

SMT焊接常见的5项工艺缺陷
描述
现在,PCBA电子工厂做SMT贴片已经越来越方便,但是,不少工程师在研发验证阶段,为节省时间,会找工厂做SMT贴片打样,但由于工厂工艺水平不一,某些工程师曾碰到板子到手后,发现短路或开路,无法正常测试,一时也找不到问题在哪,无法确定是工厂的问题,还是自己设计出了错,一来二去费时费钱...
所以本文收集了:在SMT贴片焊接制造中,较为常见的5项工艺缺陷,帮助大家了解SMT贴片工艺,少走弯路,少“翻车”。
缺陷一:
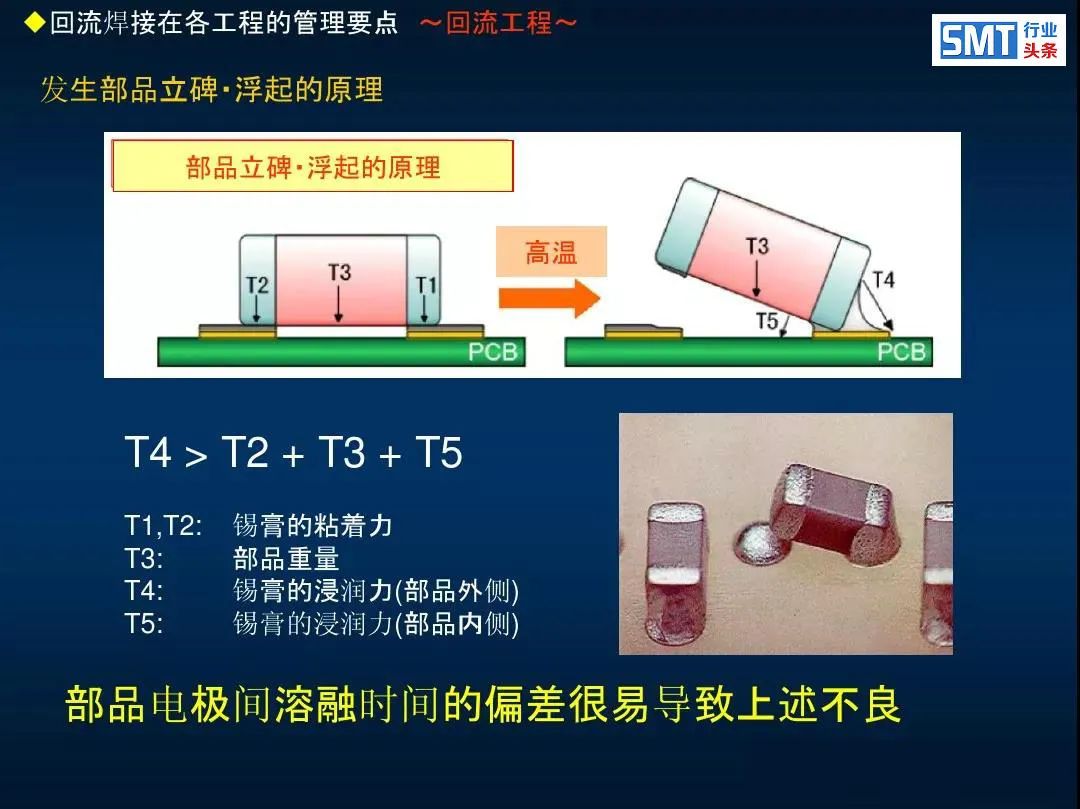
“立碑”现象
即片式元器件发生“竖立”。 立碑现象发生主要原因是元件两端的湿润力不平衡,引发元件两端的力矩也不平衡,导致“立碑”。
回流焊“立碑”现象动态图 什么情况会导致回流焊时元件两端湿润力不平衡,导致“立碑”?
因素A:焊盘设计与布局不合理
①元件的两边焊盘之一与地线相连接或有一侧焊盘面积过大,焊盘两端热容量不均匀; ②PCB表面各处的温差过大以致元件焊盘两边吸热不均匀; ③大型器件QFP、BGA、散热器周围的小型片式元件焊盘两端会出现温度不均匀。
解决办法:工程师调整焊盘设计和布局。
因素B:焊锡膏与焊锡膏印刷存在问题
①焊锡膏的活性不高或元件的可焊性差,焊锡膏熔化后,表面张力不一样,将引起焊盘湿润力不平衡。 ②两焊盘的焊锡膏印刷量不均匀,一侧锡厚,拉力大,另一侧锡薄拉力小,致使元件一端被拉向一侧形成空焊,一端被拉起就形成立碑。 解决办法:需要工厂选用活性较高的焊锡膏,改善焊锡膏印刷参数,特别是钢网的窗口尺寸。
因素C:贴片移位Z轴方向受力不均匀
会导致元件浸入到焊锡膏中的深度不均匀,熔化时会因时间差而导致两边的湿润力不平衡,如果元件贴片移位会直接导致立碑。
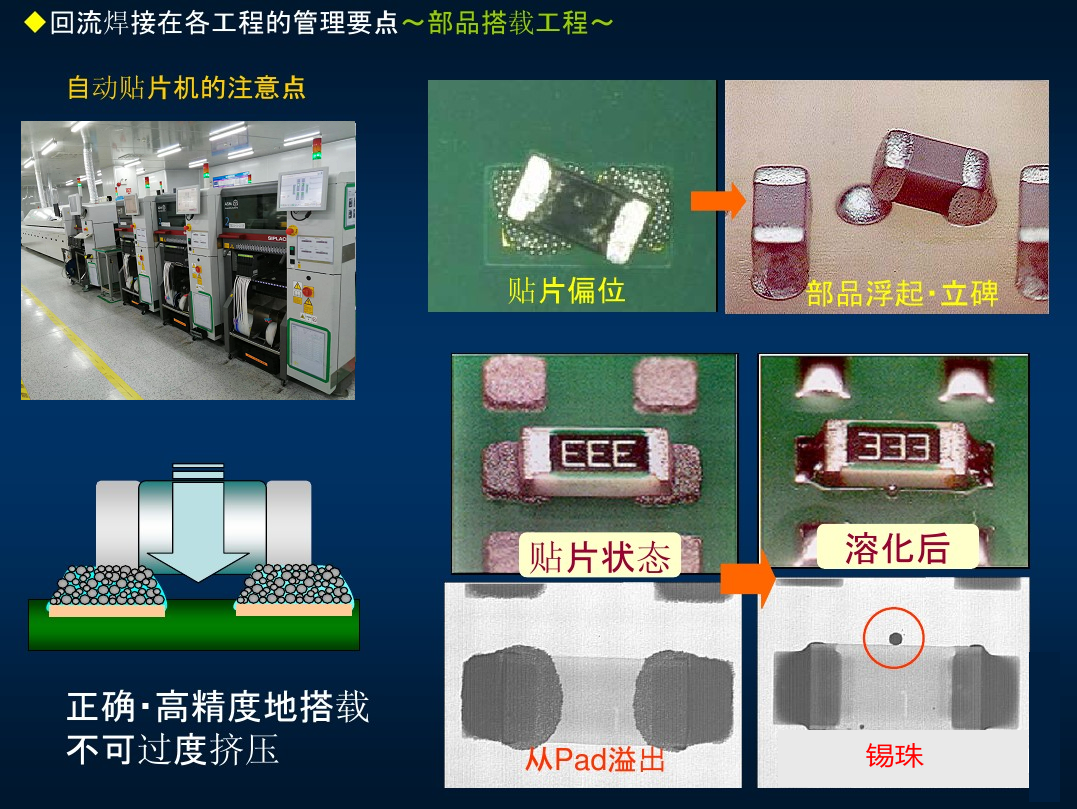
解决办法:需要工厂调节贴片机工艺参数。
因素D:炉温曲线不正确
如果再流焊炉炉体过短和温区太少就会造成对PCB加热的工作曲线不正确,以致板面上湿差过大,从而造成湿润力不平衡。 解决办法:需要工厂根据每种不同产品调节好适当的温度曲线。
缺陷二:
锡珠
锡珠是回流焊中常见的缺陷之一,它不仅影响外观而且会引起桥接。锡珠可分为两类:一类出现在片式元器件一侧,常为一个独立的大球状(如下图);另一类出现在IC引脚四周,呈分散的小珠状。
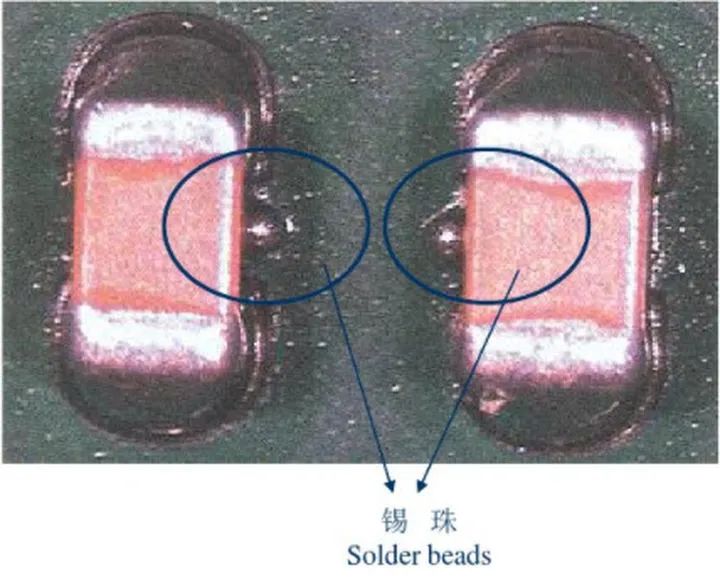
位于元器件腰部一侧(来源网络)

锡珠产生的原因主要有以下几点:
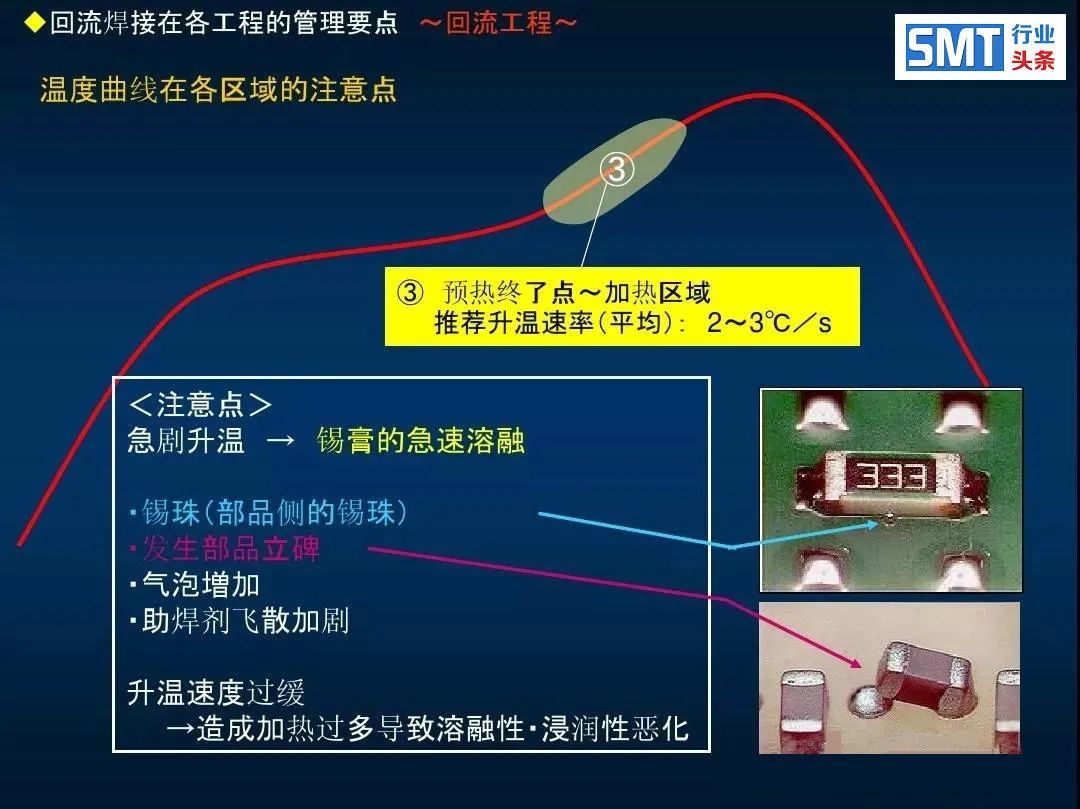
因素A:温度曲线不正确
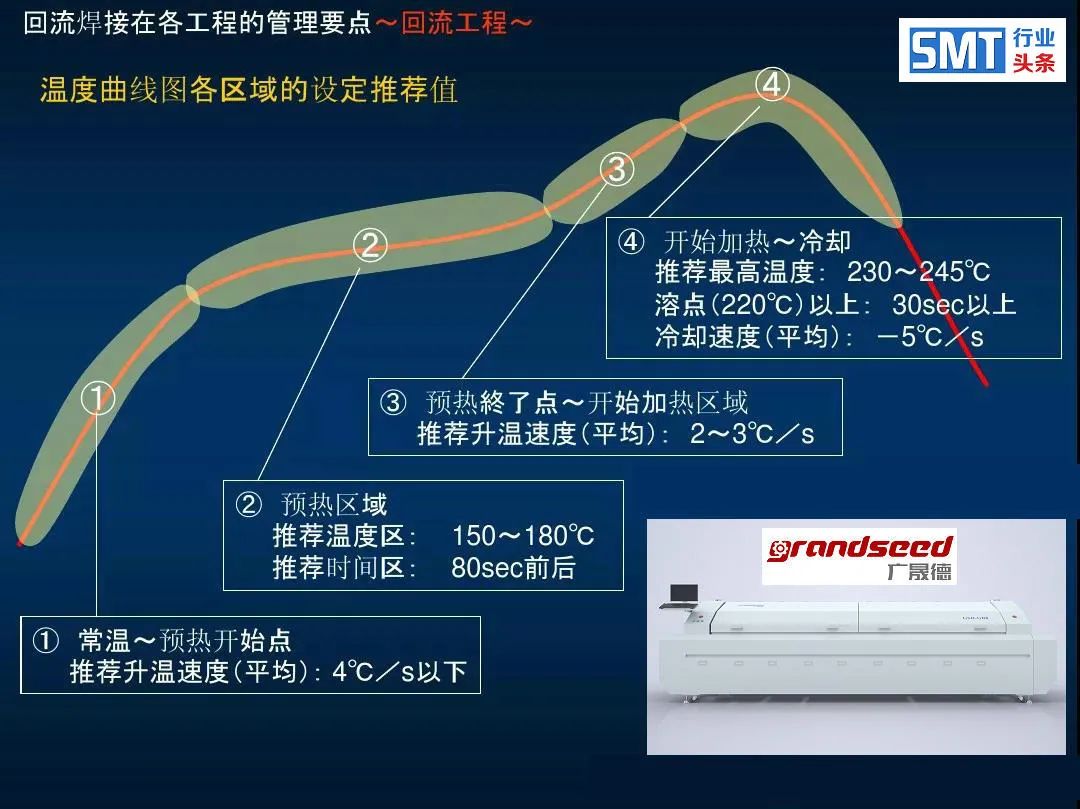
回流焊曲线可以分为预热、保温、回流和冷却4个区段。预热、保温的目的是为了使PCB表面温度在60~90s内升到150℃,并保温约90s,这不仅可以降低PCB及元件的热冲击,更主要是确保焊锡膏的溶剂能部分挥发,避免回流焊时因溶剂太多引起飞溅,造成焊锡膏冲出焊盘而形成锡珠。 解决办法:工厂需注意升温速率,并采取适中的预热,使溶剂充分挥发。
因素B:焊锡膏的质量
①焊锡膏中金属含量通常在(90±0.5)℅,金属含量过低会导致助焊剂成分过多,因此过多的助焊剂会因预热阶段不易挥发而引起飞珠; ②焊锡膏中水蒸气和氧含量增加也会引起飞珠。由于焊锡膏通常冷藏,当从冰箱中取出时,如果没有充分回温解冻并搅拌均匀,将会导致水蒸气进入;此外焊锡膏瓶的盖子每次使用后要盖紧,若没有及时盖严,也会导致水蒸气的进入; ③放在钢网上印制的焊锡膏在完工后,剩余的部分应另行处理,若再放回原来瓶中,会引起瓶中焊锡膏变质,也会产生锡珠。 解决办法:要求工厂选择优质的焊锡膏,注意焊锡膏的保管与使用要求。
其他因素还有:
①印刷太厚,元件下压后多余锡膏溢流; ②贴片压力太大,下压使锡膏塌陷到油墨上; ③焊盘开口外形不好,未做防锡珠处理; ④锡膏活性不好,干的太快,或有太多颗粒小的锡粉; ⑤印刷偏移,使部分锡膏沾到PCB上; ⑥刮刀速度过快,引起塌边不良,回流后导致产生锡球...
缺陷三:
桥连
桥连也是SMT生产中常见的缺陷之一,它会引起元件之间的短路,遇到桥连必须返修。
电子元器件IC芯片桥连示意图 造成桥连的原因主要有:
因素A:焊锡膏的质量问题
①焊锡膏中金属含量偏高,特别是印刷时间过久,易出现金属含量增高,导致IC引脚桥连; ②焊锡膏粘度低,预热后漫流到焊盘外; ③焊锡膏塔落度差,预热后漫流到焊盘外。 解决办法:需要工厂调整焊锡膏配比或改用质量好的焊锡膏。
因素B:印刷系统
①印刷机重复精度差,对位不齐(钢网对位不准、PCB对位不准),导致焊锡膏印刷到焊盘外,尤其是细间距QFP焊盘; ②钢网窗口尺寸与厚度设计失准以及PCB焊盘设计Sn-pb合金镀层不均匀,导致焊锡膏偏多。 解决方法:需要工厂调整印刷机,改善PCB焊盘涂覆层。
因素C:贴放压力过大
焊锡膏受压后满流是生产中多见的原因,另外贴片精度不够会使元件出现移位、IC引脚变形等。
因素D:再流焊炉升温速度过快,焊锡膏中溶剂来不及挥发
解决办法:需要工厂调整贴片机Z轴高度及再流焊炉升温速度。
缺陷四:
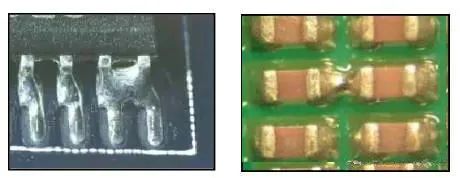
芯吸现象
芯吸现象,也称吸料现象、抽芯现象,是SMT常见的焊接缺陷之一,多见于气相回流焊中。焊料脱离焊盘沿引脚上行到引脚与芯片本体之间,导致严重的虚焊现象。
芯吸:是指熔化的焊料润湿元件引脚并向上流动而脱离PCB焊盘区域,未与PCB焊盘产生润湿或部分润湿,从而形成开路或焊点强度不足现象,此缺陷经常发生在QFP、SOP、PLCC等翼型形引脚和J形引脚的器件中。如下图所示。
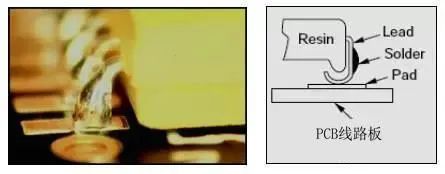
芯吸现象-焊锡脱离PCB焊盘区域
产生原因:
通常是因引脚导热率过大,升温迅速,以致焊料优先湿润引脚,焊料与引脚之间的润湿力远大于焊料与焊盘之间的润湿力,引脚的上翘回更会加剧芯吸现象的发生。 解决办法:需要工厂先对SMA(表面贴装组件)充分预热后在放炉中焊接,应认真的检测和保证PCB焊盘的可焊性,元件的共面性不可忽视,对共面性不好的器件不应用于生产。
注意:
在红外回流焊中,PCB基材与焊料中的有机助焊剂是红外线良好的吸收介质,而引脚却能部分反射红外线,故相比而言焊料优先熔化,焊料与焊盘的湿润力就会大于焊料与引脚之间的湿润力,故焊料不会沿引脚上升,从而发生芯吸现象的概率就小得多。
缺陷五:
BGA焊接不良
BGA:即Ball Grid Array(球栅阵列封装),BGA封装由于优势明显,封装密度、电性能和成本上的独特优点让其取代传统封装方式。随着市场对芯片集成度要求的提高,对集成电路封装更加严格。
正常的BGA焊接
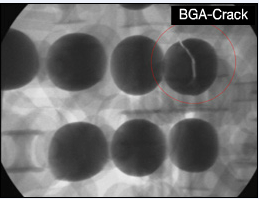
不良症状①:连锡
连锡也被称为短路,即锡球与锡球在焊接过程中发生短接,导致两个焊盘相连,造成短路。 解决办法:工厂调整温度曲线,减小回流气压,提高印刷品质。
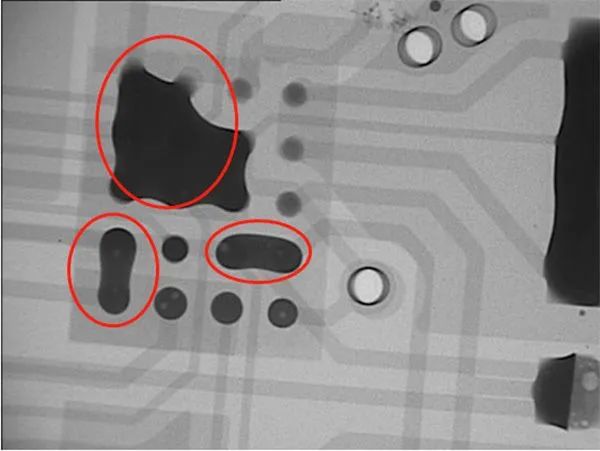
红圈部分为连锡(来源网络)
不良症状②:假焊
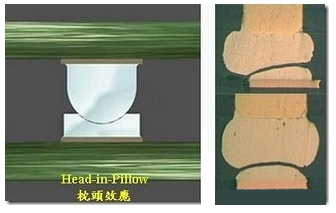
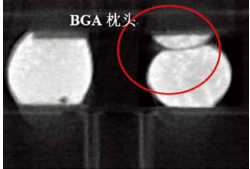
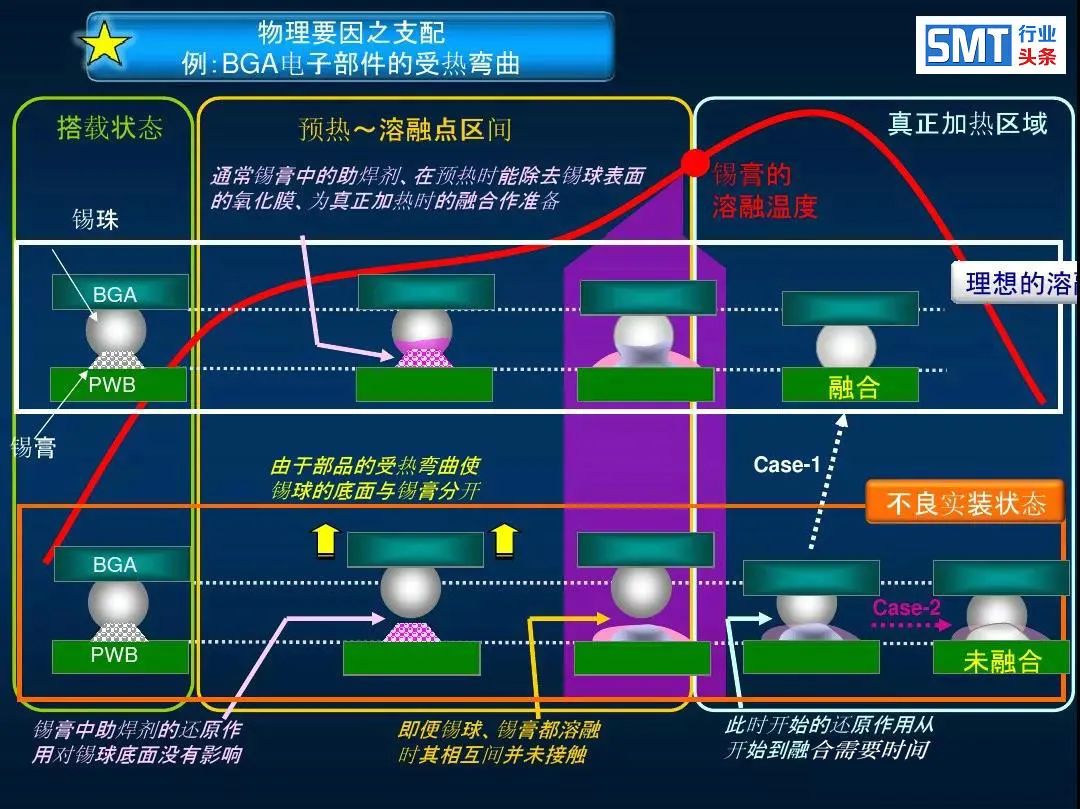
假焊也被称为“枕头效应(Head-in-Pillow,HIP)”,导致假焊的原因很多(锡球或PAD氧化、炉内温度不足、PCB变形、锡膏活性较差等)。BGA假焊特点是“不易发现”“难识别”。类似一个人把头靠在枕头上的形状而得名,"枕头效应"是BGA封装的一种典型且特有的失效模式。
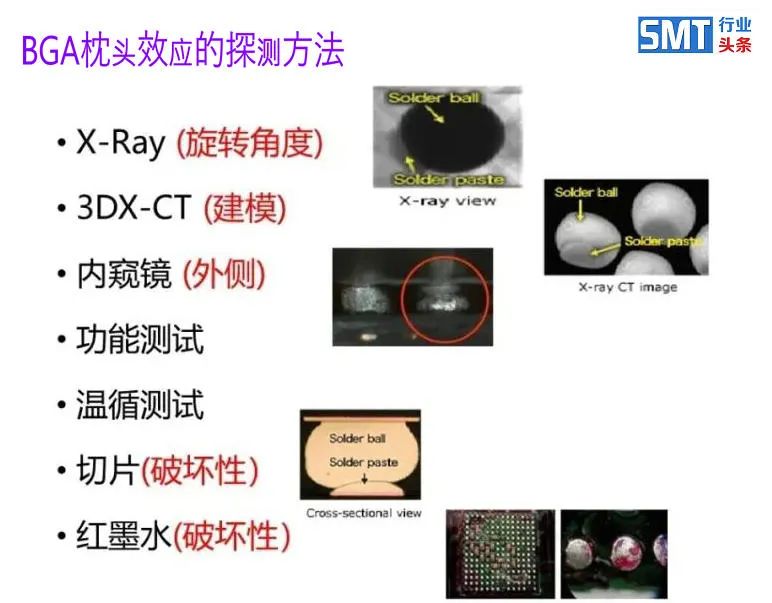
枕头效应发生在BGA器件的回流过程中,由于器件、电路板的板翘或者其他原因导致的变形,使BGA焊球和锡膏分开,各自的表面层被氧化,当再接触时就形成枕头形状的焊接,而不是完整的良好焊接。BGA焊接失效,大部分原因是在生产过程中某些环节的工艺控制有所欠缺导致。 另外,枕头效应(HIP)一般也很难从现在的2DX-Ray检查机发现得到,因为X-Ray大多只能由上往下检查,看不出来BGA锡球断头的位置,如果可以有上下旋转角度的X-Ray应该可以观察得出来。有些时候或许可以经由板内测试(ICT, In Circuit Test)及功能测试(FVT, FunctionVerification Test)检测出来,因为这类机器通常使用针床的作业方式,需要添加额外的外界压力于电路板上,让原本互相挨着的锡球与锡膏有机会分开,但还是会有许多的不良品流到市场,通常这类不良品很快的就会被客户发现有功能上的问题而遭到退货,所以如何防治枕头效应的发生实为SMT的重要课题。 另外,也可以考虑透过烧机(Burn/In)的方式来筛选出有HIP的板子(如果单板烧机要加温度),因为烧机的时候会有升高板子的温度,温度会让板子变形,板子有变形,空/假焊的焊点就有机会浮现出来,所以烧机的时候还得加上程序作自我诊断测试,如果HIP的位置不在程序测试的线路上,就查不出来了。 目前比较可靠可以分析HIP不良现象的方法是使用染红试验(Red Dye Penetration),以及微切片分析(Cross Section),但这两种方法都属于破坏性检测,所以非到必要不建议使用。
新近【3DX-Ray CT】的技术有了突破,可以有效的检查到这类HIP或是NWO(Non-Wet-Open)焊接缺点,而且也慢慢普及了起来,但机台的费用还是不够便宜就是了。
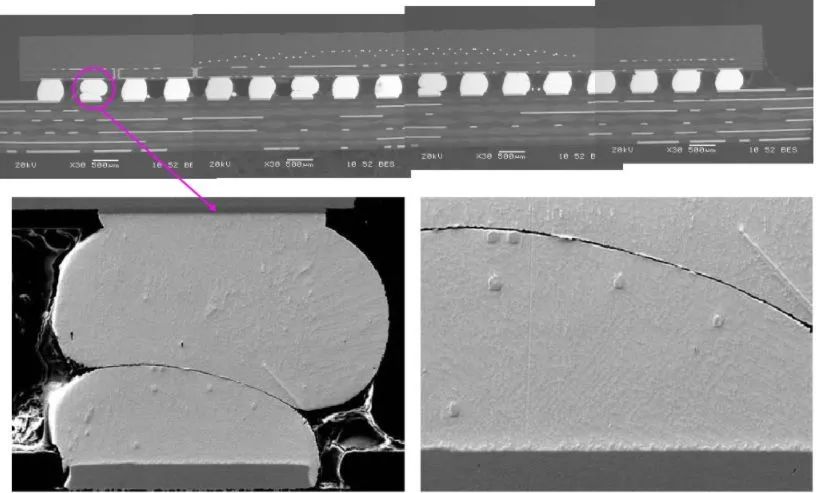
下图为BGA虚焊的 3D形貌及截面断层扫描图,画面左侧金色球体为BGA焊球3D形貌图,红色圆圈中的焊球为虚焊焊球;画面右侧为焊球的断层扫描截面图,红色圆圈中为虚焊焊球。
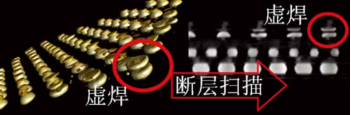
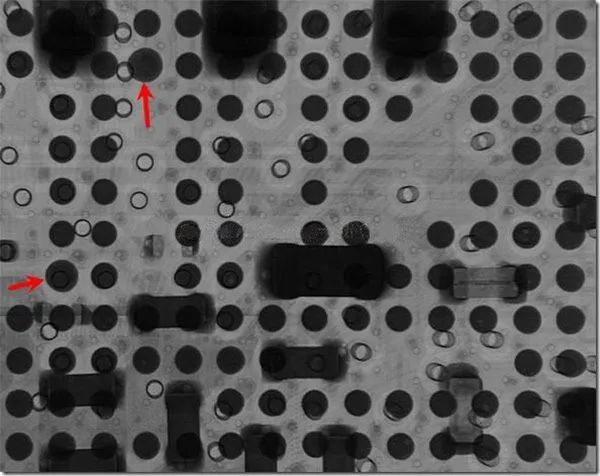
BGA虚焊的3D形貌及截面图 枕头效应检测: 与虚焊类似,枕头效应也很难通过二维X射线检测来观测,而是需要借助3D断层扫描来检测。
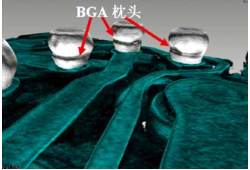
BGA焊球枕头效应X射线3D形貌
BGA焊球枕头效应截面断层扫描形貌
BGA假焊示意图
BGA“枕头效应”侧视图
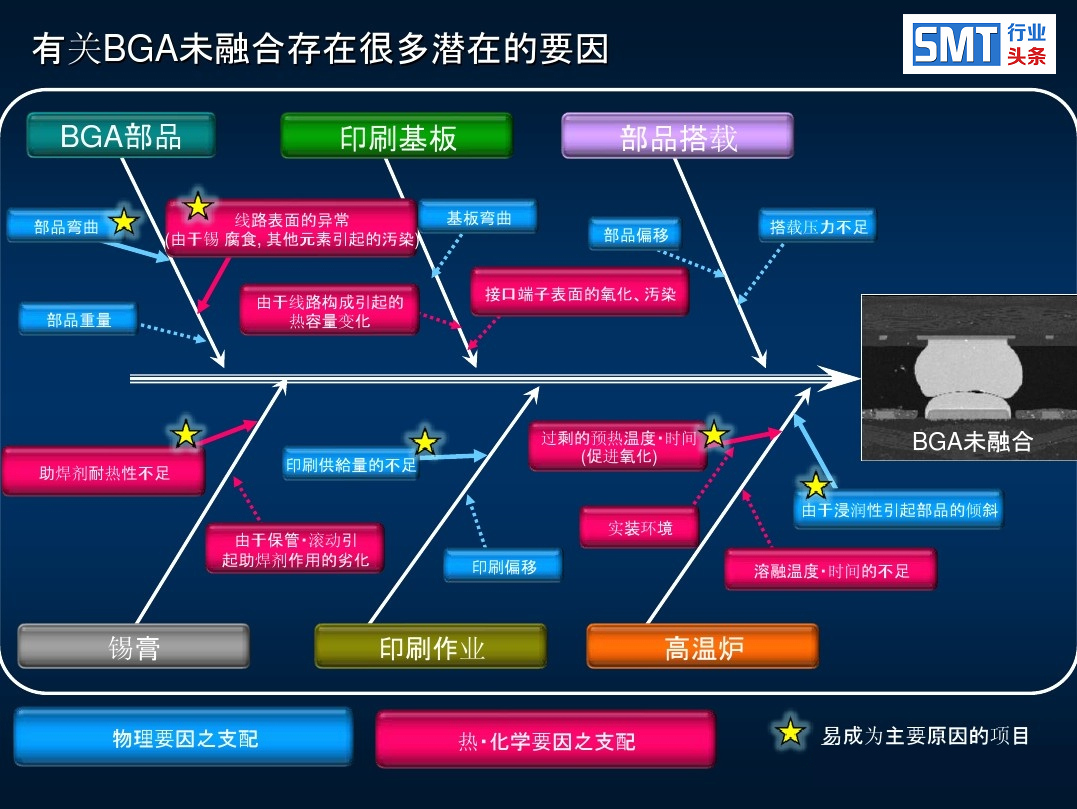
以下是几个形成枕头效应(HIP)缺点的可能原因:
1、BGA封裝(Package)如果同一个BGA的封装有大小不一的焊球(solderball)存在,较小的锡球就容易出现枕头效应的缺点。 另外BGA封装的载板耐温不足时也容易在回流焊的时候发生载板翘曲变形的问题,进而形成枕头效应。 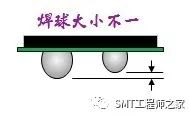 2、锡膏印刷(Solder paste printing)锡膏印刷于焊垫上面的锡膏量多寡不一,或是电路板上有所谓的导通孔在垫(Vias-in-pad),就会造成锡膏无法接触到焊球的可能性,并形成枕头效应。 另外如果锡膏印刷偏离电路板的焊垫太远、错位,这通常发生在多拼板的时候,当锡膏熔融时将无法提供足够的焊锡形成桥接,就会有机会造成枕头效应。
2、锡膏印刷(Solder paste printing)锡膏印刷于焊垫上面的锡膏量多寡不一,或是电路板上有所谓的导通孔在垫(Vias-in-pad),就会造成锡膏无法接触到焊球的可能性,并形成枕头效应。 另外如果锡膏印刷偏离电路板的焊垫太远、错位,这通常发生在多拼板的时候,当锡膏熔融时将无法提供足够的焊锡形成桥接,就会有机会造成枕头效应。
3、贴片机的精度不足(Pick&Place)贴片机如果精度不足或是置件时XY位置及角度没有调好,也会发生BGA的焊球与焊垫错位的问题。 另外,贴片机放置IC零件于电路板上时都会稍微下压一定的Z轴距离,以确保BGA的焊球与电路板焊垫上的锡膏有效接触,这样在经过回流焊时才能确保BGA焊球完美的焊接在电路板的焊垫。如果这个Z轴下压的力量或形成不足,也有机会让部份焊球无法接触到锡膏,而造成HIP的机会。
4、回流焊温度(Reflow profile)当回流焊(reflow)的温度或升温速度没有设好时,就容易发生没有融锡或是发生电路板及BGA载板板弯或板翘…等问题,这些都会形成HIP。可以参考BGA同时空焊及短路可能的原因一文,了解BGA载板与电路板因为CTE的差异过大,以及TAL(Time Above Liquids)过长,而造成的板弯板翘所形成的BGA空焊及短路的分析。 另外,要注意预热区的温度升温如果太快的话容易驱使助焊剂过早挥发,这样就容易形成焊锡氧化,造成润湿不良。其次最高温度(Peak Temperature)也最好不要调得过高及过久,建议最好参考一下零件的温度及时间的建议。
5、焊球氧化(Solder ball Oxidization)BGA在IC封装厂完成后都会使用探针来接触焊球作功能测试,如果探针的洁净渡没有处理的很好,有机会将污染物沾污于BGA的焊球而形成焊接不良。其次,如果BGA封装未被妥善存放于温湿度管控的环境内,也很有机会让焊球氧化至影响焊锡的接合性。
如何改善与防止HIP(Head-In-Pillow)焊接不良 既然已经知道HIP形成的原因最主要来自电路板的FR-4以及IC载板高温变形,所以要防止或避免HIP发生就有两个方向可以进行。 方法一:是提高电路板板材及IC载板的刚性。一般会才用较高(Tg≥ 170℃)的材料,不过费用也会跟着提高。一般无铅制程电路Tg板的材质使用中Tg(Tg≥150℃)。 方法二:是增加锡膏量来填补电路板及IC载板因为高温翘曲所形成的间隙,也就是在所有的回焊过程中让BGA锡球与印刷在电路板上的锡膏都保持接触的状态,不过要小心锡膏量如果增加太多反而会造成焊接短路的问题,不可不慎。
不良症状③:冷焊
冷焊不完全等同与假焊,冷焊是由于回流焊温度异常导致锡膏没有熔化完整,可能是温度没有达到锡膏的熔点或者回流区的回流时间不足导致。 解决办法:工厂调整温度曲线,冷却过程中,减少振动。
不良症状④:气泡
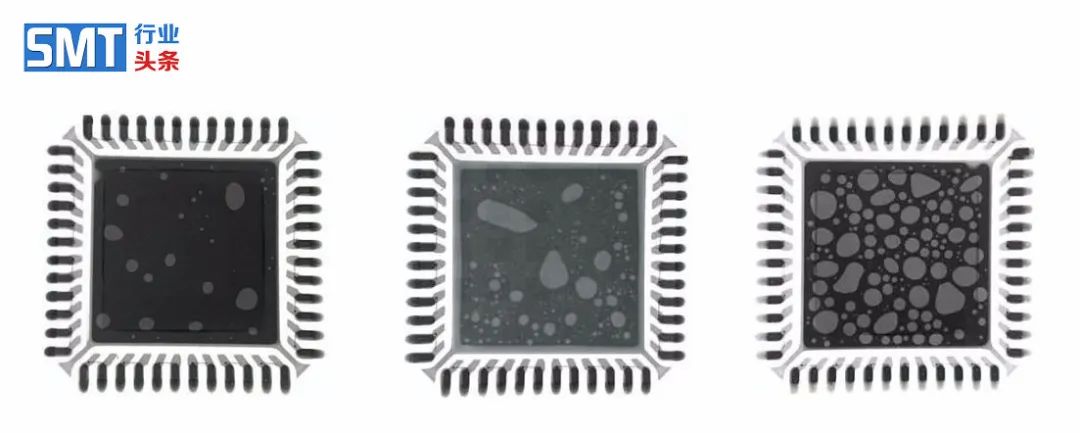
气泡(或称气孔)并非绝对的不良现象,但如果气泡过大,易导致品质问题,气泡的允收都有IPC标准。气泡主要是由盲孔内藏的空气在焊接过程中没有及时排出导致。 解决方法:要求工厂用X-Ray检查原材料内部有无孔隙,调整温度曲线。
BGA气泡示意图
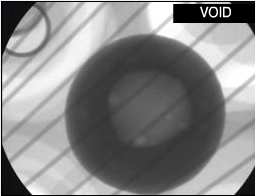
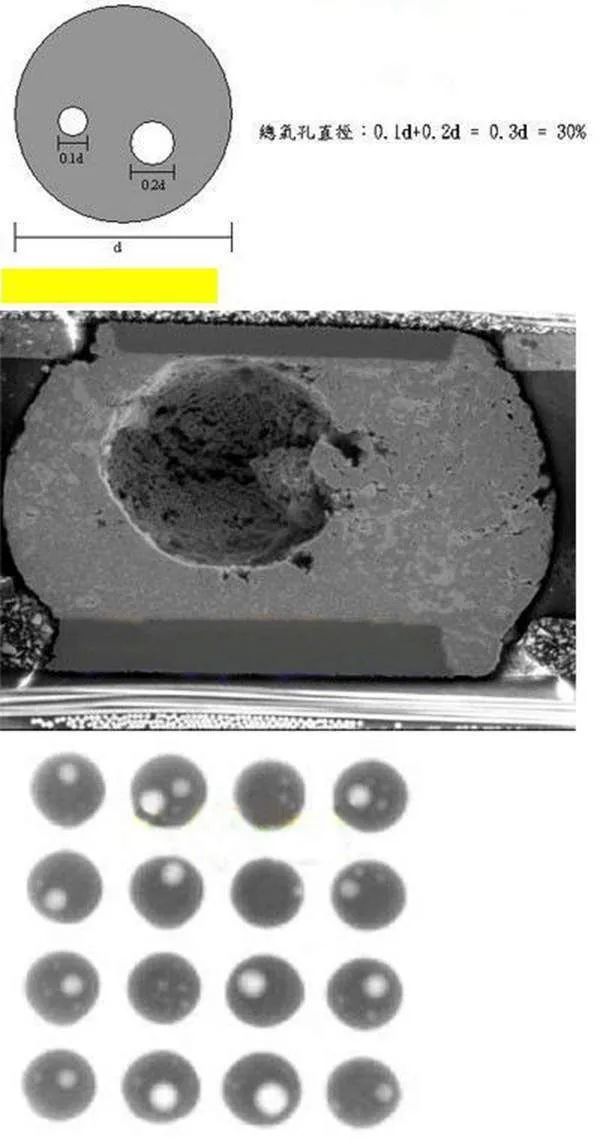
一般说来,气泡大小不能超过球体20%
不良症状⑤:锡球开裂
不良症状⑥:脏污
焊盘脏污或者有残留异物,可能因生产过程中环境保护不力导致焊盘上有异物或者焊盘脏污导致焊接不良。 除上面几点外,还有: ①结晶破裂(焊点表面呈玻璃裂痕状态); ②偏移(BGA焊点与PCB焊盘错位); ③溅锡(在PCB表面有微小的锡球靠近或介于两焊点间)等。
审核编辑 :李倩
-
几种SMT焊接缺陷及其解决措施2009-11-24 3525
-
SMT工艺缺陷与对策2010-07-29 3646
-
SMT制程常见缺陷分析与改善2012-08-11 2380
-
SMT焊接常见缺陷原因及对策分析2013-11-05 1967
-
SMT点胶常见的缺陷与解决方法2018-09-19 10885
-
SMT焊接常见缺陷原因和对策分析2018-11-22 1755
-
工程师必懂的“五大SMT常见工艺缺陷”(附解决办法)2019-08-20 6319
-
SMT贴片加工中引起回流焊接缺陷的来源2020-01-13 3018
-
波峰焊接常见缺陷有哪些?怎么解决?2021-04-25 3155
-
SMT焊接常见缺陷原因有哪些?2009-11-18 4872
-
SMT加工的常见焊接缺陷有哪些及产生原因分析2020-06-18 8128
-
SMT常见工艺缺陷与其解决办法2021-03-12 9978
-
SMT常见工艺缺陷资料下载2021-03-30 1214
-
smt焊接工艺要求有多重要?2023-09-01 1615
-
SMT贴片加工中焊接缺陷怎么避免?2023-10-30 1509
全部0条评论

快来发表一下你的评论吧 !
