

管壳式换热器中管与壳程的分析
电子说
描述
管壳式换热器中管、壳程主要分隔界面为管板与换热管的接头,管接头是容易出现失效的一个部位,设计、制造中应加以重视。
载荷
管子和管板的接头所受载荷主要包括:管壳程压力差、热膨胀差而产生的应力、壳程流体产生的诱导振动。
连接型式的选择
在换热管和管板的连接中,单纯胀接或焊接结构的使用受到了GB/T151的一些限制。而胀焊并用结构由于能有效地减轻管束振动对焊口的损伤,避免间隙腐蚀,并且比单纯胀接或焊接结构具有更高的强度和密封性,因而得到广泛采用。目前常规换热器较多地采用贴胀+强度焊,而重要的或使用条件苛刻的换热器则要求采用强度胀+强度焊。
先胀后焊
对于贴胀+强度焊可采用先胀后焊的方法,而对于强度胀+强度焊则可宜采用先贴胀,再强度焊,最后强度胀的方法。原因如下:
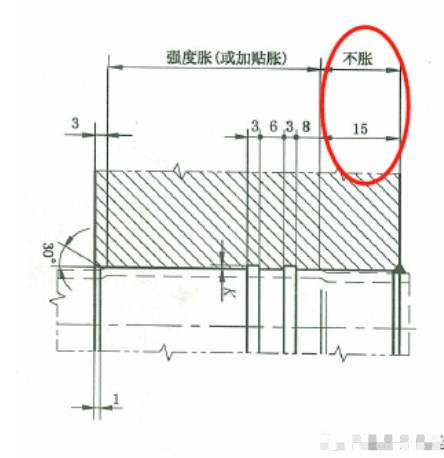
1)管子与管板胀接后,在管端应留有15mm长的未胀管腔,以避免胀接应力与焊接应力的叠加,减少焊接应力对胀接的影响。
2)但15mm的未胀管段与管板管孔之间存在一个间隙,焊接时,由于高温熔化金属的影响,间隙内气体被加热而急剧膨胀、出现超高温高压状态。这些高温高压气体在外泄时对强度胀的密封性能造成致命的损伤,且焊缝收口处亦将留下肉眼难以觉察的针孔。(所以应重视管接头的焊接工艺及焊缝的无损检测)
3)虽然贴胀是不耐压的,但可以消除管子与管板管孔的间隙,所以能有效地减轻管束振动对管接头的影响。
另外,先胀后焊时不宜采用机械胀的方式,这是因为对焊接裂纹、气孔等很敏感的润滑油容易渗入,焊接时更容易产生缺陷。并且若要求均匀贴胀,宜采用由计算机控制的液袋式胀管机进行胀接。
先焊后胀
考虑到制造误差,一些管板管孔与换热管之间不可避免地存在着较大的间隙,并且这些间隙沿周向有可能是不均匀的。
对于先焊后胀,当间隙很小时,15mm的未胀管段将可以减轻胀接变形对焊接的影响。当间隙较大时,由于管子的刚性较大,并且焊缝承受切向剪力的能力相对较差,过大的胀接变形将越过15mm未胀区的缓冲而对焊接接头产生损伤,甚至造成焊口脱焊。所以,对于先焊后胀,控制管子与管板孔的精度及其配合是相当重要的问题。
审核编辑:刘清
-
如何计算出管壳式换热器和板式换热器的长宽高,江苏睿翌2025-08-27 1671
-
**什么是换热器?江苏睿翌为您解答**2025-08-13 287
-
换热器的能耗分析2025-01-19 1247
-
板式换热器与壳管换热器比较2024-11-07 1481
-
板式换热器和管式换热器的差异有哪些?2024-01-30 5360
-
管壳式换热器泄漏的原因分析与解决方法2022-12-01 3588
-
换热器管板防腐堵漏的操作步骤2021-06-17 1356
-
管壳式换热器管板腐蚀原因及防解决方法2021-05-18 2371
-
简单分析换热器的九种工作原理2020-06-05 13656
-
浅谈换热器的发展进程2018-11-23 2999
-
缠绕管换热器性能数值模拟2018-04-20 1307
-
管壳式换热器温度传感器测量的准确性校正_王金辉2017-01-17 731
-
B30 16MnR管壳式换热器制造2010-01-26 706
-
管壳式换热器的机械设计2009-09-16 3592
全部0条评论

快来发表一下你的评论吧 !
