理,进入可选择硬盘文件、优盘文件、查找、编辑、删除、文件导入
导出等操作。
【F3】:部件选项,对加工零件进行镜像、旋转、钢板校正、排列、选行选号、代码
编辑等。
【F4】:参数设置,所有参数可在此设置。
【F5】:系统诊断,输入输出诊断、键盘诊断、系统自检、日期时间设置、系统自定义等。
【F6】:放大图形,全屏放大图形。
【F7】:手动移车,手动移车机床,此界面可进行断电、断点恢复操作。
【F8】:坐标清零,在机床开始切割前或切割完成后,可对坐标清零。
【X】:设置切割速度。
【Y】:设置手动移车速度。
【F】:设置手动移车方式,可点动、连动和定长。
【G】:设置定长移车时的移动距离。说明:按下G修改定长距离后,手动移车方式自动切换为定长方式。
【N】:在切割运行开始前或切割结束后,可以设置割缝大小。
【M】:改变切割模式,可以有演示模式、氧燃气切割和等离子切割三种模式。
【START】:开始启动切割。
【Space】:进入切割界面
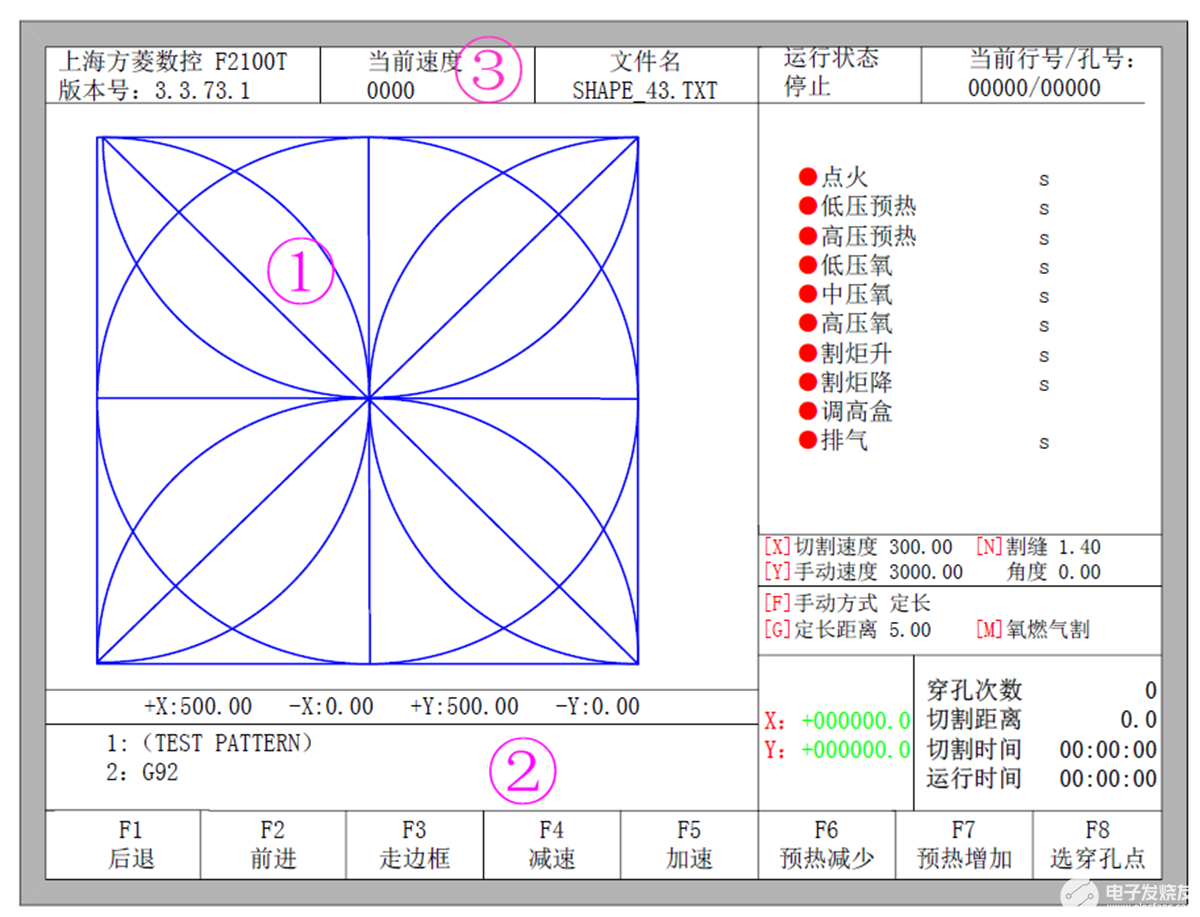
① 显示当前加工工件的实际切割轨迹,包含了割缝值。
② 显示当前正在加工的G 代码,显示当前行和下一行,切割运行过程中不显
示,暂停后才有显示。
③ 显示当前加工的速度,该速度在加工过程中,可通过按键盘的数字键【1】-
【9】实现快速调速。例如按下数字【3】,则速度自动调整到30%;按下数
字【8】则速度自动调整到80%。另外,也可以通过按F4 或END 进行减速,
按F5 或HOME 进行加速。
X 表示的是当前割炬所处的工件绝对X 坐标。
Y 表示的是当前割炬所处的工件绝对Y 坐标。
按【X】:修改当前切割速度。
按【Y】:修改当前手动移车速度。
按【F】:改变当前手动方式。
按【G】:修改当前定长移动时的定长距离。
12
按【N】或【Z】:在开始切割前或切割结束后,按N或Z可设置割缝值。
START键(F9键):启动切割。
STOP键(F10键):停车,可以暂停系统中正在进行的一切动作。
F1后退:割炬沿轨迹原路返回(此时I/O口关闭),后退时遇到穿孔点会暂停。
F2前进:割炬沿切割轨迹前进(此时I/O口关闭)。
F3走边框或F3 回参:刚调入加工文件,没开始运行前,此处为走边框功能,机床会沿着工件的外轮廓行走割炬。运行后,此处为回参功能,机床会返回到工件零坐标处。
F4减速:减小切割速度,每按一下速度减少3%。手动移车时减小手动移车速度。
F5加速:增加切割速度,每按一下速度增加3%。手动移车时增加手动移车速度。
F6预热减少:减少预热时间,跳过剩余的预热时间,并且系统自动记忆预热时间。
F7预热增加:增加预热时间,每次增加15秒
F8选穿孔点:系统暂停时为选穿孔点,运行启动后为动态放大。
上、下、左、右4个方向键:透枪时按手动方式移动割炬。
审核编辑 黄昊宇
- 相关推荐
- 热点推荐
- 等离子切割机
-
数控等离子切割机编程入门(等离子数控切割机编程教学)2022-12-15 10684
-
数控等离子切割机切割参数设置及使用方法2022-07-19 11080
-
数控等离子切割机编程的方式2022-07-18 6247
-
正确的数控等离子切割机使用方法是什么?2022-06-27 6096
-
数控等离子切割机正确使用方法,帮你快速入门2022-06-17 6223
-
数控管道切割机得到更好切割质量的方法2020-06-08 1643
-
圆管等离子数控相贯线切割机2020-05-28 2382
-
数控等离子切割机 数控相贯线切割设备2020-05-21 1696
-
数控等离子切割设备 钢管自动化相贯线切割机2020-05-07 1473
-
等离子切割机有什么优势?2019-09-27 3538
-
使用数控等离子切割机割炬高度控制的必要性2019-03-18 1516
全部0条评论

快来发表一下你的评论吧 !
