

膜电极:氢燃料电池技术与成本中枢
电子说
描述
1 膜电极:氢燃料电池技术与成本中枢
1.1 膜电极占氢燃料电池成本的 60%
膜电极(MEA)是氢燃料电池的最核心部件,是多项物质传输和电化学反应的核 心场所,被称为燃料电池的“心脏”。膜电极是由质子交换膜(PEM)、催化层电极(CL)、 气体扩散层(GDL),在相应温度和压力下,热压而成的三合一组件,与双极板组成 燃料电池电堆。膜电极决定了电堆性能、寿命和成本的上限,高性能、低铂载量、低 成本、长寿命的膜电极对于加速氢燃料电池商业化进程具有非常重要的意义。
膜电极处于燃料电池产业链上游环节,是燃料电池技术和成本中心。催化剂、质 子交换膜、气体扩散层组成膜电极和双极板构成电堆的上游,电堆与空压机、氢气循 环泵、储氢瓶系统等其它组件构成燃料电池动力系统,下游应用对应交通领域和备用 电源领域,主要是商用车、轿车、叉车、固定式电源和便携式电源等。
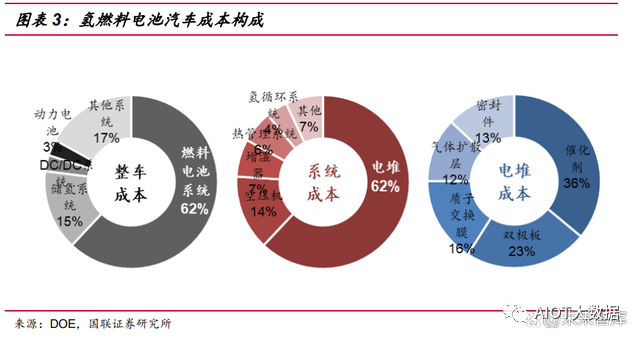
从成本端来看,燃料电池系统在氢能车购置成本中占比超过 60%,而电堆成本 在系统中占比同样超过 60%,是氢燃料电池汽车成本占比最高的环节。
1.2 技术特征:电化学反应唯一场所,设计制造技术壁垒高
在燃料电池反应过程中,氢气通过扩散层至阳极催化层,在催化层作用下生成氢 离子和电子,电子传递到阳极气体扩散层向外电路传递,氢离子由阳极催化层通过质 子交换膜传导至阴极催化层,外电路的电子经由阴极气体扩散层向阴极催化层传递, 在阴极催化剂的作用下电子、质子、氧气在阴极催化层生成 H2O,H2O 通过阴极气 体扩散层排除
膜电极承担了燃料电池全部电化学反应,以及电子、质子、气体和水的传导,因 此,膜电极的制备工艺、催化剂的选择与载量、质子膜厚度与磺酸基含量、扩散厚度与微孔量,这些因素最终共同影响燃料电池的发电性能及效率,而膜电极的设计制造 需同时考虑这些因素,具备较高的技术壁垒。
膜电极技术演化:CCM 是主流,有序化膜电极为降本提效的新方向
20 世纪 60 年代,美国通用电气公司采用铂黑作为燃料电池催化剂,当时膜电极 铂载量超过 4 mg/cm2;20 世纪 90 年代初,美国洛斯阿拉莫斯国家实验室采用碳载 铂取代铂黑的油墨(Ink)制造工艺后,使得膜电极的铂载量成倍降低;2000 年后, 低温、全固态的膜电极技术逐渐成熟,使得 PEMFC 进入面向示范应用的阶段。伴随 着 PEMFC 几十年发展,膜电极技术经历了几代革新,大体上可分为 GDE 热压法、 CCM 法和有序化膜电极三种类型:
1)第一代热压法膜电极(GDE),指将催化剂涂布在气体扩散层上,然后用热压 法将气体扩散电极和质子交换膜结合在一起。该方法优点是制备工艺简单,缺点是催 化剂利用率低(≈4mg/cm2),总体性能不高,目前已基本淘汰。 2)第二代 CCM 膜电极,指采用卷对卷直接涂布、丝网印刷、喷涂等方法直接将催化剂、磺酸树脂和适当分散剂组成的浆料涂布到质子交换膜两侧。该方法优点是 提高了催化剂的利用率(小于 0.4mg/cm2)与耐久性,缺点是催化层结构具有不稳定 性。CCM 法目前商业化程度最高,已大批量生产。 3)第三代有序化膜电极,指把 Pt 催化剂制备到有序化的纳米结构上,使电极呈 有序化结构,获得坚固、完整的催化层。该方法进一步提高了燃料电池性能,降低催 化剂铂载量(≈0.1mg/cm2),是目前膜电极制造研究的热点,但仍处于研发试验阶段, 只有小部分公司实现量产,如 3M。
1.3 市场规模:氢能车加速推进,2030 年国内膜电极规模有望达 57 亿元
氢燃料电池为商用车减排优选方案,“以奖代补”政策加速推动销量
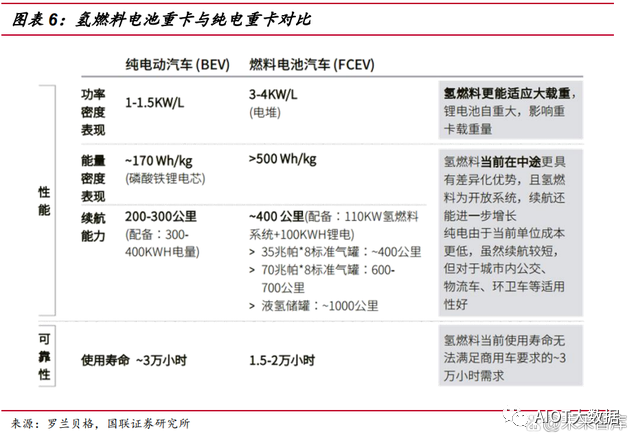
当前交通领域电动化技术解决方案主要为纯电动及燃料电池,两者对比各有明显 优劣势。其中,氢燃料电池优势在更高的功率和能量密度,在载重和续航方面有优势, 而在加氢站等配套设施方面相较纯电存在劣势;而对于纯电车,虽然续航能力有弱势, 但是满足城市内的公交、物流车、环卫等短途行驶的续期,由于当前的成本优势,短 期内城市内交通工具的纯电化会更加迅速。因此,从技术特性上,氢燃料电池汽车适用包括固定路线、中长途干线、高载重应用场景的商用车。
“以奖代补”新政鼓励车型朝大功率与重载方向发展。在 2020 年 9 月发布的“以 奖代补”新政中,大功率、高载重的重卡同样成为补贴最多的车型,我们以 2021 年积分标准测算,其中功率≥110kw,载重 31 吨以上的重卡最多可享受国补 50.4 万元, 假设地补按照 1:1 比例实施,则该型号重卡最多可享受补贴 100 万元,而当前配备 110kw 功率的燃料电池重卡售价仍普遍在 130~150 万元左右,对比同规格的柴油重 卡销售价格,实施完补贴后的氢燃料重卡将在初次购买成本上获得优势。
氢燃料电池汽车开启放量,预计 2030 年有望达到十万辆水平
政策正式落地将加速国内氢燃料电池车产销,根据《氢能产业中长期发展规划 (2021-2035)》,到 2025 年国内氢燃料电池车保有量达到 5 万辆,对应 2025 年销 量 2 万辆左右。规模化、国产化推动下,燃料电池成本有望快速下降,据我们保守测 算,到 2030 年国内氢燃料电池车全生命周期成本将实现与柴油重卡平价,经济性优 势驱动下,氢燃料电池车将持续放量,2030 年产销规模至少达到 10 万辆水平。
预计 2030 年膜电极需求近 150 万平米,对应国内市场规模 57 亿元
假设 2025、2030 年燃料电池车需求达 2 万辆、10 万辆,考虑燃料电池重卡放 量,预计到 2030 年,单车系统额定容量将由此前 110kW 为主逐步提升至 220kW 左 右,膜电极功率密度由目前 1W/cm2 逐步升至 1.5W/cm2 以上,对应 2030 年膜电极 需求近 150 万平米,年市场规模在 57 亿元。
1.4 竞争格局:国产膜电极加速扩张,性能与国际先进水平接近
目前主流膜电极的厂商分为两类,一类是具备膜电极批量产业化能力,能自给自 足的车企或燃料电池厂商,以丰田、现代、巴拉德为代表。另外一类是专业的膜电极 供应商,包括戈尔、杜邦和国内的鸿基创能、武汉理工氢电、新源动力、苏州擎动等。 我国膜电极企业主要来自于国外企业如巴拉德等技术专家回国创业,以及国内高 校如武汉理工、上海交大、清华大学、南京大学等技术成果转化。国内企业膜电极主 要参数已经与国际先进水平接近,部分参数可以超过国外先进水平。国内领先膜电极 企业鸿基创能、武汉理工新能源、擎动科技膜电极产品功率密度均超过 1W/cm2,鸿 基创能达到 1.4W/cm2,测试使用寿命超过 1~2 万小时,已基本满足产业化应用需求。
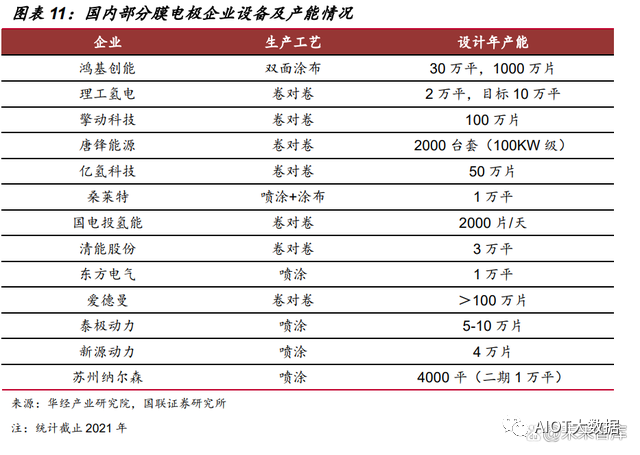
2019 年后鸿基创能、擎动科技、武汉理工氢电以及泰极动力国产生产线先后正 式落成,我国的膜电极领域逐步开启批量化生产步伐。到 2021 年,国内膜电极企业 扩张步伐明显加速,尤其头部企业鸿基创能完成了百万片下线里程碑。
据势银(Trendbank)数据显示,2018-2019 年进口膜电极占据了国内市场主要 份额,分别占国内市场份额 77.8%和 52.9%,20 年开始进口膜电极市场份额明显降 低,约占市场份额 20%。可以看出,随着技术的发展,国产膜电极市场份额从 2020 年开始快速上升,进口量大幅减少。
2 核心材料国产化加速推进,成本将进入下行通道
2.1 膜电极原材料现靠进口,规模降本依赖国产化
据 2022 世界新能源汽车大会欧阳明高院士所示国内外燃料电池堆性能,以及我 国燃料电池核心材料部件国产化进程,当前国内燃料电池堆性能已达到国际先进水平, 且在系统集成及辅助系统 BOP 已完全实现国产化及规模化量产,但膜电极核心原材 料质子膜、催化剂、扩散层的国产化水平依然较弱。膜电极作为燃料电池成本中枢, 其国产化进程快慢很大程度上影响未来规模化生产的降本节奏。
膜电极核心材料国产化突破及降本的实现路径
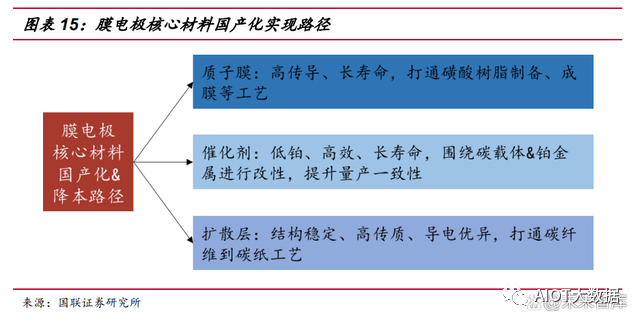
膜电极核心材料国产化突破及降本,主要体现在催化剂、质子交换膜、气体扩散 层这三部分:1)催化剂方面,优化铂基催化剂结构,降低铂载量减少贵金属使用成 本,并寻找新型非铂催化剂;2)质子交换膜方面,加强磺酸树脂材料的自主研发, 开发低成本成膜量产制备工艺;3)气体扩散层方面,打通从高性能碳纤维到碳纸的 制备工艺,开发标准化低成本的扩散层工艺平台。
2.2 质子膜:提升国产膜寿命及传质效率是关键
全氟磺酸膜是主流质子交换膜,影响燃料电池性能、寿命
质子交换膜是一类同时具备离子电导率和化学-机械稳定性的离子导电聚合物薄 膜,在氢燃料电池中,可以为质子的迁移和输送提供通道,在运行过程中只允许水和质子(或称水合质子,H3O+)穿过,使得质子能够经过膜从阳极到达阴极,而电子 通过外电路转移从阴极到达阳极,从而形成电流。 理想的质子交换膜必须具有良好的质子传导率、良好的热和化学稳定性、低气体 渗透率、适度含水率、高机械强度和结构强度等,对氢氧化反应、氧还原反应和水解 具有稳定性,同时膜表面对电催化剂有强附着力,使用寿命长。
全氟磺酸膜是目前主流的氢燃料电池质子交换膜。质子交换膜按其氟含量,可分 为全氟质子交换膜、部分氟化质子交换膜、无氟质子交换膜。其中全氟磺酸由于碳氟键的键能高,其力学性能、化学稳定性、热稳定性佳,使用寿命远好于其他膜材料, 同时由于分子支链上存在亲水性磺酸基团,具有优秀的离子传导特性,全氟磺酸膜是 目前应用最广泛的质子交换膜体系。 全氟磺酸质子交换膜最早由杜邦公司于 20 世纪 70 年代开发并实现商业化生产 (Nafion 系列),其结构包括一条类聚四氟乙烯主链以及含有磺酸基团的短侧链,这 一结构特点使得全氟质子膜兼具高稳定性和高质子电导率。目前除杜邦 Nafion 系列 产品之外,美国陶氏化学的 Xus-B204、比利时苏威公司的 Aquivion 系列、日本旭化 成的 Aciplex 系列、日本旭硝子的 Flemion 系列以及我国山东东岳集团的 DF 系列均 以全氟磺酸作为基材,其主要差异在于全氟烷基醚侧链长短和磺酸基含量的不同。
技术难点及趋势:磺酸树脂合成&聚合、成膜加工具备极高壁垒
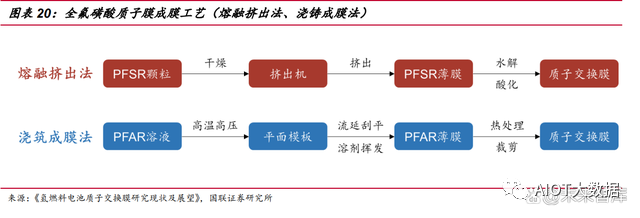
1)在树脂合成&聚合方面。全氟磺酸树脂(PFAR)是全氟磺酸质子交换膜的主 要材料,PFAR 由全氟烷基乙烯基醚(PSVE)单体和四氟乙烯等共聚制得全氟磺酰 树脂(PFSR)后,经水解酸化制成。
在 PSVE 单体树脂合成过程中,由于全氟磺酸树脂中的侧链磺酸基团是实现质 子传导的关键,如何制备能酸化为磺酸基的磺酰基单体 PSVE 是各个厂家的研究重 点,而 PSVE 单体的合成需要在严格无水、惰性气体保护、非质子溶剂、碱金属氟化 物作用下进行,反应条件极为苛刻。此外,各厂家为了规避专利纠纷,开发了不同结 构的 PSVE 单体。 在 PFSR 树脂聚合过程中,PFSR 通常以 PSVE、四氟乙烯等经过两元、三元甚 至四元共聚生成,其共聚难点体现在:1)常用的乳液聚合法由于少量磺酰氟基团会 发生水解从而使得高分子链发生缔合,导致加工时出现熔体粘度增大的情况,使得加 工困难;2)乳液聚合得到的磺酰树脂平均分子量不高,从而降低成品膜的机械强度。 (2)在全氟磺酸树脂成膜方面。质子膜工艺直接影响质子膜的微观结构,进而 决定制品的最终性能。工业中全氟磺酸膜常用的成膜工艺有两种,熔融成膜法和溶液 成膜法两种方法,两种成膜方法都存在工艺难度:
熔融挤出法后处理复杂,平整度难保持。熔融成膜法制备过程是将树脂熔融后通过挤出流延或压延成膜,经过转型处理后得到最终产品,这种方法适合用于连续化生产,且生产过程中无需使用溶剂。但熔融挤出法成膜后还需进行水解转型才能得到最终产品,较难保持膜的平整度。 溶液成膜法连续化不足,后处理要求高。溶液成膜法制备过程是将聚合物和改性 剂等溶解后进行浇铸或流延,最后经过干燥脱除溶剂后成膜。溶液成膜法适用于绝大多数树脂体系,易于实现杂化改性和微观结构设计,还可用于制备超薄膜。但是生产 过程中使用的有机溶剂的回收和后处理要求比较高,并且在揭膜时难度较大,需要更多的经验和技术的积累才能实现连续化。
国产化情况:国产质子膜商用化加速推进,整体热度提升
从市场竞争格局来看,据高工氢电数据,目前国内氢燃料电池质子交换膜市场仍 以国外品牌为主,其中车用氢燃料电池质子膜应用最为广泛的是美国戈尔的 e-PTFE 复合膜,全球市场占比超过 90%,电解水质子膜使用最多的是杜邦-Nafion 膜。 国内质子膜企业正在加速开启国产化进程。近两年来,采用国产质子交换膜的电 堆已经实现装车,在氢能重卡、公交等领域开启示范运营。国内多家企业都取得了不 同程度的进展,国产质子交换膜正开始从试样检测向小批量商用阶段过渡。国内发展 较快的有东岳未来氢能、科润新材料、浙江汉丞、武汉绿动、东材科技等几家公司。 在质子交换膜国产化率上,根据 GGII 数据,2020 年国产质子交换膜的市场占有 率为 7.5%,2021 年提升到 11.61%。其中东岳未来氢能发展较快,2021 年在国内燃 料电池质子交换膜的市场份额达到 9%,较上年提升约一倍。
2.3 催化剂:低铂、高活性、长寿命、一致性是长期研究方向
铂基催化剂是常用商业催化剂,低铂、高活性、长寿命是主要方向
催化剂层作用是降低反应的活化能,促进氢气和氧气在电极上的氧化还原过程, 扮演着电化学反应“工厂”的作用。目前常用的商用催化剂是铂基催化剂,通常用高比 表面积的碳搭载铂纳米颗粒,然后将铂碳催化剂均匀分散在电极表面,这是由于铂对 阳极氢氧化反应(HOR)和阴极氧还原反应(ORR)均具最适宜的吸附自由能。 但由于铂的价格昂贵、储量有限和易中毒等缺点,导致催化剂成本、电池效率和 稳定性等均难以满足大规模商业化需求。因此降低贵金属铂的用量、提高催化活性、 耐久性性和抗中毒能力,是氢燃料电池催化剂的主要研究方向。
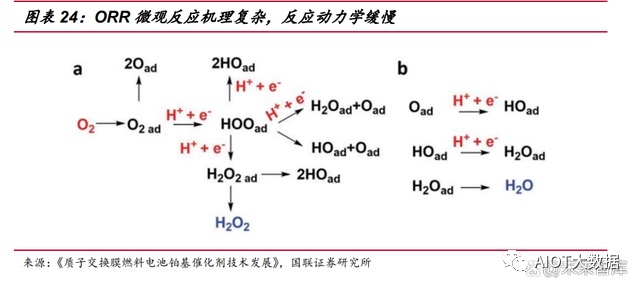
技术难点及趋势:降低阴极侧催化剂成本是降低催化剂总成本的关键
氢燃料电池反应过程中,阳极 HOR 反应是一个快速动力学过程,阴极 ORR 反 应比较复杂,涉及多步电子的得失和耦合质子的转移,是一个缓慢的动力学过程, ORR 相较 HOR 慢 6 个数量级,氢燃料电池的能量损失主要来自阴极,因此阴极相 对阳极需要更高的催化剂载量。以商业 Pt/C 催化剂为例,一般阳极侧仅需0.05Pt/cm2就可以保持很好的催化活性,而在同样电流密度条件下,阴极侧铂载量通常是阳极的 5-8 倍,因此如何在解决阴极 ORR 缓慢问题的同时减少铂载量,对降低氢燃料电池 堆催化剂成本起着很大的作用。
目前通过提高铂稳定性、活性、降低铂载量来降低催化剂成本的研究方向如下: 1)对碳载体进行改性处理,包括对炭黑进行石墨化处理提高碳载体的稳定性,以及 选择导电性更好、更稳定的新型结构碳载体;2)对 Pt 进行改性处理,包括 Pt 合金 化(利用过度金属催化剂提高其稳定性、质量比活性,包括 Pt-Co/C、Pt-Fe/C、PtNi/C 等二元合金催化剂)、Pt 单原子层化、Pt 核壳化(以非 Pt 材料为支撑核、表面 壳为贵金属,由金属合金通过化学或电化学反应,去除活性较高的金属元素,保留活 性较低的 Pt 元素。该方法降低 Pt 载量,提升催化剂活性)。 此外,非贵金属催化剂在学术界同样被大范围开展,其研究主要包括过度金属原 子簇合物、过渡金属氮化物等。其中,过渡金属(Fe、Co、Ni、Mn 等)-氮-碳催化 剂(M-N-C)因其具有较高的 ORR 活性,被认为是最有可能替代 Pt 基催化剂的非 Pt 催化剂之一。
国产化情况:国产参与者逐渐增多,规模化生产下寿命、一致性待提升
从竞争格局来看,我国的催化剂市场基本海外企业占据,国内企业还处在小批量 或研发阶段。主要进口日本田中贵金属、英国庄信万丰和比利时优美科等几家全球较 大的燃料电池催化剂供应商,海外供应商催化剂制备技术处于领先地位,已经能够实 现批量化生产(大于 10kg/批次),而且性能稳定,可靠性高。 这是由于燃料电池催化剂不同于一般的催化剂,对活性、稳定性、耐久性等各项 性能指标要求很高,需要在不断使用过程中,经过不断测试、积累、完善,才能慢慢 形成可以规模化生产的商用产品,而国内燃料电池尚处于起步阶段,铂催化剂载量及 活性衰减方面仍有差距。目前国内进展较快的催化剂供应商如济平新能源、氢电中科、 喜马拉雅氢电等正加速追赶海外产品性能,其产品普遍通过了下游膜电极和电堆客户 的认证,进入规模化量产阶段。
2.4 扩散层:海外企业把控碳纤维,打通碳纤维到碳纸工艺是关键
在燃料电池中,气体扩散层(GDL)位于流场和催化层之间,其作用是支撑催化 层、稳定电极结构,并具有质/热/电的传递功能,同时为电极反应提供气体、质子、 电子和水等多个通道,通常 GDL 厚度为 100~400μm。因此,GDL 必须具备良好的 机械强度、合适的孔结构、良好的导电性、高稳定性。
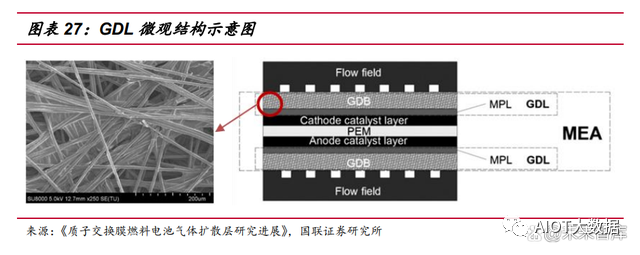
GDL 通常由基底层(GDB)和微孔层(MPL)组成,基底层经过疏水处理后(浸 渍聚四氟乙烯溶液+高温烧结),在其上涂覆单层或多层微孔层,从而制成气体扩散层: 1)基底层。通常由碳纤维辅以黏合剂,经抄纸工艺而制得的纸状材料,其直接与双 极板接触;2)微孔层。由碳基粉末和憎水剂混合而成,采用丝网印刷、喷涂或涂布 方式将其涂覆到基底层表面,经过高温固化,得到微孔层,其直接与催化层接触。
技术难点及发展趋势:高性能碳纤维原料国产化,分散、碳化及高温石墨化 工艺存壁垒
基底层的选材及生产技术是生产 GDL 的核心:1)基材方面,碳纸为首选,上 游高性能碳纤维原材料待国产化。目前可作为基底层的材料包括碳纤维纸、碳纤维编 织布、无纺布与碳黑纸等,其中碳纤维纸因为质量轻、表面平整、耐腐蚀、孔隙均匀 且强度高,厚度可根据使用要求调整,适合耐久性燃料电池使用,是 GDL 基底层首 选。此外,构成碳纸的高性能碳纤维材料主要掌握在日本东丽、美国赫氏等巨头手中, 国内碳纤维企业正加速追赶;2)碳纸生产工艺方面,分散、碳化及高温石墨化是核 心。短切碳纤维分散效果的好坏直接影响 GDB 的均匀性,从而影响电池性能,此外, 碳化好坏影响扩散层的机械强度和传质效果,而石墨化工序需要经过 2000℃以上的 高温才能制备,在高温石墨化设备方面,目前主要由国外企业垄断。
气体扩散层技术创新方向主要集中在提高碳纸基底层的机械强度、增强气体传输 性能、加强排水、控制渗透深度、平整度,降低粗糙度、增加涂层均匀性以及增强导 电性等方面。此外,国内还积极推进高温石墨化设备等的全面本土制造,加快推进气 体扩散层的产业化进程。
国产化情况:海外占主流,国产化逐步打开市场应用突破口
目前燃料电池生产商大多采用日本东丽、美国 Avcarb、德国 SGL 等厂商的气体 扩散层产品,其中日本东丽、Avcarb 占据较大的市场份额。东丽和 SGL 的产品价值 链始于自己生产的碳纤维碳纸,一直到微孔层 MPL 涂布,具备深厚的基础碳材料开发和规模化生产能力。

由于扩散层生产链条长、生产环节复杂,研发周期长、资金投入大,国内只有通 用氢能、上海嘉资等少数企业涉足研发气体扩散层并在众多膜电极企业端有多种产品 进行测试、装堆。但从气体扩散层的技术指标来看,随着近几年国内燃料电池产业的 快速发展,国产气体扩散层技术水平也明显提升,如通用氢能已实现与进口扩散层同 等的性能,且实现了扩散层的规模化生产,目前通用氢能已建成年产能 10 万平方米 的国内首条卷对卷连续化气体扩散层生产线,年产 100 万平米的气体扩散层产线也 在建设中。
3 盈利预测
关注具备一体化先发优势的膜电极组件企业
决定膜电极组件企业核心竞争力的要素在于: 1)材料体系认知力。膜电极组件设计制造涉及多学科多领域,自身技术壁垒高, 尤其在当前国内氢燃料电池应用发展初期阶段,需满足下游燃料电池堆&系统多样化的参数需求,包括能量密度、使用寿命、体积&重量等要求,因此膜电极的设计制造 需建立在对原材料体系及自身工艺的充分认知基础之上,包括催化剂的选择与载量、 质子膜厚度与磺酸基含量、扩散厚度与微孔量、以及膜电极自身的制备工艺,这些因 素共同影响着燃料电池的发电性能及效率。 2)工程化解决能力。“以奖代补”等重磅政策陆续推出后,氢燃料电池已具备商业 化落地基础,膜电极未来随着成本的逐步下移,有望迎来需求高速增长,如何保障未 来规模化稳定供应,兼顾生产效率及产品一致性,体现的是膜电极组件企业足够的工 程化解决能力。
关注具备设计&制备能力,打通核心工艺的膜电极原材料企业
决定膜电极原材料企业核心竞争力的要素在于: 1)材料设计&制备能力。质子膜、催化剂、扩散层涉及基础材料的设计,包括形 貌控制、元素掺杂、分子链控制等,还涉及到原材料的制备,需控制反应温度、压力、 时间等条件,因此高性能、长寿命、低成本的原材料,体现的是企业对材料设计及制 备能力。 2)核心工艺实现能力。膜电极三大核心原材料具备高技术工艺壁垒,包括质子 膜的树脂合成及成膜、催化剂的低铂化制备、扩散层的碳纸制备等,目前三大原材料 国产化普遍存在产品性能、寿命、一致性等问题,因此基本依靠进口,其国产化进程 直接影响氢燃料电池产业的商业化。此外,目前国产原材料普遍生产销售规模偏小, 缺乏足够的技术验证市场及迭代基础,核心工艺的突破能够帮助国产原材料尽早打开 国内市场,建立产品生态圈。
重点公司分析
亿华通:国内领先的燃料电池系统供应商,市占率位居第一
深耕燃料电池领域,国内系统头部供应商。公司成立于 2012 年,是中国最早实 现具有自主知识产权燃料电池系统及电堆的批量化制造的企业之一,公司成立至今始 终专注于设计、开发及制造燃料电池系统及核心零部件电堆,产品主要面向商用车领 域应用,2021 年公司燃料电池系统装机量市场份额位列第一。 产品覆盖范围广,最高功率达到 240kW。公司能够提供及出售具有不同输出功 率的各种燃料电池系统型号持续迭代开发出 30kW、40kW、50kW、60kW、80kW 及 120kW 型号,并于 2021 年 12 月向市场发布首个 240kW 型号,为国内首款额定功 率达到 240kW 的高功率车用燃料电池系统,计划于 2022 年开始批量生产。
纵向一体化研发,不断扩展及强化供应链。公司采取纵向一体化研发路径,循序 渐进完成了燃料电池动力系统总成、燃料电池系统、燃料电池电堆及主要电堆部件双 极板的自主开发与制造,并通过联营公司上海亿氢开发及制造另一主要燃料电池电堆 部件膜电极。除了强化自身研发水平外,公司还积极引入外部资源,收购神力科技逐 步实现电堆自主化,与丰田汽车合作加深突破电堆技术。 持续加码与整车企业合作,打开“地域”限制。燃料电池汽车产业仍处于发展初期, 行业特性和政策上都表现出“地域性”,公司与重点车企客户合作,针对性地开展地域 项目,最终开拓地区公交公司客户。分别联合北汽福田、宇通客车、中植汽车和苏州 金龙共同开发北京、上海、郑州、成都、苏州等地燃料电池汽车市场。
威孚高科:传统柴油车零部件核心供应商,全力切入氢能赛道
“外延并购+自主研发”布局氢能产业,实现第二增长曲线。2019 年及 2020 年, 公司先后收购丹麦老牌燃料电池部件公司 IRD 的股权,及全球最大的独立金属双极板一站式集成技术供应商比利时 Borit,通过收购实现并掌握“一膜两板”(膜电极、石 墨双极板、金属双极板)关键技术能力。此外,2021 年,威孚高科进一步布局了商业化较为明朗的上游制氢领域,启动了 PEM 电解水制氢示范线项目,完善整体氢能 业务结构。 制定氢能业务发展战略规划纲要,全力推进氢能布局。2022 年 1 月,公司公告 制定氢能业务发展战略规划纲要:1)公司氢能业务聚焦于产业链中上游的氢燃料电 池核心零部件、可再生能源制氢两大板块,推进亚太、欧洲、北美三大基地建设;2) 至 2025 年,公司氢能业务累计规划投入约 30 亿元,其中氢燃料电池核心零部件业务投资约 26 亿元,PEM 电解水制氢系统装备业务投资约 4 亿元;3)公司拟出资 2.25 亿元(合计持股 75%)与子公司 IRD、子公司 Borit、RBINT 合资设立无锡威孚氢燃 料电池技术有限公司,主营氢燃料电池零部件,合资公司将独立面向中国市场,并积 极拓展潜在亚太市场。
审核编辑 :李倩
-
燃料电池测试–NI的解决方案2009-10-06 37246
-
燃料电池技术2011-03-11 5888
-
氢氧燃料电池可分几种类型?2011-11-24 4111
-
氢燃料电池实现产业化还远吗?2017-02-07 4584
-
燃料电池和锂电池的性能及优劣大对比2018-11-29 3854
-
用于便携式电源的环保氢燃料电池2019-04-08 3356
-
碱性燃料电池的原理是什么?2019-10-22 4561
-
上海国际氢能基础设施及燃料电池展2019-12-28 1288
-
与传统的石化燃料相比,氢燃料电池有何优势?2021-06-16 3983
-
LabVIEW软件模拟氢燃料电池在车辆中的应用2023-12-17 4367
-
氢燃料电池原理2009-10-23 21625
-
燃料电池部件—膜电极组件(MEA)2009-11-14 7032
-
氢燃料电池寿命_氢燃料电池安全吗2019-07-23 4218
-
氢燃料电池构造_氢燃料电池的分类2020-03-24 27019
-
燃料电池膜电极密封材料解析2024-01-18 1757
全部0条评论

快来发表一下你的评论吧 !
