

SMT作业规范图解
PCB设计
描述
SMT作业规范图解
1:现象 PCB存放在板架中的偏向不一致;
2:隐患
PCB板上器件容易撞掉;
3:正确方法
如下图

使用卡槽类静电架放置PCBA时,卡槽隔1个卡位放置,建议隔槽封卡。
1:现象
选择元件距PCB板边很近的PCBA,放入卡槽时与元件接触;
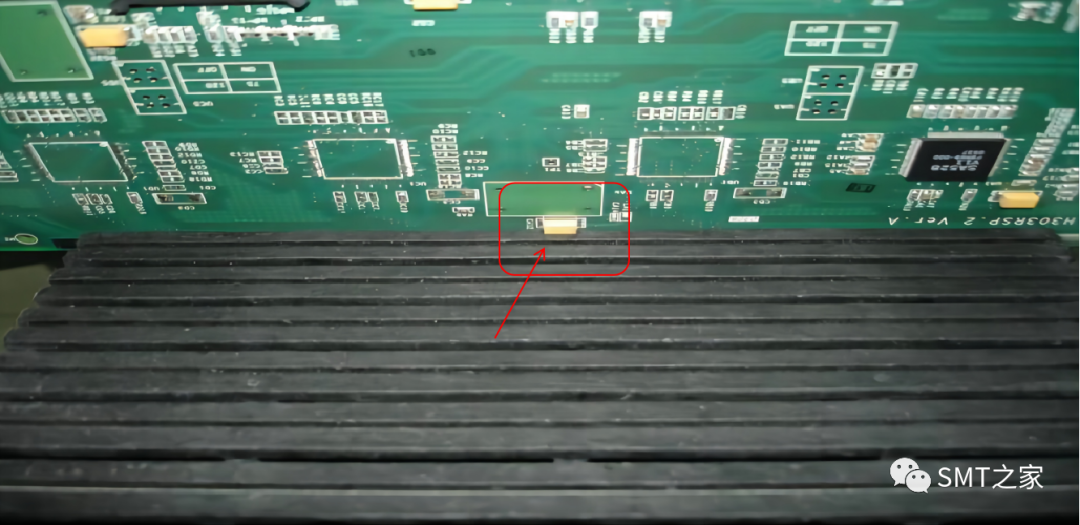
2:隐患 掉件,甚至PCB板报废;
3:正确方法 选择PCB板边器件远离板边缘的板边放入卡槽。
1:现象 开封的PCB板过多;
2:隐患 PCB板裸露在空气中的时间过长,焊盘容易受潮氧化;
3:正确方法 PCB预开封数量按2H产能进行评估。
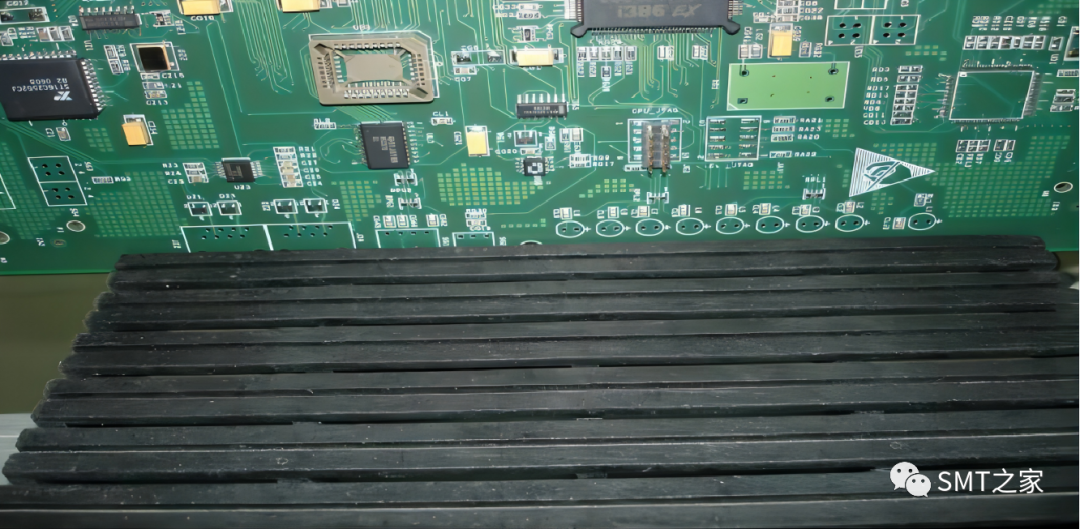
1:现象 炉后叠板;
2:隐患 元器件被撞掉,应力损伤;
3:正确方法 如下图。

1:现象 放置 PCB板的位置距承载台的边缘太近;
PCB板一端悬空;
2:隐患 容易掉到地面,导致PCB板报废;
3:正确方法 距承载台边缘不小于10CM。
1:现象
锡膏板炉前堆板;
2:隐患
焊锡膏助焊剂挥发变干、金属锡球氧化,炉后焊接不良;
3:正确方法
不允许堆板。
1:现象
炉中取板;
2:隐患
焊锡膏没完全固化,器件容易掉落、错位、短路;
3:正确方法
PCB至少一半露出轨道。
1:现象
四指夹板;
2:隐患
容易撞掉元器件;
3:正确方法
单手取单板,遇面积较大的PCB板时,须双手取单板。
1:现象
飞达 Feeder随意放于地面上;
2:隐患
飞达 Feeder容易损坏,给贴装质量带来隐患;
3:正确方法
放于飞达 Feeder台车Table的空闲位置,插好扣紧。
1:现象
飞达 Feeder随意放在机器保护盖上;
2:隐患
压坏机器保护盖,飞达 Feeder有掉落损坏以及砸人工伤风险;
3:正确方法
放于飞达 Feeder台车Table的空闲位置,插好扣紧。
1:现象
闲置料架台无指定位置;
2:隐患
影响5S,阻塞通道;
3:正确方法
放入固定的Feeder 台车放置区。
1:现象
印刷机保护盖常开;
2:隐患
锡膏助焊剂挥发氧化速度加快,造成焊接不良;
3:正确方法
工作状态下常闭;
1:现象
单手拿板过多;
2:隐患
PCB板易掉落造成损坏报废;
3:正确方法
双手搬运。
1:现象
机器在非维护状态下电源箱盖敞开;
2:隐患
灰尘易进入电源箱,设备故障增多;
3:正确方法
非维护状态下常闭。
1:现象
机器上放置物料;
2:隐患
掉入机器内部,卡坏机器,损坏PCB板;
3:正确型
机器上面严禁存放任何杂物。
1:现象
物料没放入物料箱;
2:隐患
物料容易被踩坏、变形;
3:正确方法
按排料顺序放入料箱。
1:现象
物料与地面直接接触;
2:隐患
易受潮,焊接不良;
3:正确方法
放入专用防静电箱内。
1:现象
零散物料与地面直接接触;
2:隐患
易受潮,管脚变形,焊接不良;
3:正确方法
放入专用防静电箱内。
1:现象
印刷锡膏厚度不均匀,网板上有残留锡膏;
2:隐患
易造成虚焊、短路、少锡;
3:正确方法
所有需印刷部位保持干净,无残留锡膏。
1:现象
防静电海绵上有金属物扎出;
2:隐患
划伤PCB板、撞掉器件、甚至报废隐患;
3:正确方法
严禁表面有异物。
1:现象
领取批量PCB板不用小推车;
2:隐患
一旦掉落,整包报废;
3:正确方法
使用小推车周转。
1:现象
料车摆放不整齐,脚轮没扣死;
2:隐患
易晃动,PCB板之间发生碰撞;
3:正确方法
摆放整齐,脚轮扣死。
1:现象
切换机种更换下来的钢网不及时放入钢网柜;
2:隐患
易与周围的人或物发生碰撞,导致变形、张力变低,甚至报废;
3:正确方法
及时放入钢网房储存柜中。
1:现象
堆放的PCB板过高;
2:隐患
掉落,变形翘曲隐患,容易报废PCB板;
3:正确方法
堆放高度不大于10CM。
1:现象
飞达Feeder没卡入定位孔;
2:隐患
飞达Feeder浮起,撞坏机器;
3:正确方法
缝隙与周围飞达Feeder平行,高度与周围料架持平。
1:现象
飞达Feeder重叠;
2:隐患
容易压伤飞达Feeder,导致丢失率高;
3:正确方法
放入飞达Feeder台车中。
1:现象
刮刀口钢片没有放入刮刀保护槽中;
2:隐患
导致刮刀片变形、有缺口,影响印刷质量;
3:正确方法
刮刀按开槽,横平竖直卡入保护槽进行保护。
1:现象
开封的焊锡膏未倒置放置;
2:隐患
里面的空气没排出,锡膏易氧化;
3:正确方法
倒置放置。
1:现象
PCB板放于机器表面;
2:隐患
容易掉落到地面或机器里面,损坏机器或PCB板;
3:正确方法
机器表面严禁放置任何东西。
1:现象
周转车同一平台上混装不同机种;
2:隐患
撞掉器件或容易混板;
正确方法
同一平台只能放相同机种,且标识要清楚。
1:现象
PCB板底部没有防静电海绵保护;
2:隐患
底部容易划伤、器件易掉落、ESD击穿;
正确方法
底部垫防静电海绵。
1:现象
裸手拿板;
2:隐患
皮肤上的脏物、汗液、指甲会污染、划伤PCB板上的焊盘;
3:正确方法
戴防静电手套。
1:现象
清洁液放入印刷机悬臂工作区内;
2:隐患
清洁液容易流入机器,造成电器短路,烧毁机器
3:正确方法
放入指定区域内
1:现象
锡膏搅拌刀上的残留锡膏在印刷机刮刀上刮蹭清除;
2:隐患
金属搅拌刀易使印刷机刮刀片损坏,导致印刷质量不佳;
3:正确方法
用锡膏瓶的边缘清除金属搅拌刀上的残留锡膏。
1:现象
高端板单手拿放;
2:隐患
PCB板扭曲变形,器件滑落错位,抹板报废,应力损伤器件;
3:正确方法
双手拿板,小心地放入治具中。
机器丢失率原因与分析(操作员)
1:料架用错
2:步距不正确
3:料架装歪
4:料带装斜
5:吸附位置不正确
6:卷带
7:IC管脚变形
8:Tray盘没装到位
料架没装好(缝隙不均匀)
1:现象
料架之间缝隙不均匀;
2:隐患
吸附不良或识别不良抛料;
3:正确方法
缝隙要均匀。
料架没装好(送料盖片卡死)
1:现象
送料盖片卡死;
隐患
吸附不良或贴翻;
3:正确方法
上下滑动灵敏,静止时卡住物料一半。
料带没卡入定位槽
1:现象
料带没卡入定位槽;
2:隐患
导致前面吸附位置不正确,吸附不良,识别不良;
3:正确方法
正确卡入定位槽。
1:现象
Pick up吸附位置不正确
2:隐患
吸附不良、识别不良、抛料飞料;
3:正确方法
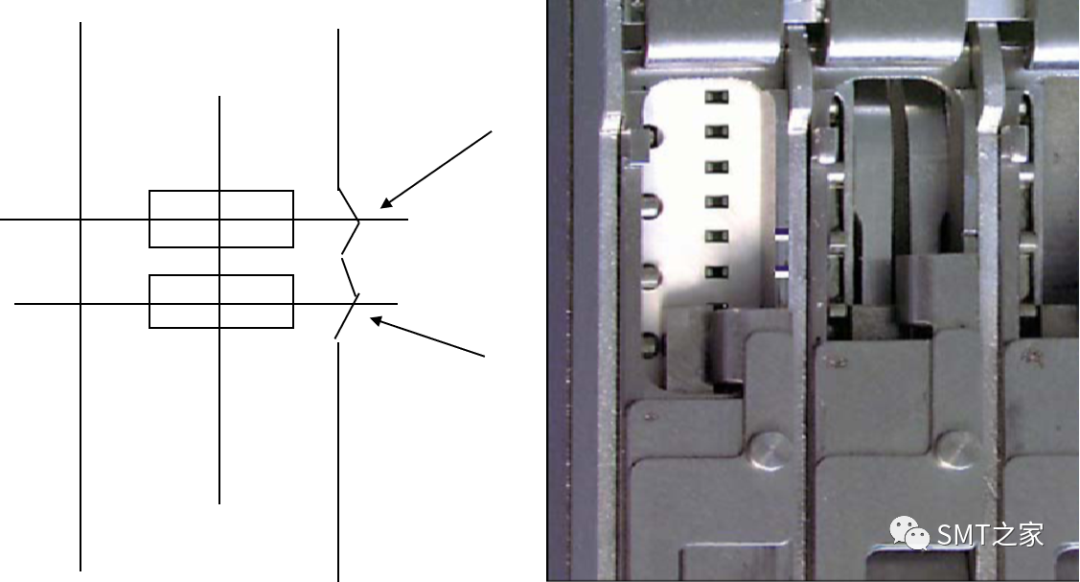
物料进料方向的中心线与飞达Feeder的中心线重合。
8S以上型吸附位置的确认
1:当元件3
2:当元件W<3mm时, 元件的中心对准内缺口
3:当元件W>7mm时, 元件的中心对准外缺口
8S型吸附位置的确认
1:当元件W≦3mm时,元件的中心对准内缺口
2:当元件W>3mm时, 元件的中心对准外缺口
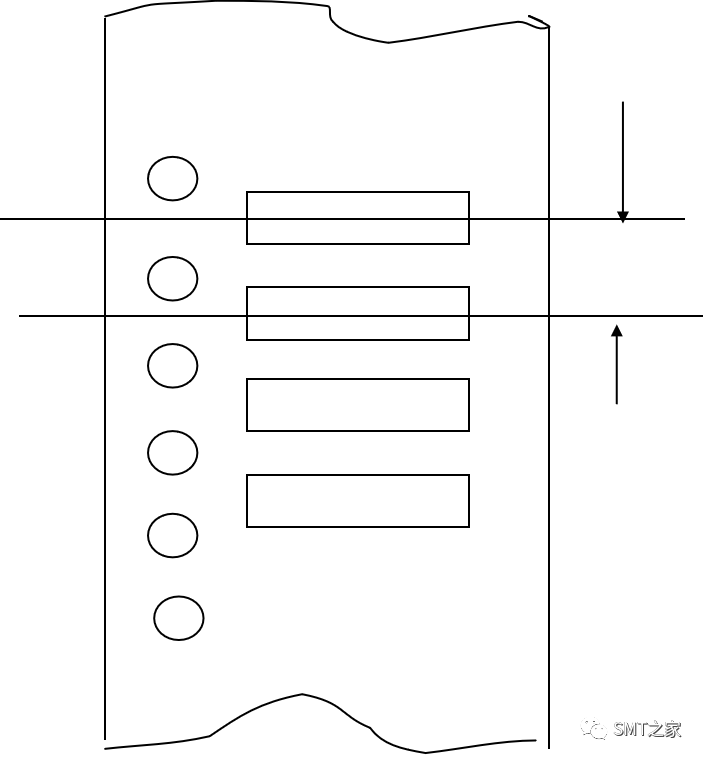
料带型号的识别
1:料带上孔与孔之间的距离都为4mm
2:相邻元件之间的距离为料架的步进距离
3:料带的宽度为所选料架的宽度。
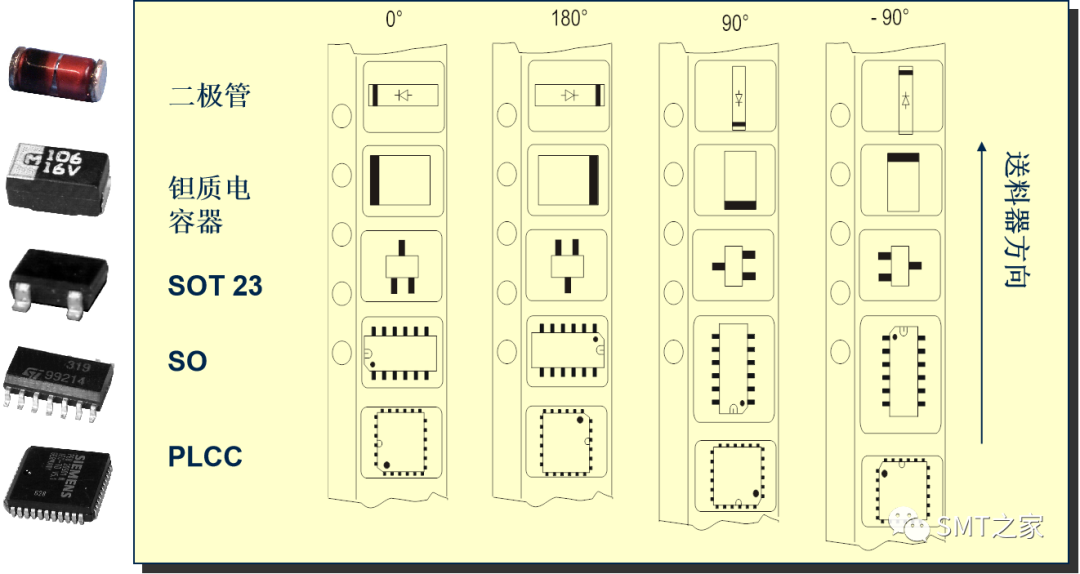
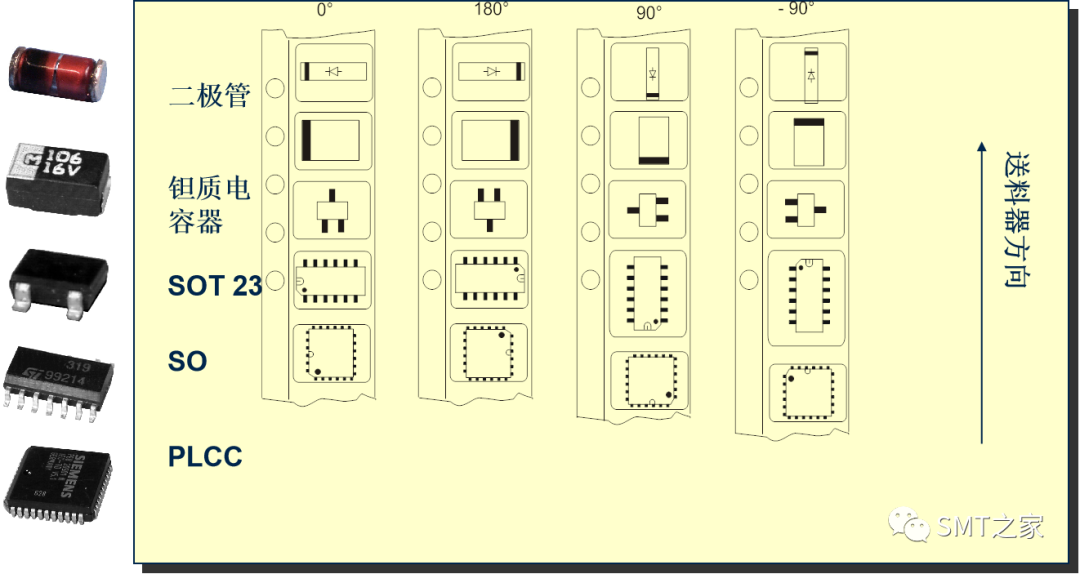
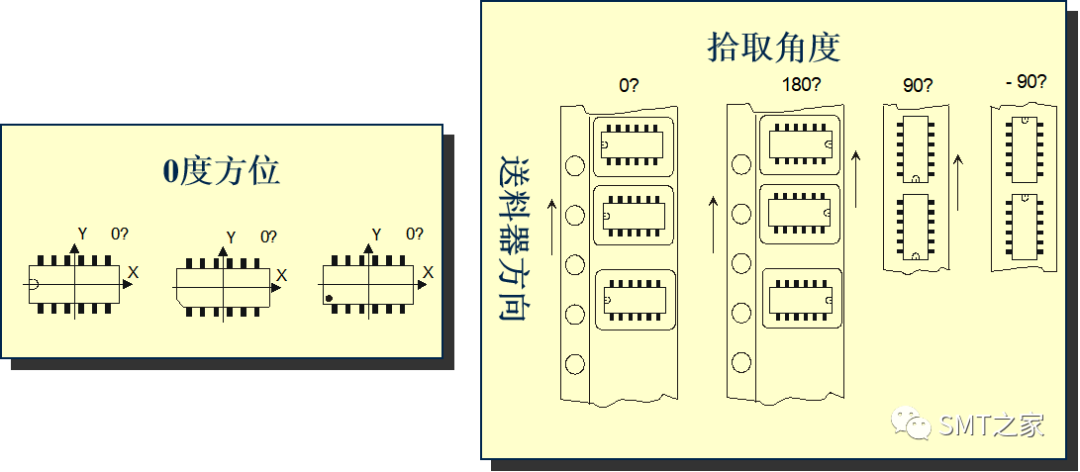
Tray盘IC的方向
1:QFP
2:SOP
3:PLCC
4:BGA
5:TSOP
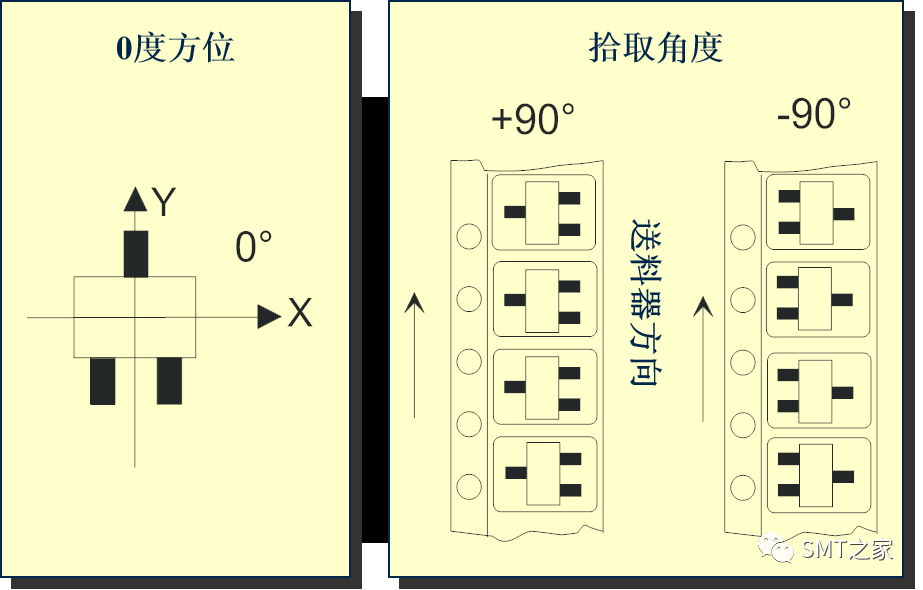
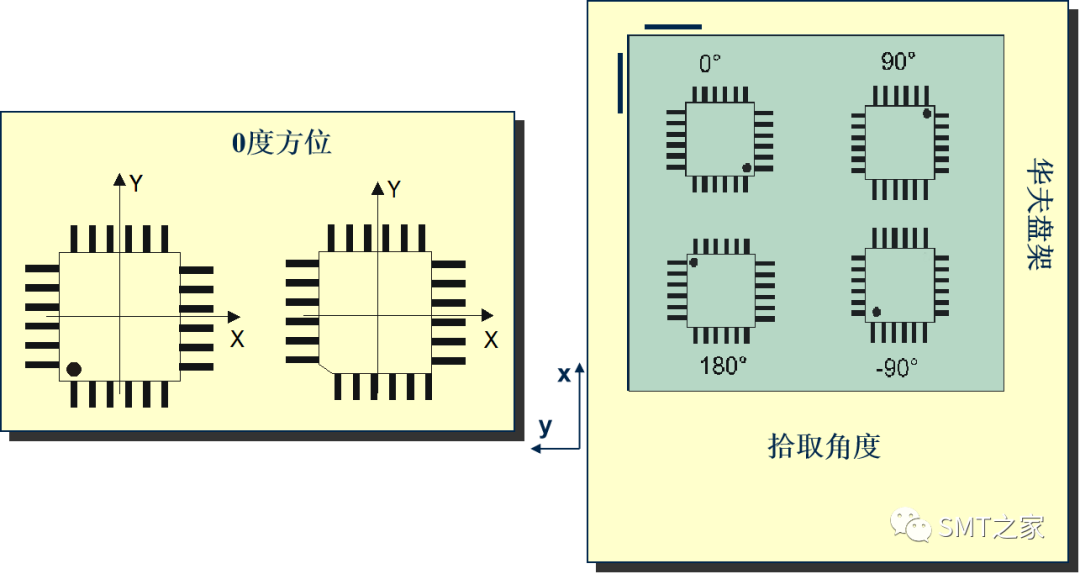
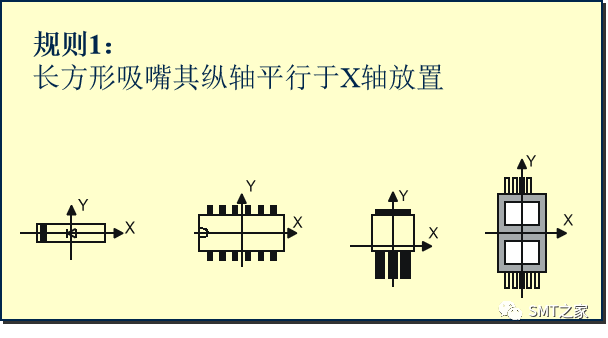
西门子包装角度定义的七项原则
1:X、Y轴的夹角为90度;
X、Y轴符合右手定则;
2:元件长的方向为X轴的正方向;
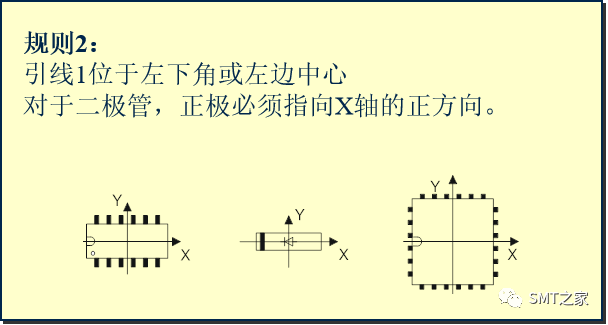
3:元件的负方向为X轴的正方向;
4:IC的极性点为X轴的负方向;
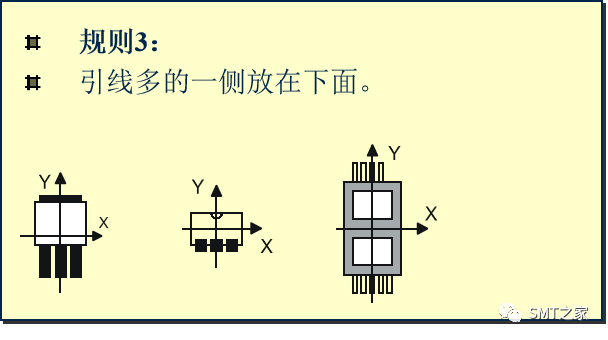
5:元件脚多的方向为Y轴的负方向;
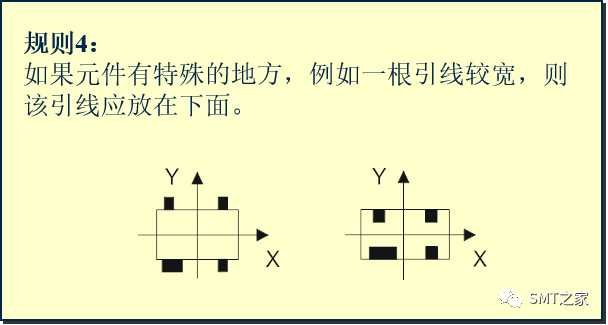
6:有特殊脚的方向为Y轴的负方向;
7:和吸嘴面长的方向为X轴的正方向;
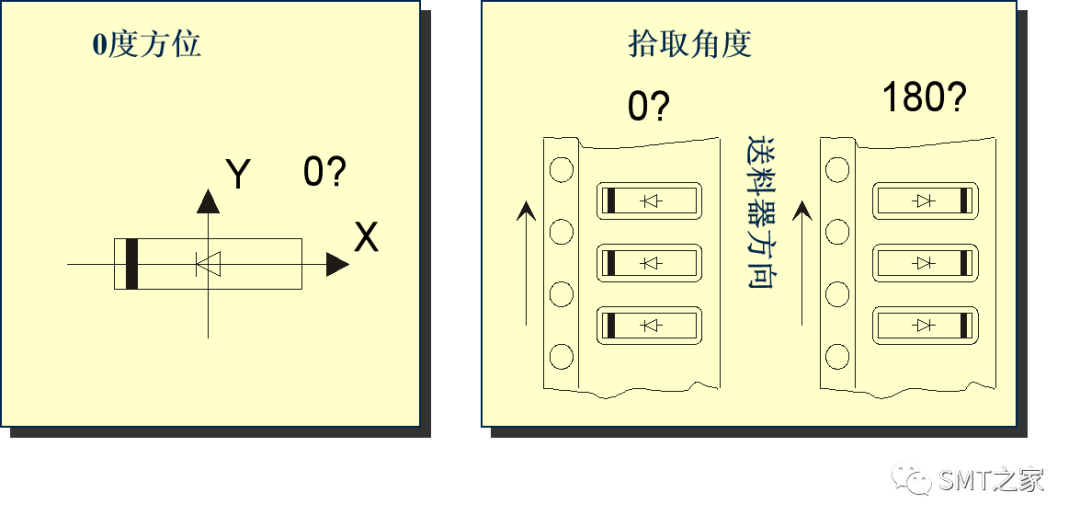
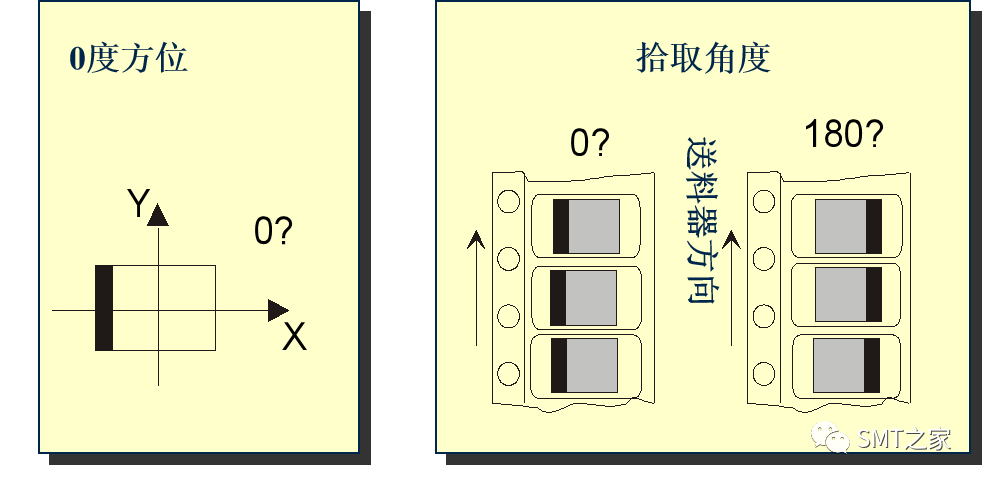
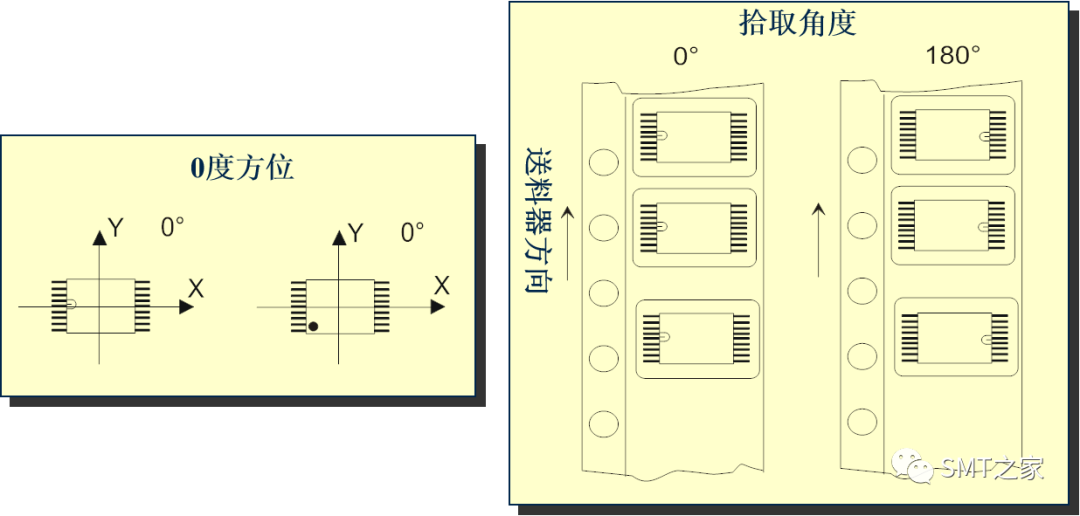
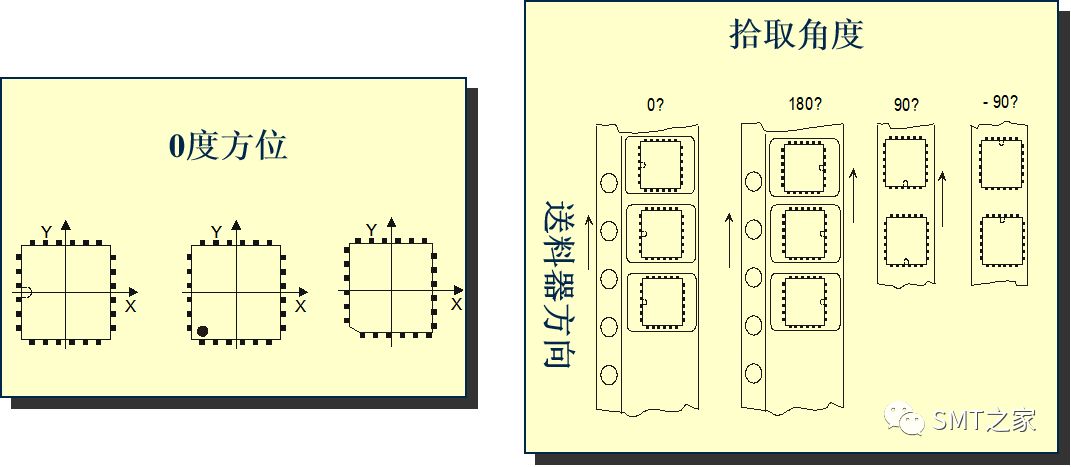
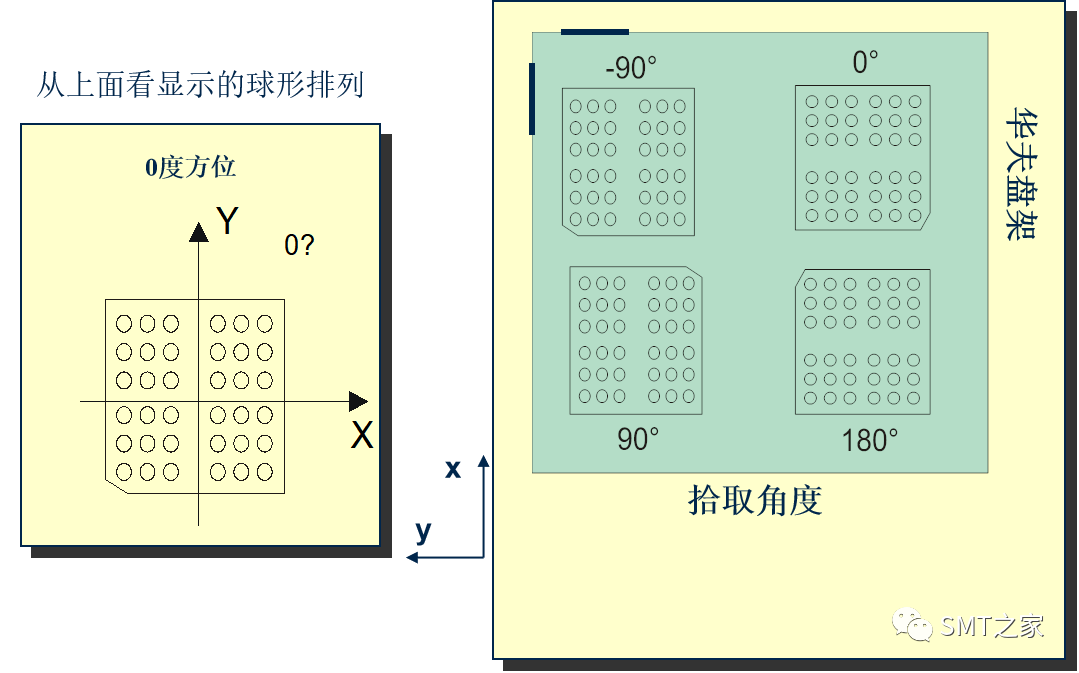
拾取角度概述
极性-MELF元件/二极管
MELF-金属电极侧焊
极性-钽质电容器
极性 SOT23
极性-SO
SO –小型
极性-TSOP
TSOP -稀疏小型
极性-PLCC
PLCC - 塑料引线芯片座
极性-QFP
QFP –四方扁平封装
极性-BGA
BGA –球形格栅排列(底面)
元件坐标

审核编辑:刘清
-
SMT生产线PCB设计规范详解2009-12-10 12727
-
PCB板布局原则、设计规范(图解)2017-11-04 4259
-
SMT培训手册及艺规范2019-07-26 2063
-
作业场所噪声测量规范2009-12-26 1113
-
变压器中性点间隙工频放电试验作业规范2011-11-22 1475
-
SMT工艺流程及设计规范2012-09-29 9952
-
气焊、气割作业2016-05-06 755
-
一文看懂SMT车间生产环境要求及管理规范2018-04-09 31811
-
SMT钢网制作的规范要求及注意事项2020-03-03 13689
-
SMT PCB设计规范说明文档免费下载2021-04-07 1199
-
SMT贴片转线要注意什么?2022-12-14 2444
-
HDI压合设计准则作业规范2023-01-10 2992
-
SMT贴片转线/换线注意事项2023-02-03 4460
-
SMT-PCB拼版设计规范2023-06-15 2801
-
SMT贴片加工工艺标准规范要求(核心要点)2025-09-12 2010
全部0条评论

快来发表一下你的评论吧 !
