

一文详解FANUC 机器人码垛编程
机器人
描述
1. 码垛功能的定义
对几个具有代表性的点进行示教,即可以从下层到上层按照顺序堆叠工件。
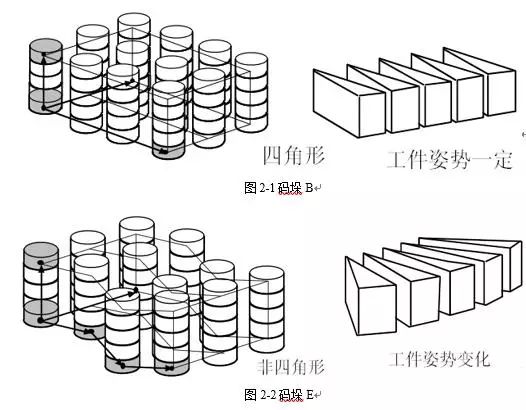
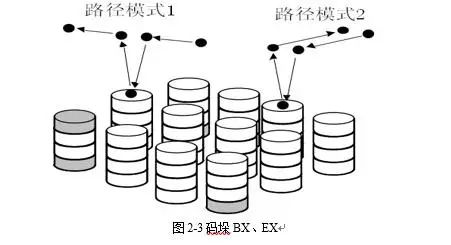
2. 码垛的种类 码垛 B:包括码垛B(单路径模式)和码垛BX(多路径模式) 适用于工件姿势恒定,堆叠时的底面形状为直线或四角形。码垛 E:包括码垛E(单路径模式)和码垛EX(多路径模式) 适用于复杂的堆叠模式(工件姿势改变,堆叠时的底面形状不是四角形)。
3. 码垛指令 (1)码垛指令格式:码垛指令基于码垛寄存器的值,根据堆叠模式计算当前 的堆叠点位置,并根据路径模式计算当前的路径,改写码垛动作指令的位置 数据。

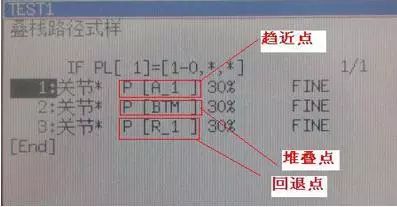
(2)码垛动作指令:以使用具有趋近点、堆叠点、回退点的路径点作为位置 数据的动作指令,是码垛专用的动作指令。该位置数据通过码垛指令每次都 被改写。

(3)码垛结束指令:计算下一个堆叠点,改写码垛寄存器的值。

(4)码垛寄存器:用于码垛的控制。进行堆叠点的指定、比较、分支等。

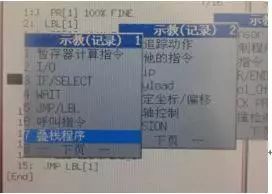
4. 码垛示教 (1)选择码垛程序
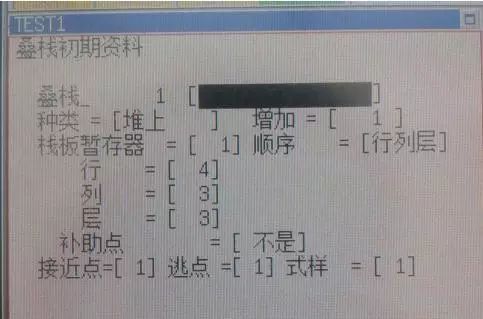
(2)输入堆栈初始数据
(3)示教堆上样式
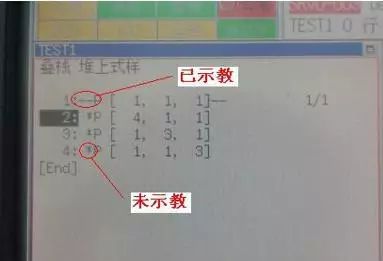
(4)示教路径模式
5. 码垛作业课题演示 如图 4-1、4-2 所示动作循环,在输送带 P3 进行工件抓取,在托盘上进行 码垛。
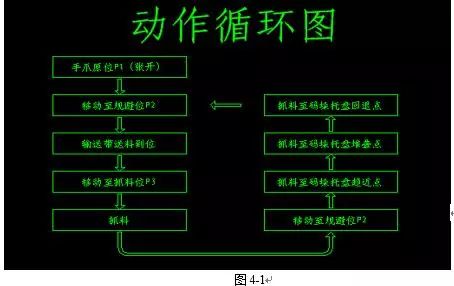
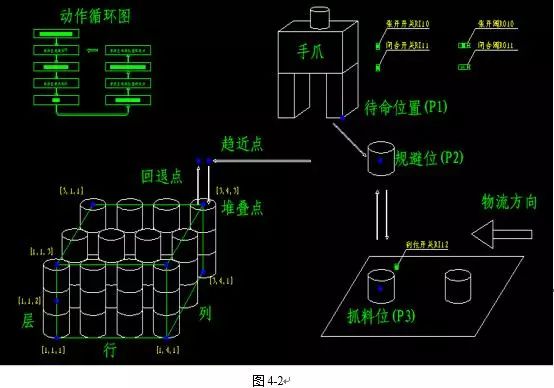
用示教器编写程序,程序如下: 1:J PR[1] 100% FINE ;移动至待命位置 P1 2:LBL[1] ;标签 1 3:J PR[2] 100% FINE ;移动至待命位置 P2 4:WAIT RI[12]=ON ;等待抓料位有料 5:L PR[3] 100mm/sec FINE ;移动至抓料位 P3 6:WAIT 1.00(sec) ;等待 1S 7:RO[11]=ON ;抓手闭合阀 ON 8:WAIT RI[11]=ON ;等待抓手闭合开关 ON 9:RO[11]=OFF ;抓手闭合阀 OFF 10:PALLETIZING-B_1 11:J PAL_1[A_1] 80% FINE ;移动至趋近点 12:L PAL_1[BTM] 100mm/sec FINE ;移动至堆叠点 13:RO[10]=ON ;抓手张开阀 ON 14:WAIT RI[10]=ON ;等待抓手张开开关 ON 15:RO[10]=OFF ;抓手张开阀 OFF 16:L PAL_1[R_1] 100mm/sec FINE ;移动至回退点 17:PALLETIZING-END_1
18:JUMP LBL[1] ;跳转至标签 1
6. 注意事项 (1) 要提高码垛的动作精度,需要正确进行 TCP 的设定。 (2) 码垛寄存器,应避免同时使用相同编号的其他码垛。 (3) 码垛功能,在三个指令也即码垛指令、码垛动作指令、码垛结束指令 存在于一个程序而发挥作用。即使只将一个指令复制到子程序中进行示教,该功能也不会正常工作,应注意。 (4) 码垛编号,在示教完码垛的数据后,随同码垛指令、码垛动作指令、 码垛结束指令一起被自动写入。不需要在意是否在别的程序中重复使 用着码垛编号(每个程序都具有该码垛编号的数据)。 (5) 在码垛动作指令中,不可在动作类型中设定“C”(圆弧运动
编辑:黄飞
-
码垛机器人纸箱码垛优势2024-03-11 1056
-
码垛机器人吨包袋化工材料码垛应用案例2023-12-28 1098
-
机器人系统与控制需求简介2021-09-08 2354
-
FANUC 工业机器人编程与联网相关资料推荐2021-07-02 1721
-
机器人搬运码垛工作站介绍2021-07-01 2624
-
码垛机器人都有哪些特点2021-02-23 5140
-
FANUC码垛机器人应用,码垛机器人优势特点剖析2020-12-05 11346
-
轻松掌握FANUC机器人编程 维护与外围集成2020-06-10 3821
-
码垛机器人夹抓可以实现多少种用途2018-08-15 1115
-
工业机器人应用广泛2017-09-07 3760
-
搬运码垛教育机器人-鸥鹏科技2016-04-01 5216
-
搬运码垛机器人2016-03-29 9476
-
码垛机器人的优点详细介绍2016-01-20 6953
全部0条评论

快来发表一下你的评论吧 !
