

三菱PLC编程应用实例分享
工业控制
描述
说到三菱PLC,可能很多以西门子PLC初学者朋友会感觉对自己没有帮助。其实,各类PLC控制器之间的编程指令是大同小异的,如果学会了一种,其它的就很容易入门。何况如果在企业里上班,肯定会碰到很多不同控制器控制的设备,作为技术人员多去学习是生存立足之道,建议朋友们广开思路,去学习更多的知识。今天的分享直接从几个简单指令介绍开始,然后深入到实际编程和应用,相信看过后,我们多少会有一些收获。
一、FX系列PLC常用基本指令
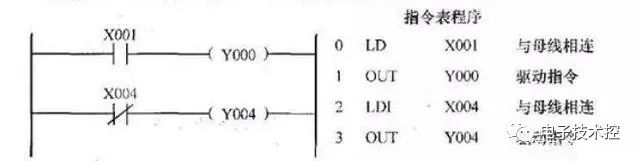
(1)LD/LDI 取/取反指令
功能:取单个常开/常闭触点与母线(左母线、分支母线等)相连接,操作元件有X、Y、M、T、C、S
(2)OUT 驱动线圈(输出)指令
功能:驱动线圈。操作元件有Y、M、T、C、S
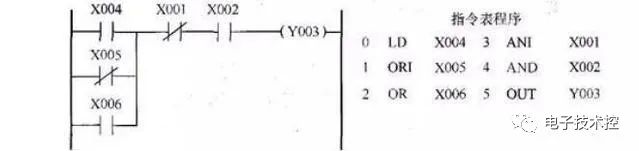
(3)AND/ANI 与/与反指令
功能:串联单个常开/常闭触点
(4)OR/ORI 或/或反指令
功能:并联单个常开/常闭触点驱动线圈。
(5)END 结束指令
放在全部程序结束处,程序运行时执行第一步至END之间的程序。
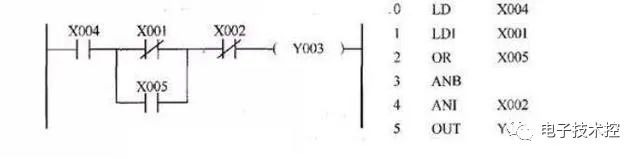
(6)ANB 与块指令
功能:串联一个并联电路块,无操作元件。
使用说明:
电路块起点用LD、LDI,结束后使用ANB指令与前面电路串联;有多个并联电路块串联时,如果一次用ANB指令与前面电路连接,支路数量没有限制;如果连续使用ANB指令编程,使用次数应限制在8次以下。
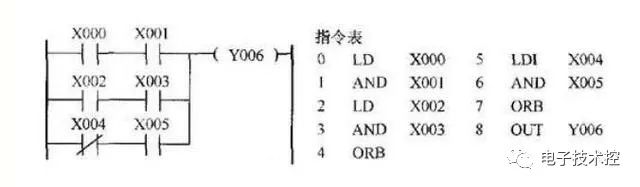
(7)ORB 或块指令
功能:并联一个串联电路块,无操作元件。
二、电机相关典型编程实例
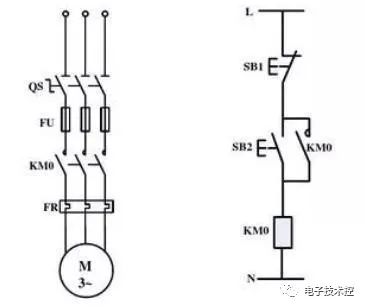
实例1、电动机起保停电路
(1)控制要求:按下启动按钮SB2,电动机启动运行,按下停止按钮SB1,电动机停止运行。如下是主电路和控制电路图。
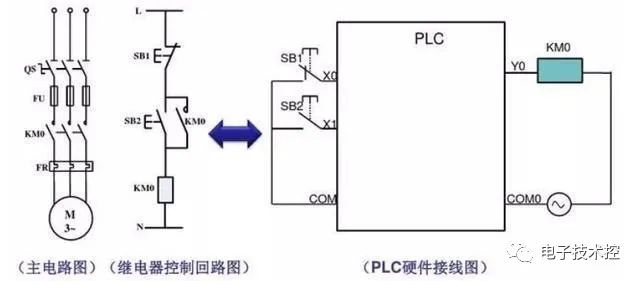
(2)PLC中输入/输出(I/O)分配
X0:SB1(常闭)| X1:SB2(常开)| Y0:电动机(接触器)
画出PLC硬件接线图,如下:
(3)PLC梯形图和对应指令表
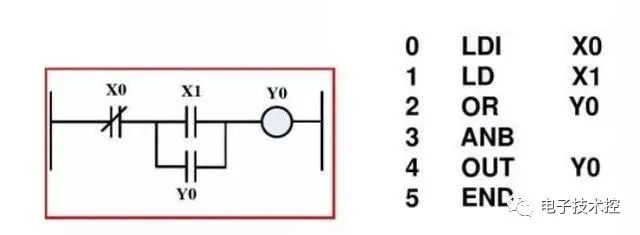
注解:上图中的Y0具备自锁功能,就是按钮按下去一下以后,电路通电,当松开按钮后,电路能够保持住通电状态;在PLC硬件接线图中没有展示电机,因为电机是受KM接触器控制,PLC控制了KM,也就控制了电机,电机是通过接触器触点接到电源上的。
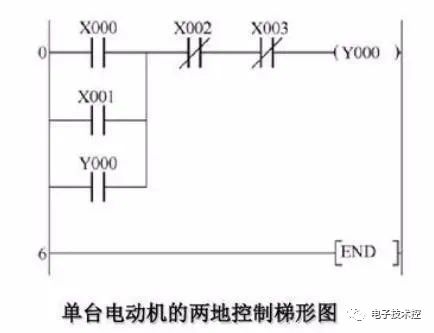
实例2、单台电动机的两地控制
(1)控制要求:按下地点1的起动按钮SB1或地点2的起动按钮SB2均可以起动电动机;按下地点1的停止按钮SB3或按下地点2的停止按钮SB4均可停止电动机。
(2)进行PLC输入/输出分配
X0:SB1 | X1:SB2 | X2:SB3 | X3:SB4 | Y0:电动机(接触器)
(3)梯形图
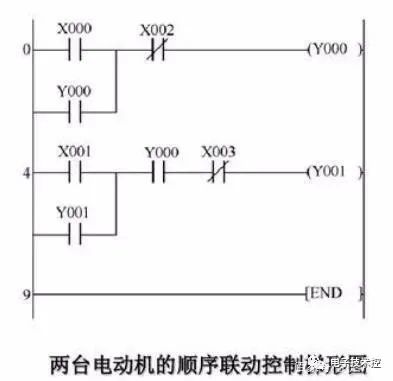
实例3、两台电动机的顺序联动控制
(1)控制要求:按下SB1,电动机M1先起动,然后按下SB2后,电动机M2才能起动。
(2)输入/输出分配
X0:SB1(起动M1)| X1:SB2(起动M2)| X2:SB3(停止M1)| X3:SB4(停止M2) | Y0:接触器1(连接M1) | Y1:接触器2(连接M2)
(3)梯形图
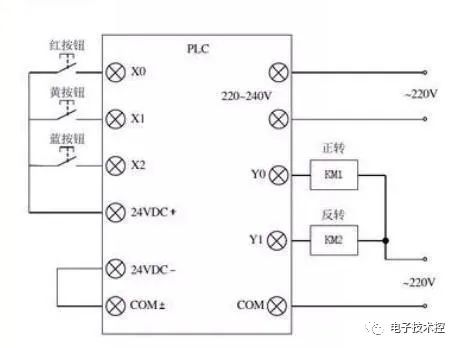
实例4、电动机正反转
(1)系统结构:利用PLC控制一台异步电动机的正反转。
输入端直流电源E有PLC内部提供,可直接将PLC电源端子接在开关上。交流电源由外部供给。
(2)控制要求:
按下黄色按钮(控制电机正转)时:
若在此之前电机没有工作,则电动机正转起动,并保持电机正转;若在此之前电机反转,按下此按钮后,电机切换到正转状态,并保持电机正转;若在此之前电机正转,则按下此按钮后,电机转动状态不变。按下蓝色按钮(控制电机反转)时:
若在此之前电机没有工作,则电机反转起动,并保持反转状态;若在此之前电机正转,按下此按钮后,电机切换到反转状态,并保持反转;若在此之前电机反转,则电机保持反转状态不变。按下红色按钮时:停止电动机的转动。
关键步骤:控制电机正反转的接触器不可以同时通电,否则会发生相间短路,烧坏电机,操作中要加入互锁控制,即其中任何一个接触器通电时,要保证另一个接触器不会通电。
(3)PLC控制电动机正反转外部接线图
要求:黄按钮按下,电机正转;蓝按钮按下,电机反转;红按钮按下,电机停止。
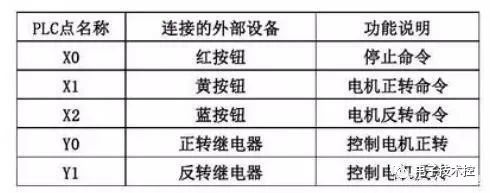
(4)PLC输入/输出分配
(5)系统编程
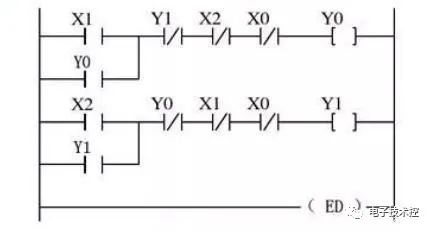
分析:其中X1接通时,其常开闭合(保证了电机可以正转起动),同时常闭断开(切断了电机反转电路);同样X2接通时,其接通反转电路的同时,切断了正转电路;Y0通电时,其接在反转电路中的常闭触点断开,断开了反转电路;Y1通电时,同样其常闭触点保证了正转电路无法接通。X1、X2实现了切换电路,Y0、Y1互锁保证了电路安全。X0接通时,正反转电路都被切断,电机停止运行。
通过PLC控制电机电路,基本上是所有设备控制运行动力来源的基础,需要我们去好好掌握。在后续中,我们会分享更多电路,无论是电气电路还是电子电路,通过不断分析电路,相信我们的理解力会有所提升。
审核编辑:汤梓红
-
三菱plc编程实例介绍2024-06-19 5439
-
21个三菱PLC编程实例2022-10-25 12948
-
三菱PLC编程实例-pid2022-05-13 2208
-
三菱PLC编程实例项目例程-包装机三菱PLC程序2022-03-22 3949
-
三菱PLC的编程实例资料合集免费下载2020-01-03 2192
-
三菱PLC编程实例-Analog Read2016-11-04 876
-
三菱PLC编程实例-纯水2016-11-03 1230
全部0条评论

快来发表一下你的评论吧 !
