

螺栓怎么样才算拧紧?
描述
螺栓什么样算拧紧了?拧不动为止,还是凭感觉,或者其它手段?
下面我们从原理来简要分析一下。
拧紧过程的简要分析
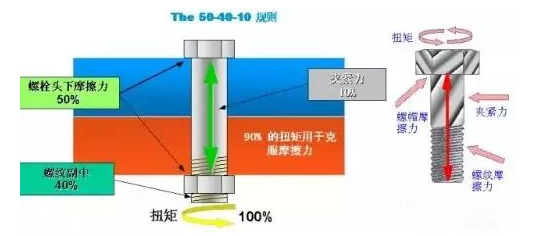
541规则(即50%、40%、10%)
参见下图:通常情况下,在螺栓的拧紧过程中,实际转化为螺栓夹紧力的扭矩仅占10%,其余50%用于克服螺栓头下的摩擦力,40%用于克服螺纹副中的摩擦力,这就是“541”规则,主要反映夹紧力与摩擦力之间的关系。但若施加一定的改善措施(如涂抹润滑油)或螺纹副中存有缺陷(如杂质、磕碰等),该比例关系会受到不同影响而改变。
螺栓连接件特性
拧紧过程的主要变量
1. 扭矩(T):所施加的拧紧动力矩,单位牛米(Nm);
2. 夹紧力(F):连接体间的实际轴向夹(压)紧大小,单位牛(N);
3. 摩擦系数(U):螺栓头、螺纹副中等所消耗的扭矩系数;
4. 转角(A):基于一定的扭矩作用下,使螺栓再产生一定的轴向伸长量或连接件被压缩而需要转过的螺纹角度。
螺栓拧紧的控制方法
1. 扭矩控制法
定义:当拧紧扭矩达到某一设定的控制扭矩时,停止拧紧的控制方法。
优点:控制系统简单、直接,易于用扭矩传感器或高精度扭矩扳手来检查拧紧的质量。
缺点:控制精度不高(预紧力误差±25%左右),也不能充分利用材料的潜力。
2. 扭矩-转角控制法
定义:先把螺栓拧到一个不大的扭矩后,再从此点开始,拧一个规定的转角的控制方法。
优点:螺栓轴向预紧力精度较高(±15%),可以获得较大的轴向预紧力,且数值可集中分布在平均值附近。
缺点:控制系统较复杂,要测量扭矩和转角两个参数;且质检部门也不易找出适当的方法对拧紧结果进行检查。
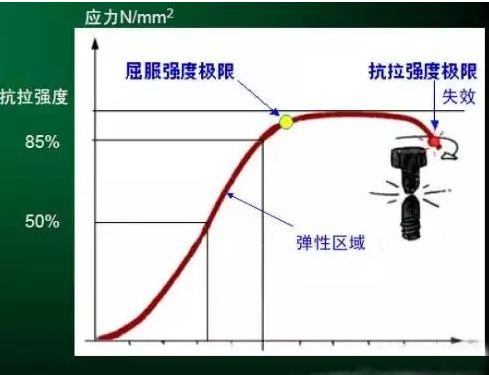
3. 屈服点控制法
定义:把螺栓拧紧到屈服点后,停止拧紧的一种方法。
优点:拧紧精度非常高,预紧力误差可以控制在±8%以内;但其精度主要取决于螺栓本身的屈服强度。
缺点:拧紧过程需要对扭矩和转角曲线的斜率进行动态的、连续的计算和判断,控制系统的实时性、运算速度等都有较高的要求。
审核编辑 :李倩
-
螺栓组联接实验装置的功能及特点是什么?2021-07-09 860
-
螺栓拧紧试验台的研制2009-07-04 748
-
螺栓自动拧紧技术工作原理2020-05-11 12522
-
螺栓自动拧紧技术2020-06-12 5950
-
你见过拧紧变颜色的那种智能螺栓吗?2021-03-29 3695
-
新产品开发时关键螺栓拧紧工艺开发及验证的过程2022-09-06 4710
-
高压线引流线夹螺栓预紧装置拧紧力分析及控制方法2023-01-30 4097
-
发动机螺栓拧紧工艺及力矩检验2023-02-28 10558
-
螺栓拧紧策略基本原理介绍2023-11-28 1651
-
螺栓拧紧基本理论原理2023-12-04 1945
-
看懂“拧紧曲线”,拧紧难题轻松解决!2024-01-02 2991
全部0条评论

快来发表一下你的评论吧 !
