

关于药芯焊丝电弧焊的基础知识
电子说
描述
什么是药芯焊丝电弧焊?
药芯焊丝电弧焊是利用药芯焊丝与工件之间的电弧进行加热的一种焊接方法,英文名称的简写为FCAW。在电弧热量的作用下,焊丝金属及工件被连接部位发生熔化,形成熔池,电弧前移后熔池尾部结晶形成焊缝。
什么是药芯焊丝?药芯有何特点?
药芯焊丝是将薄钢带卷成钢管或异形钢管,在管内填满一定成分的药粉,经拉制而成的一种焊丝。药芯的成分与焊条药皮的成分类似,主要由稳弧剂、造渣剂、造气剂、合金剂、脱氧剂等组成。
药芯焊丝中的焊药起何作用?
焊药起的作用与焊条药皮起的作用类似,主要有以下几种。
①保护作用 焊药中的有些组分发生分解,有些发生熔化!焊药分解会放出气体,放出的气体提供部分或大部分保护作用。熔化的焊药形成熔渣,熔渣覆盖在熔滴与熔池表面,液态金属进行保护。
②稳弧 药芯中的稳弧剂可稳定电弧,降低飞溅率。
③合金化作用 有些药芯中有合金元素,可使焊缝合金化。
④脱氧作用 熔渣的合金元素可与液态金属发生冶金反应。改善焊缝金属的成分,提高其力学性能。
另外,覆盖的熔渣还能降低熔池的冷却速度,延长熔池的存在时间,有利于降低焊缝中有害气体的含量和防止气孔。
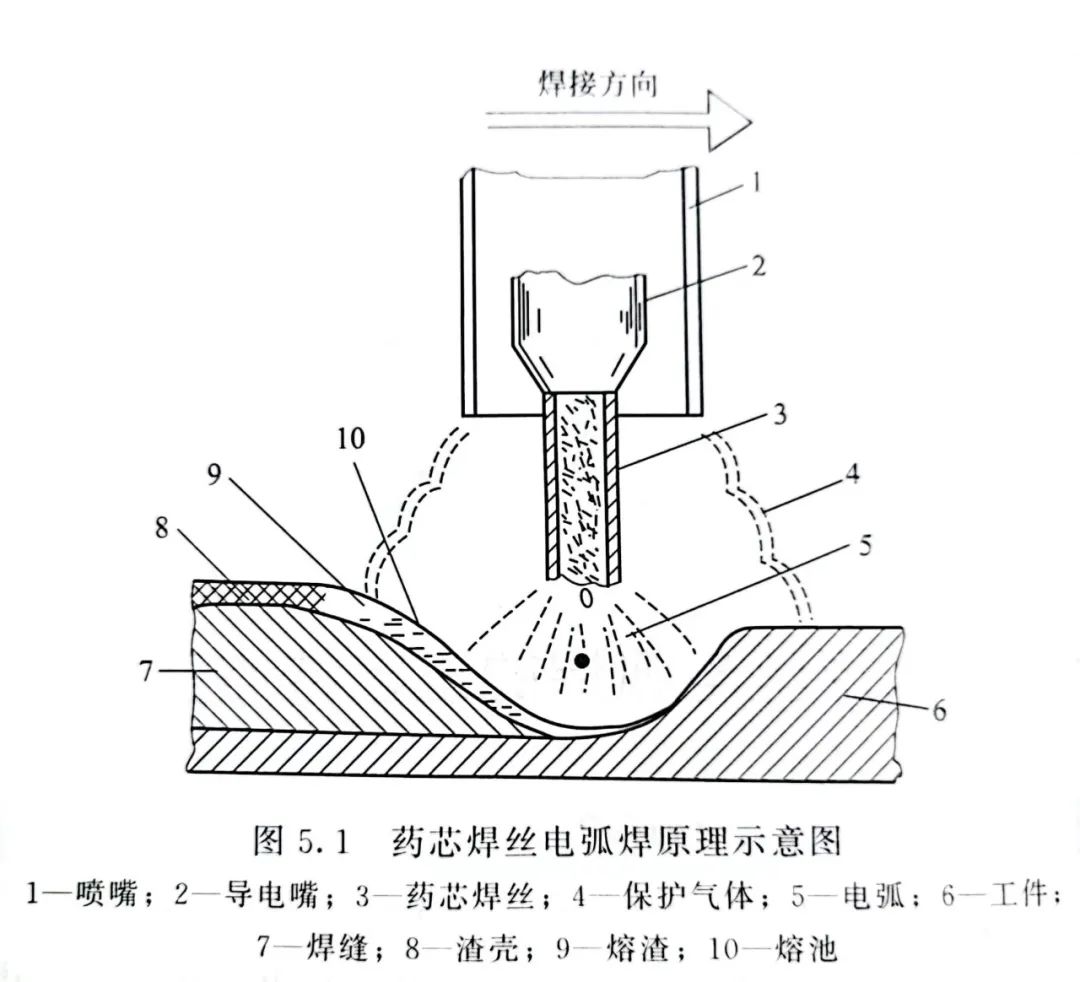
原理示意图
药芯焊丝电弧焊有哪几种?
根据是否使用外部保护气体,药芯焊丝电弧焊分为两种:药芯焊丝气体保护焊(FCAW-G)和自保护焊(FCAW-S)。
药芯焊丝气体保护焊通常利用二氧化碳或二氧化碳加氩气作保护气体,焊丝中的焊药所含的造气剂很少,这种方法与一般的气体保护焊类似。自保护焊不用外加保护气体,焊药中有大量的造气剂,利用造气剂分解出的气体和熔渣进行保护。
药芯焊丝电弧焊有何优点?
药芯焊丝电弧焊具有以下优点。
①焊接生产率高熔敷效率高(可达85%~90%),熔敷速度快;平焊时,熔敷速度为手工电弧焊的1.5倍,其他位置的焊接时,为手工电弧焊的3~5倍。
②飞溅小、焊缝成形好 药芯中加入了稳弧剂,因此电弧稳定,飞溅小,焊缝成形好。由于熔池上覆盖着熔渣,焊缝表面成形显著优于二氧化碳焊。
③ 焊接质量高 由于采用了渣气联合保护,可更有效地防止有害气体进入焊接区,另外,熔池存在时间长,有利于气体的析出,因此焊缝含氢量低,抗气孔能力好。
④适应能力强 只需调整焊丝药芯的成分,就可满足不同钢材对焊缝成分的要求。
药芯焊丝电弧焊有何缺点?
药芯焊丝电弧焊有何缺点如下。
①与气体保护焊相比,焊丝成本较高,制造过程复杂。
② 送丝较困难,需要采用夹紧压力能够精确调节的送丝机。
③ 药芯容易吸潮,因此需对焊丝严加保管。
④ 焊后需要除渣。
⑤焊接过程中产生更多的烟尘及有害气体,需采用加强通风。
药芯焊丝电弧焊通常采用什么保护气体?各有何特点?
药芯焊丝电弧焊通常使用纯二氧化碳气体或二氧化碳加氩气混合气体作保护气体。需要根据所用的药芯焊丝来选择气体的种类。
氩气容易电离,因此氩弧中容易实现喷射过渡。当混合气体中含氩量不小于75%时,药芯焊丝电弧焊可实现稳定的喷射过渡。随着混合气体中氩气含量的降低,熔深增大,但电弧稳定性降低,飞溅率增大。因此最佳混合气体为75%Ar+25%CO2。另外,混合气体还可采用Ar+2%O2。
选用纯CO2气体时,由于CO2气体在电弧热量作用下分解,产生大量的氧原子,氧原子将熔池中的锰、硅等元素氧化,导致合金元素烧损,因此需要配用锰、硅含量较高的焊丝。
审核编辑 :李倩
-
根据焊接工艺的不同电弧焊可分为哪几种2024-02-27 7493
-
熔化极气体保护电弧焊的概念及分类2023-11-21 4964
-
电弧焊分为哪几种_电弧焊和氩弧焊的区别2020-08-27 32492
-
焊条电弧焊基本操作步骤2019-12-28 26755
-
焊条电弧焊原理特点_焊条电弧焊的应用2019-12-27 17027
-
电弧焊的引弧操作手法_电弧焊收弧的操作手法2019-11-18 31136
-
焊丝的分类及特点_焊丝的优缺点2019-11-15 26696
-
手工电弧焊的焊接设备2019-07-04 14481
-
手工电弧焊收尾2019-07-02 6425
-
焊丝的选择2017-05-24 2735
-
钢结构手工电弧焊焊接工艺标准2009-05-24 1179
-
电弧焊引弧电路2006-04-16 12702
全部0条评论

快来发表一下你的评论吧 !
