

金属材料力学性能与热处理工艺
描述
金属材料力学性能是指金属材料在外加载荷作用下或载荷与环境因素(温度、介质和加载速率)联合作用下表现出来的行为。
常见的金属力学性能下表所示:
|
金属力学性能 |
常用金属力学性能指标 |
|
强度 |
屈服强度、抗拉强度、断裂强度 |
|
塑性 |
延伸率、断面收缩率、应变强化指数 |
|
弹性 |
弹性模量(刚度)、弹性极限、比例极限 |
|
硬度 |
布氏硬度、维氏硬度、洛氏硬度 |
|
韧性 |
静力韧度、冲击韧度、断裂韧度 |
|
疲劳 |
疲劳强度、疲劳寿命、疲劳缺口敏感度 |
|
应力腐蚀 |
应力腐蚀临界应力场强度因子、应力腐蚀裂纹扩展速率 |
低碳钢单向静载拉伸应力―应变曲线
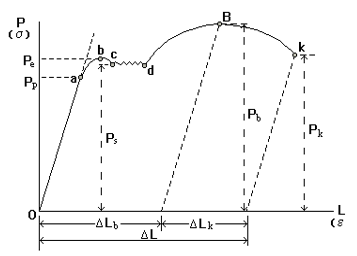
低碳钢拉伸力―伸长曲线
1、oa段:弹性变形
2、ab段:弹性变形+塑性变形
3、bcd段:明显塑性变形,出现屈服现象,作用力基本不变情况下,试样连续伸长。
4、dB段曲线:弹性变形+均匀塑性变形
5、B点:出现缩颈现象,试样局部截面明显缩小试样承载能力降低,拉伸力达到最大值,试样即将断裂。
强度指标
强度指材料抵抗塑性变形和断裂的能力。
1、屈服强度
σs = Fs/S0
Fs:试样屈服时所承受的拉伸力(N); S0 :试样原始横截面积(mm)。
2、抗拉强度
试样拉断前所承受的最大拉应力,反映了材料的最大均匀变形的抗力。
σb = Fb/S0
σb常用作脆性材料的选材和设计的依据。
塑性指标
塑性是材料在静载荷作用下产生塑性变形而不破坏的能力。
1、断后伸长率
试样拉断后标距的伸长量与原标距长度的百分比。
δ=(L1-L0)/L *100%
L0:标距;L1:拉断后的试件标距。
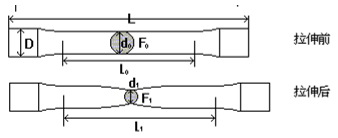
2、断面收缩率
试样拉断后缩项处横截面积的最大缩减量与原始横截面积的百分比。
Ψ=(A0-A1)/A0 *100%
A0:试件原横截面积;A1:断裂后颈缩处的横截面积。
强度指标
强度指材料抵抗塑性变形和断裂的能力。
1、屈服强度
σs = Fs/S0
Fs:试样屈服时所承受的拉伸力(N); S0 :试样原始横截面积(mm)。
2、抗拉强度
试样拉断前所承受的最大拉应力,反映了材料的最大均匀变形的抗力。
σb = Fb/S0
σb常用作脆性材料的选材和设计的依据。
塑性指标
塑性是材料在静载荷作用下产生塑性变形而不破坏的能力。
1、断后伸长率
试样拉断后标距的伸长量与原标距长度的百分比。
δ=(L1-L0)/L *100%
L0:标距;L1:拉断后的试件标距。
2、断面收缩率
试样拉断后缩项处横截面积的最大缩减量与原始横截面积的百分比。
Ψ=(A0-A1)/A0 *100%
A0:试件原横截面积;A1:断裂后颈缩处的横截面积。
弹性指标
刚度:材料在受力时,抵抗弹性变形的能力。
E=σ/ε
σ:拉应力;ε:拉伸应变
组织不敏感的力学性能指标,合金化、热处理、冷塑性变形对其影响不大。
机构和构件选材重要的力学性能指标:
►行车梁应具有足够的刚度,否则在起吊重物时会因挠度过大引起振动。
►机床和压力机主轴、床身和工作台对刚度都有要求,以保证加工精度。
►内燃机、离心机和压气机等的主要构件要有足够的刚度防止发生振动。
硬度
材料局部表面抵抗塑性变形和破坏的能力。
它是衡量材料软硬程度的指标,其物理含义与试验方法有关。
硬度的测试方法:布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、里氏硬度、莫氏硬度
(1)布氏硬度
单位面积上所承受的平均应力,即试验力p与压痕球形表面积的商。
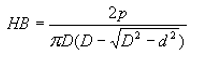
< 450HB:测试压头为淬火钢球,硬度符号HBS;
<650HB:测试压头为硬质合金,硬度符号HBW。
经验公式:
低碳钢:σb≈3.6HBS;
高碳钢:σb≈3.4HBS。
适用范围:用于测量灰铸铁、结构钢、非铁金属及非金属材料等.
优缺点:
-
测量值较准确,重复性好;
-
可测组织不均匀材料;
-
不适合测试成品与薄件;
-
测量费时,效率低。
(2)洛氏硬度
以测量压痕深度表示材料的硬度值,每0.002mm相当于1洛氏硬度单位。
压头分两种:
1、圆锥角α=120°的金刚石圆锥体,
2、直径为Φ1.588mm的小淬火钢球。
洛氏硬度计算式:
HR=(k-h)/ 0.002
压头1:k=0.2mm;压头2:k=0.26mm。
|
标尺 |
硬度符号 |
压头类型 |
总试验力F/N |
测量硬度范围 |
应用举例 |
|
C |
HRC |
金刚石圆锥 |
1471 |
20-70 |
淬火钢、高硬度铸铁、珠光体可锻铸铁 |
|
B |
HRB |
Φ1.588mm钢球 |
980.7 |
20-100 |
低碳钢、铜合金、铁素体可锻铸铁 |
|
A |
HRA |
金刚石圆锥 |
588.4 |
20-88 |
硬质合金、硬化薄钢板、表面薄层硬化钢 |
优缺点:
-
试验简单、方便、迅速;
-
压痕小,可测成品,薄件;
-
数据不够准确,应测三点取平均值;
-
不应测组织不均匀材料,如铸铁。
(3)维氏硬度
根据压痕单位面积所承受的试验力计算硬度值。
压头是两相对面间夹角为136°的金刚石四棱锥体。
测量范围 :
常用于测薄件、镀层、化学热处理后的表层等。
优缺点:
-
测量准确,应用范围广(硬度从极软到极硬);
-
可测成品与薄件
-
试样表面要求高,费工。
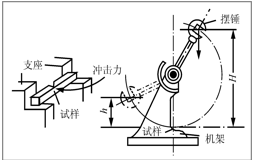
冲击韧性
材料在冲击载荷作用下抵抗破坏的能力。
试样冲断时所消耗的冲击功Ak为:
Ak = m g H – m g h (J)
冲击韧性值a k 就是试样缺口处单位截面积上所消耗的冲击功。
a k = Ak / S0 (J/cm²)
ak值低-脆性材料:
断裂时无明显变形,金属光泽,呈结晶状。
ak值高-韧性材料:
明显塑变,断口呈灰色纤维状,无光泽。
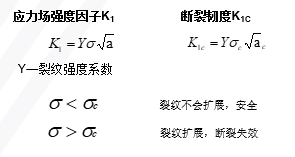
断裂韧度
断裂力学:在承认机件存在宏观裂纹的前提下,建立了裂纹扩展的各种新的力学参量,并提出了含裂纹体的断裂判据和材料断裂韧度。
疲劳
疲劳现象:
金属机件或构件在变动应力和应变长期作用下,由于累积损伤而引起的断裂现象。
疲劳特点:
(1)疲劳是低应力循环延时断裂,断裂应力往往低于材料抗拉强度,甚至屈服强度;
(2)疲劳是脆性突发性断裂,断裂前不会有明显的变形征兆,危险性大;
(3)疲劳对缺口、裂纹及组织缺陷十分敏感,具有高度的选择性。
疲劳极限σ-1 :
材料经无数次应力循环而不发生疲劳断裂的最高应力值。
条件疲劳极限:
经受107应力循环而不致断裂的最大应力值。
钢材疲劳强度经验公式:
σ-1 = (0.45~0.55)σb
或 σ-1 = 0.27(σs+σb)
σ-1p = 0.23(σs+σb)
02热处理工艺
定义:将固态金属或合金通过加热、保温和冷却,使其内部组织结构发生变化,获得所需要性能的工艺。
目的:一是改善材料工艺性能,确保后续加工顺利进行,这种热处理称为预先热处理;二是提高材料使用性能,延长零件使用寿命,这种热处理称为最终热处理。
热处理分类:
普通热处理(四火:退火、正火、淬火、回火)
表面热处理 (表面淬火、化学热处理)
其他热处理(真空热处理、形变热处理等 )
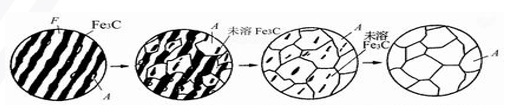
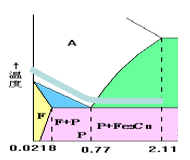
共析钢在加热时的组织转变
珠光体向奥氏体转变过程四步:
(1)奥氏体形核;
(2)奥氏体长大;
(3)剩余Fe3C溶解;
(4)奥氏体均匀化。
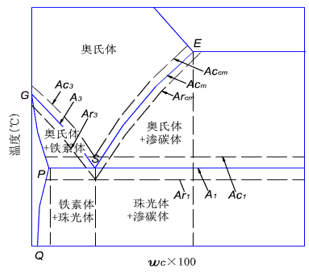
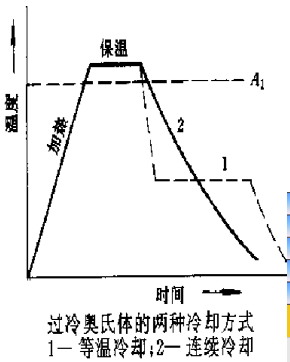
钢在冷却时的组织转变
奥氏体的冷却转变:奥氏体在临界点A1以上是稳定相,冷却至A1以下就成了不稳定相,要发生组织转变。
重要性:决定了钢热处理后的组织和性能。同一种钢,加热温度和保温时间相同,冷却方法不同,热处理后的性能截然不同。
45钢加热到840℃,在不同冷却条件下冷却后的力学性能
|
冷却方法 |
σb/Mpa |
σs/Mpa |
δ/% |
ψ/% |
HRC |
|
随炉冷却 |
519 |
272 |
32.5 |
49 |
15~18 |
|
空气冷却 |
657~706 |
333 |
15~18 |
45~50 |
18~24 |
|
油中冷却 |
882 |
608 |
18~20 |
48 |
40~50 |
|
水中冷却 |
1078 |
706 |
7~8 |
12~14 |
52~60 |
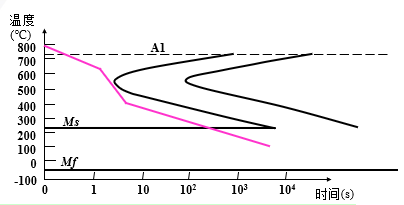
共析钢过冷奥氏体等温转变曲线的建立(金相硬度法)
也称“TTT曲线”(Time-Temperature-Transformation Curve),因形状类似“C”,常称“C曲线”。
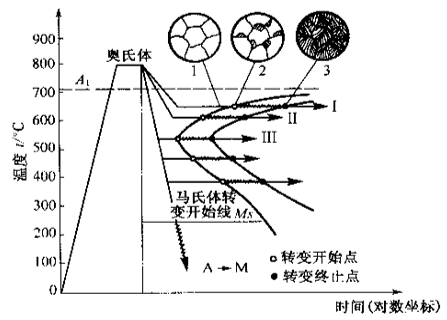
借助“C曲线”,可以了解奥氏体在不同的冷却条件下转变成何种组织以及转变产物的性能,为正确制定和选择热处理工艺提供理论依据。
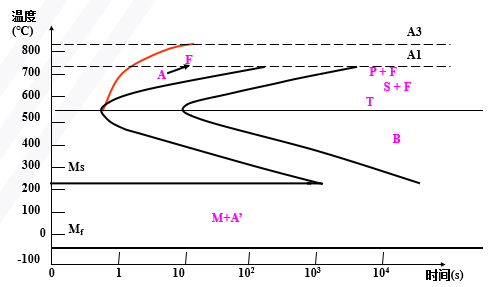
共析钢C曲线及转变产物
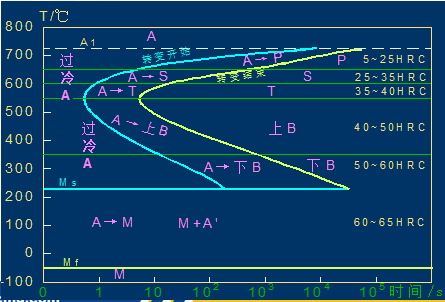
1)珠光体型转变(又称高温转变)
转变温度: A1~550℃;转变产物:珠光体
A1 ~ 6500C:珠光体片层较粗, P(珠光体-pearlite )
6500C~6000C:珠光体层片较细,S(索氏体- sorbite )
6000C~5500C:珠光体层片极细,T (屈氏体-troolstite)
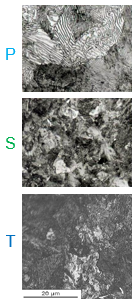
珠光体的铁素体和渗碳体层片粗细与转变温度有关。温度越低,珠光体的层片越细。层片变细,强度硬度增加,塑性韧性有所增加。
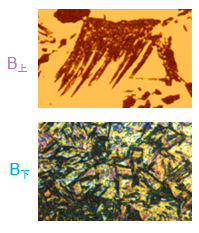
2)贝氏体型转变(又称中温转变)
转变温度: 550—Ms(230℃)
转变产物:贝氏体 B(bainite)----由过饱和F和渗碳体组成的混合物。
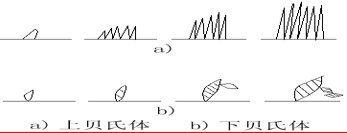
550~350℃:上贝氏体(upper bainite )(B上)羽毛状组织,强度与塑性都较低,脆性很高。
350℃~ Ms:下贝氏体(lower bainite )( B下)针片状组织,综合性能好。
3)马氏体转变(又称低温转变)
转变温度:Ms(230°C)~ Mf
转变产物:马氏体(martensite )+A′(residual austenite )
马氏体:碳在α-Fe中形成的过饱和固溶体,用M表示。
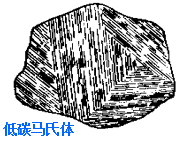
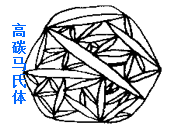
分类:
低碳马氏体(low carbon martensite ):呈板条状,具有较高的强度和塑韧性。也称板条M(lath martensite )。
高碳马氏体(high carbon martensite ):呈透镜状,片状,中间有脊线。其强度很高,但塑韧性差,脆性大。
亚共析钢的C曲线
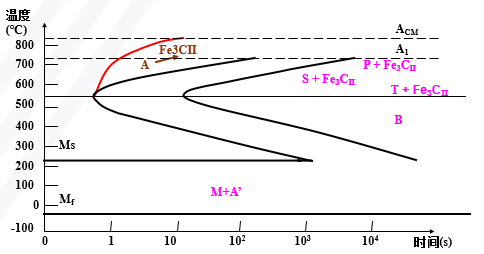
过共析钢的C曲线
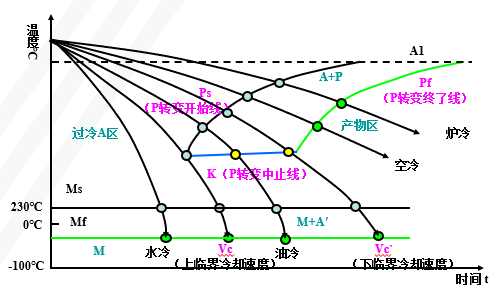
过冷奥氏体连续转变冷却曲线(CCT曲线 )(Continuous Cooling Transformation)
退火
定义:将金属加热到一定温度,保持足够时间,然后以适宜速度冷却
目的:
-
细化晶粒;
-
降低硬度,改善钢的成形和切削加工性能
-
消除内应力。
分类:按退火的目的和工艺特点可分为完全退火、不完全退火、等温退火、球化退火、去应力退火等。
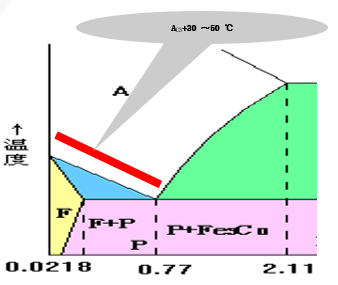
完全退火(full annealing )
l适用范围:亚共析钢
l加热温度: Ac3+30~50℃
l目的:细化组织,降低硬度,改善切削加工性,
消除内应力
l室温组织:F+P
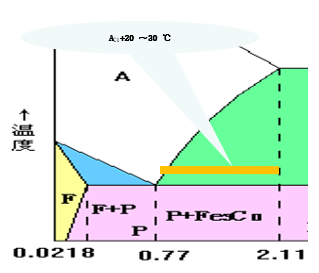
球化退火(spheroidizing annealing )
-
适用范围:共析钢和过共析钢
-
加热温度: Ac1+20~30℃
-
目的:使网状或片状 Fe3CⅡ球化。
-
组织:球状珠光体
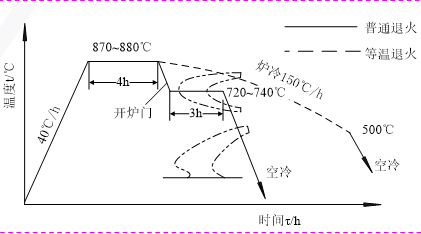
等温退火(isothermal annealing )
-
工艺:加热到Ac1+30~50℃或Ac3+30~50℃,保温后,迅速冷却至Ar1以下某一位温度,待A都变为P类组织,出炉空冷。
-
组织:P类
-
优点:退火时间短,组织均匀。
去应力退火(relief annealing )
-
目的:去除残余应力
-
加热温度:T加热<AC1(500~600℃)
-
应用:消除铸件,锻件,焊接件等的残余内应力。
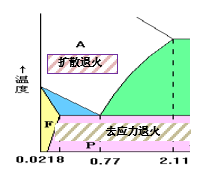
均匀化退火(扩散退火)
-
目的:消除偏析;均匀成分、组织
-
加热温度: AC3+150 ~250 ℃
-
组织:亚共析钢为P+F。
-
应用:主要用于质量要求高的合金钢铸锭、铸件、锻件。
再结晶退火(recrystallization annealing)
-
工艺:加热到Ac1以下50-150℃,或T再+30-50℃,保温,缓冷。
-
目的:消除加工硬化,恢复钢材的塑韧性。
-
应用:冷加工后的工件消除加工硬化。如在钢丝拉拔过程中,中间进行的退火。
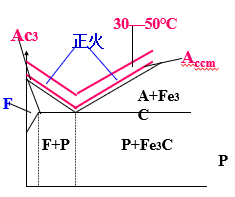
正火
定义:将工件加热到Ac3或Accm以上30~50℃,保温后从炉中取出在空气中冷却的热处理工艺。
目的:
低碳钢:提高硬度,利于切削。
过共析钢:消除网状二次渗碳体,利于P球化。
中碳钢和中碳低合金钢:受力不大,性能要求不高可作为最终热处理。
淬火
目的:获得M或B下组织,提高钢的的硬度和耐磨性。
淬火温度的选择
-
亚共析钢:AC3+30 ~50 ℃;
-
共析钢及过共析钢:AC1 +30 ~50 ℃。
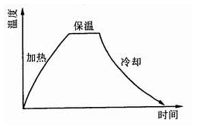
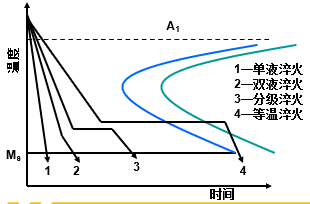
淬火冷却是决定淬火质量的关键,理想的冷却速度应是如图所示的速度。
650℃以上,慢,减小热应力
650-400 ℃,快,避免C曲线
400 ℃以下,慢,减轻相变应力
常用的淬火介质(quenching medium)
目前生产中常用的冷却介质有油、水、盐水,其冷却能力依次增加。
水:淬冷能力强,但工件表面有软点,易变形开裂。
盐水:淬冷能力更强,工件表面光洁、无软点,但更易变形开裂;
油:淬冷能力弱,但工件不易变形开裂
常见的淬火冷却方法(quench cooling method)
回火
定义:
回火的主要目的
-
消除内应力,降低脆性
-
稳定组织和工件尺寸
-
降低硬度,提高塑性
回火的组织和性能变化
淬火钢回火时的组织转变主要发生在加热阶段。随加热温度升高,淬火钢的组织发生四个阶段变化。
1.马氏体的分解
回火阶段:<100℃回火时,组织无变化;100-200℃加热时,马氏体将发生分解。
获得组织:回火马氏体 M回(过饱和α固溶体)。
性能变化:内应力逐渐减小,性能基本不变。
2.残余奥氏体分解
回火阶段: 200-300℃。 A′分解,转变为B下。
获得组织:M回(Tempered Martensite)表示
性能变化:应力进一步降低,强度和硬度略有下降。
3.马氏体分解完成和渗碳体的形成
回火阶段: 300-400℃。ε碳化物转变成稳定的渗碳体。
获得组织:回火屈氏体,用T回(Tempered Troostite)表示 (F+极细粒状Fe3C)。
性能变化:内应力基本消除,硬度下降,塑韧性增加。
4.Fe3C聚集长大和α固溶体的回复与再结晶
回火阶段:400℃以上。 α相开始回复,500℃以上时发
生再结晶;
获得组织:回火索氏体,用S回(Tempered Sorbite)表示 (F+细粒状Fe3C)。
性能变化:获得良好的综合性能。
钢材回火后组织与力学性能
|
工艺 |
回火温度 (℃) |
回火后组织 |
回火后硬度(HRC) |
性能特点 |
用途 |
|
低温回火 |
150~250 |
M回 |
58~64 |
硬度高, 耐磨性高;脆性、 内应力降低 |
工具钢、 滚动轴承 、渗碳件等 |
|
中温回火 |
250~500 |
T回 |
35~50 |
较高的弹性极限和屈服极限,有一定的塑性和韧性 |
弹簧钢、 热作模具 |
|
高温回火 |
500~600 |
S回 |
25~35 |
良好的综合性能 |
重要结构件 |
回火时力学性能变化总的趋势:随回火温度提高,钢的强度、硬度下降,塑性、韧性提高。
表面热处理(Surface Heat Treatment )
表面热处理:只对工件表层进行热处理以改变其组织和性能的热处理工艺。
分类:表面淬火和化学热处理。
在生产中,有很多零件要求表面和心部具有不同的性能,一般是表面硬度高,有较高的耐磨性和疲劳强度;而心部要求有较好的塑性和韧性。
在这种情况下,单从材料选择入手或采用普通热处理方法,都有不能满足其要求。解决这一问题的方法是表面热处理。
表面淬火(surface quenching )
定义:仅对工件表面进行淬火(+回火)的热处理工艺
目的:使工件表硬心韧。
表面淬火用钢:中碳结构钢(含碳量0.4%-0.5%)
方法:感应加热表面淬火和火焰加热表面淬火。
感应加热表面淬火(induction surface quenching)
基本原理:感应圈通入交流电 →形成涡流(集肤效应) → 表层得A → 水冷得M。
分类:
高频感应加热:
200~300kHz,0.5~2.5mm;
中频感应加热:
0.5~10kHz,2~10mm;
工频感应加热:
50Hz,10~20mm。规律:电流频率越大,
淬硬层深度越浅。
火焰加热表面淬火(flame heating surface quenching)
定义:火焰加热表面淬火是应用氧-乙炔(或其它可燃气体)火焰,对零件表面加热,然后快速冷却的淬火,淬硬层深度一般为2~6mm。
应用:适用于单件、小批量生产。
钢的化学热处理(chemical heat treatment )
定义:将钢件置于一定温度的活性介质中保温,使一种或几种元素渗入它的表层,以改变其化学成分、组织和性能的热处理工艺。
分类:根据渗入的元素不同,化学热处理可分为渗碳(carburizing )、渗氮、碳氮共渗、渗硼、渗铝等
基本过程:
① 分解:使化学介质在加热保温过程中分解出渗入元素的活性原子;
② 吸收:活性原子被工件表面吸附,形成固溶体或特殊化合物;
③扩散:渗入原子由工件表层向内扩散,形成具有一定深度的扩散层,即渗层
钢的渗碳(Carburize of steel)

目的:提高工件表面的硬度和耐磨性
渗碳用钢:低碳钢或者低碳合金钢,如20,25
介质:最常用的气体(煤油、苯等),具有活性碳原子。
温度:在奥氏体区,900—950℃
时间:根据渗层深度而定,约10小时左右。
渗碳后的组织:若工件渗碳后缓慢冷却,从表面到心部的组织为
P+Fe3CⅡ→P→P+F。
其他化学热处理方法
渗氮(nitriding ):在一定温度下使活性氮原子渗入工件表面的热处理工艺。提高零件表面硬度、耐磨性、疲劳强度、热硬性和耐蚀性等。
碳氮共渗(carbonitriding):碳氮同时渗入工件表层。提高表面硬度、抗疲劳性和耐磨性,并兼具渗碳和渗氮的优点。
渗铬(chromizing):有较好的耐蚀性和优良的抗氧化性、硬度和耐磨性,可代替不锈钢和耐热钢用于工具制造。
渗硼(boronizing):十分优秀的耐磨性、耐腐蚀磨损和泥浆磨损的能力,耐磨性明显优于渗氮、碳和碳氮共渗层,但不耐大气和水的腐蚀。主要用于泥浆泵零部件、热作模具和工件夹具。
审核编辑 :李倩
-
金属材料力学性能与热处理工艺知识2023-06-08 3806
-
金属材料动态力学性能研究2022-08-10 3339
-
机械加工厂制造工艺过程中热处理工序位置2018-04-02 2013
-
金属表面热处理工艺祥解2017-09-19 1016
-
金属材料的物理性能2017-08-25 3213
-
材料力学习题集2015-11-09 429
-
热处理后金属材料组织分析方法-金相组织分析法-金相显微镜分析方法2011-05-05 4160
-
金属材料工程词典2010-12-07 1657
-
金属热处理工艺2010-01-30 701
-
复合材料力学性能的试验评价方法及其标准化动向2009-11-15 847
-
金属材料的性能2008-12-24 1530
-
金属材料与热处理基础ppt2008-10-07 1625
-
材料力学电子教案下载,材料力学电子书版2008-09-23 2375
全部0条评论

快来发表一下你的评论吧 !
