

玻璃盖板要如何实现呢?
电子说
描述
液晶显示模组的表面都会有一个玻璃盖板,起到触控的作用,也就是我们常说的CTP,其叠层结构如下图:
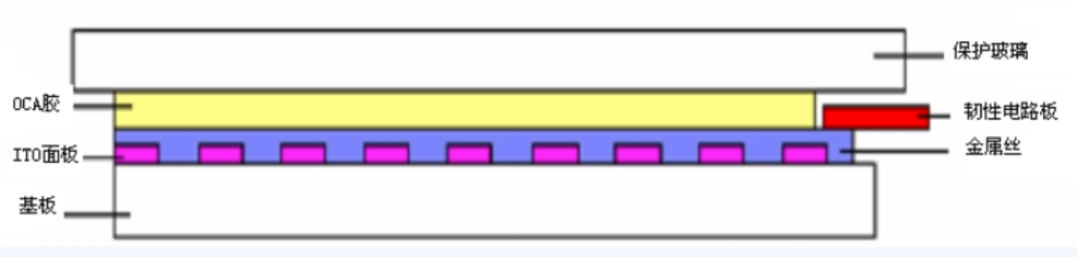
作为直面用户的模组表面,自然在结构和视觉方面都要满足大众的需求。因此我们量化出来了很多光学方面的专业需求,只有很好的满足这些要求,才能使用户对产品有良好的使用体验。
随着技术的进步。我们现在越来越多的使用In-cell 、On-cell等技术,将CTP的电极层转移到LCM玻璃的内部,减轻CTP的叠层结构,使其更轻薄;目前最多是只保留去单玻璃盖板,我们的技术规格要求也只能针对其玻璃盖板提出。
01
反射率
反射率(SCESCI):投射到物体上面被反射的辐射能与投射到物体上的总辐射能之比。为什么要定义这个规格呢?
主要是预防屏幕反射外界环境的影像,从而影响驾驶员识别屏幕信息。(包含镜面反射 SCI、排除镜面反射 SCE)
表面外观可以改变您对颜色的感知。想像一下有一本有光泽的杂志,如果灯光直接照在杂志表面上,您可能需要倾斜表面并更改光的反射角度才能清楚地看到杂志封面的颜色。也就是说,同一个物体,有纹理的表面可能看起来与光滑表面的颜色不同。
【颜色越深,颜色差异越大】
分光测色仪通过将光照射到物体表面上,并测量物体表面的反射率来确定颜色的光谱值,因此选择合适的仪器和正确的测量模式至关重要,这些选择将决定哪些颜色符合您的色差管控范围,以及测量结果是否与目视结果相一致。
积分球分光测色仪是油漆,涂料,塑料和纺织品应用行业的首选测色仪器,因为它们可以测量包括或排除表面镜面反射分量。这种功能对评估被测物体的颜色和外观至关重要。
在积分球球形仪器中有两个端口——样品观察端口和镜面反射端口。观察端口包含接收器和光敏探测器,用于量化从样品表面反射出来的光。镜面反射端口可以打开或关闭以控制测量类型(SCE或SCI)。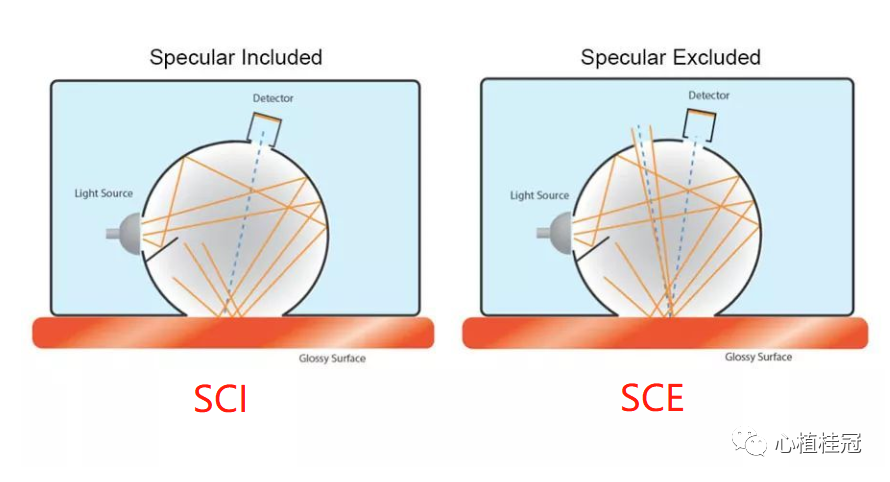
如果端口打开,设备将采用镜面排除读数(SCE)。如果端口关闭,设备将采用包含镜面反射的读数(SCI)。SCI值越高则反射率越高,我们一般是需求反射率越小越好。
排除镜面反射光测量包含表面性质
测量排除镜面反射(SPEX) - 又称排除镜面反射光分量(SCE) - 类似于您的眼睛感知颜色的方式。物体的表面纹理特征也是您看到的颜色的一部分。换句话说,表面非常光泽的物体,通常比相同颜色的哑光表面数据上显得更暗 - 就像你看到的那样。
包含镜面反射光排除了表面性质
测量包含镜面反射(SPIN) - 包括镜面反射光分量(SCI)将从样本中捕获真实的颜色数据,无论样品表面外观如何。类似于您的眼睛看到没有光泽的杂志图片的方式,包含镜面反射否定了表面外观对颜色测量的影响。
那种测量方式能测量“真实”的颜色?
在这些样本中,您会看到两个样本,一个是哑光,另一个是光泽。虽然哑光样品看起来更浅,但它们都是相同的颜色。您应该使用哪种测量模式 ,包含镜面反射光,还是排除镜面反射光? 对于颜色开发配方设计来说,业界公认的答案是采用包含镜面反射光。
如果您用积分球收集所有反射光 - 镜面反射和漫反射 - 那么无论样品在外观上呈镜面状或无光泽,几乎对测量结果没有影响。颜色配方决定最终颜色,这些样本将被测量为相同的颜色黑色或灰色。
02
一体黑
在设计触摸显示屏的时候,是不是想达到这样的效果:当关机时,整屏看起来都是纯黑的,当开机时,又能够显示画面或点亮按键。比如智能家居的触控开关,门禁系统,智能手表,工控设备的控制中心等等。
这样的效果到底应该在哪一个部件上实现呢?答案就是玻璃盖板。
通常玻璃盖板的设计是:边框印刷加上LOGO,按键或视窗区则为透明。当玻璃盖板与显示屏组装后,在待机状态下会有明显的断层。随着大家对美感的追求越来越高,于是有些产品不得不创新,便有了即便待机状态下,整屏为纯黑色,使整个产品的搭配更融为一体,更高档,更大气,这就是我们玻璃行业常说的“一体黑技术”。一般用符号△E表示。
当△E在0-1之间,色差肉眼是分辨不出来的,如果△E在2-3之间,可以稍微清晰的辨别出物质间的色差,不过相对来说还不是很明显;一旦△E达到了3.5-5之间,色差就非常明显了 这种工艺要如何实现呢?主要是通过印刷油墨的方式。即在玻璃盖板的视窗区或按键部分做一层半透印刷。
需要注意的地方是:
1,半透黑油墨的选择要和边框颜色同一个色系,要接近。太黑太浅,都会造成色差断层。
2,透过率的管控:根据LED灯的亮度和使用环境,透过率从1%到50%不等。目前使用最多的是15±5%和20±5%这两种。
03
反射色相
反射色相:显示屏在关屏状态下人眼目视模组的颜色,通常用a* b*表示,a*由小到大颜色由绿到红,b*由小到大颜色由蓝到黄。
正如我们所看到的,CIE XYZ和CIE Yxy颜色模型并不能精确地表示所感知到的颜色。而且,在这些颜色模型中感知到的颜色和实际的颜色之间是存在差异的。
在1976年,CIE通过修改和重命名Yxy模型来纠正这些视觉扭曲,并将其命名为“CIEL*A*B*”或“CIELAB”。CIE L*a*b*模型中的颜色差异更接近于实际感知的颜色差异。
相同明度(L)的所有颜色,都是垂直在由a*和b*轴组成的同一个圆形平面上: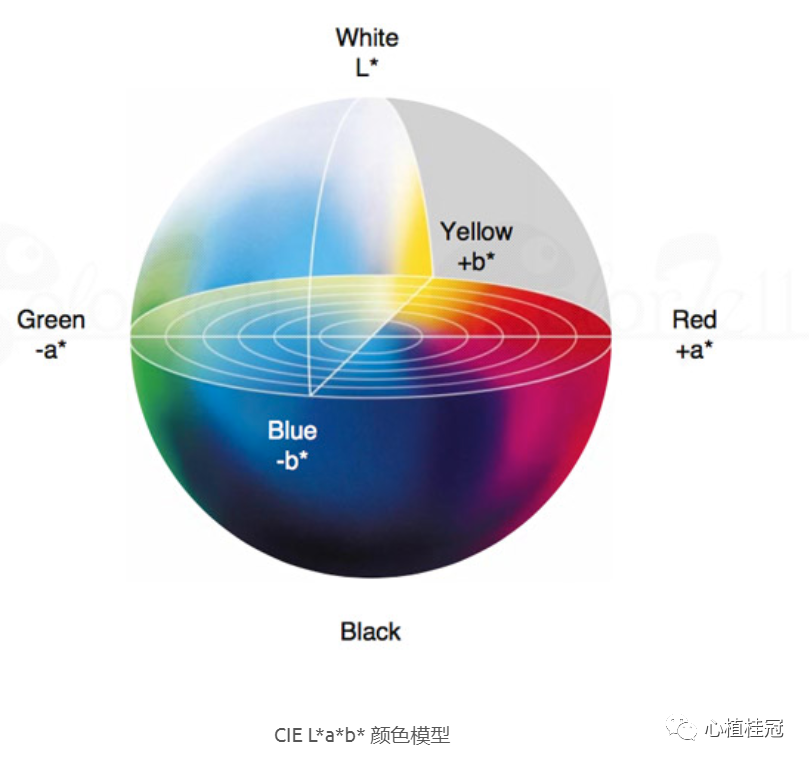
a*值正->红色,
a*值负->绿色,
b*值正->黄色,
b*值负->蓝色。
这一规格主要是描述不同材料因为反射率频谱不同的原因,从而导致颜色的差异,为了对其进一步管控,从而将其数值量化。
04
Haze
雾度Haze:雾度是防眩光玻璃盖板表面由于光漫射造成的云雾状或混浊的外观,以偏离入射光2.5°角以上的透射光强占总透射光强的百分数来表示,雾度越大意味着玻璃盖板的光泽度、透明度尤其成像度下降。
当光线照在透明/半透明材料上会发生什么: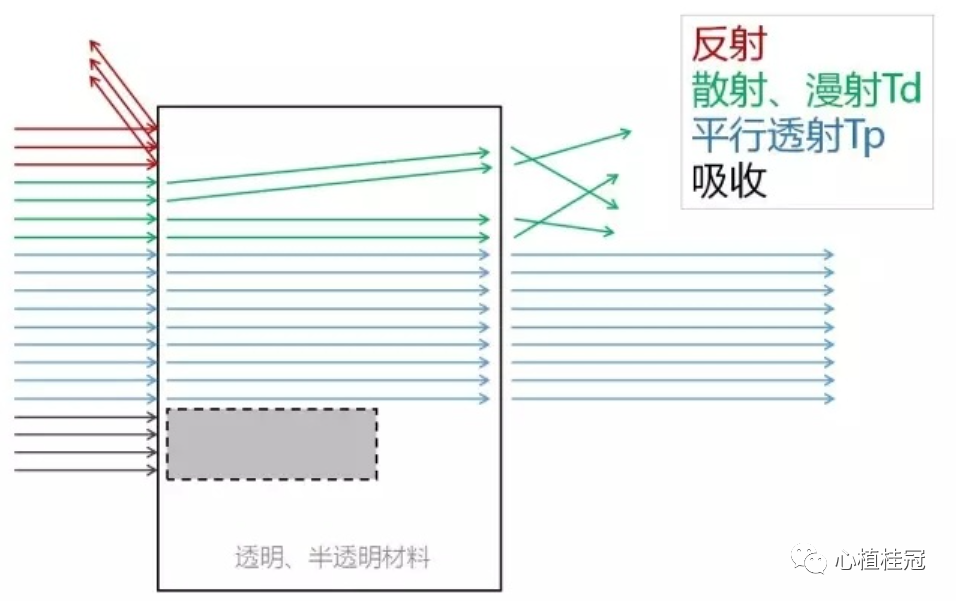
当光线照在透明/半透明材料之后, 一部分光会被反射回去, 一部分被吸收, 一部分则会穿透材料。 穿透材料的这一部分光,有一些会保持原来的传播方向。
而另一部分光,则会因为材料的特性在内部散射开去,或者由于材料表面的不光滑而漫射。这样,它们原有的传播方向就被改变了。
这些被“打散”的光线会使得材料的通透性能下降,所以雾度计会测试所有部分的光通量,然后计算出比值:
①全光线透过率 Tt:透过样品的所有光量
②扩散光线透过率 Td:透过样品光量中的扩散光量
③平行光线透过率 Tp:透过样品光量中的平行光量
④雾度值H:扩散光线透过率/全光线透过率×100%
H值越大,雾度越高,模糊光线的能力就越强。
雾度和光泽度成反比,光泽度越高,雾度越低。
为什么我们要定义这个值呢?
屏幕表面充分打磨后雾化度高至0%的称为镜面屏。雾面的高(haze25%)的屏幕,因光的部分散射而光线锐度减弱,对眼睛伤害小,一般适合近距离使用;镜面屏一般锐度高,适合较远距离观看,但短时间观看,不会对人眼产生危害。
汽车的仪表一般都是距离人比较近,当然最好选haze 25%的最好(haze超过25%至越大时会影响屏幕光透射率,清晰度逐渐下降)。
05
光泽度Gloss
光泽度Gloss:是用来评价防眩光玻璃盖板受到光照射时,表面反射光的能力的物理量。一般用数字或者%表示。
当产品需要给人一个美观的影响,光泽度就是一个重要的参考属性。这个属性在很多行业都很受重视,如汽车,陶瓷,油漆等等。光泽的感觉取决于物体的表面粗糙度、质地和光谱特性。
光泽度准确的来说就是物体受光照射时,表面对光的反射能力与标准表面的反射率的比值,其公式为G=100R/R,式中G为gloss(光泽)的缩写,R则为分别指物体表面对光反射率和标准板表面对光泽反射率。这里的标准板定义为100,所以就乘以100。
按照JIS标准,在折射率为1.567的玻璃表面,用60°入射角测量,反射率为10%时设定为光泽度100%,用20°入射角测量,反射率为5%时设定为光泽度100%。
光泽度可分为3个一般范围:低光泽、半光泽和高光泽。每个范围最好用各自的角度去测量。要想知道在哪个角度测量最合适,从60°开始比较好。75度以上可称作高光,50至75可称为平光,10度至50度可称为亚光,10度以下可称为无光。
06
闪点Sparking
闪点Sparking:是由于凹凸构造在「lens棱镜」作用下,或能看见表示体的RGB像素,或产生明显的条纹导致能看见闪烁刺眼的现象。伴随着显示设备的高清晰化,像素精细化使凹凸相对的增大,闪点的问题越发明显。
带有相分离涂层的AG膜,具备以下特点:可降低高清显示屏易产生的刺目感 具有微粒子填充型AG所不具备的手指滑动爽快触感、最适合用作触摸屏的表面薄膜,且具有耐指纹性。可根据用途选择PET或TAC基膜。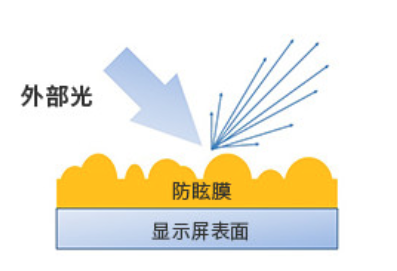
07
表面处理
抗反射 (AR) 玻璃处理
抗反射玻璃处理包括将特定厚度的薄膜或涂层应用到盖板表面。
该薄膜通过抵消反射回消费者的特定波长的光来减少表面的反射。当特定波长的光通过增透膜材料时,一部分会在增透膜表面 (R 1 )反射回消费者,另一部分会在盖板表面 (R 2 )反射。AR 膜的厚度导致反射波长 (R 1 , R 2 ) 彼此完全异相反射,因此它们相互抵消。因此消费者不会看到他们自己的反映。相反,他们会看到更明亮、更生动的显示。
防眩光 (AG) 玻璃处理
防眩光玻璃处理包括通过蚀刻工艺在盖板透镜上形成粗糙表面。
当光线从粗糙的表面反射出来时,它会以不同的角度散射,这会降低反射图像的清晰度。因此,消费者将看不到任何反射光源的明亮眩光。
防指纹 (AF) 或防污迹 (AS) 玻璃处理
防指纹玻璃处理(也称为防污玻璃处理)降低了盖板挡住手指油脂的能力。
AF/AS 处理通常通过真空沉积或液体化学工艺进行,这会产生疏油表面涂层。由于该层是玻璃表面的化学改性,与售后市场的 AF/AS 喷涂膜相比,它非常耐用。
必须注意的是,AF/AS 玻璃处理不能完全防止指纹。它们只会使手指油在表面形成珠状,从而使它们不那么引人注意,也更容易从屏幕上清除。
08
铅笔硬度
铅笔硬度PencilHardness,以铅笔标号表示.适用于涂膜硬度测定,仪器为机械式,三点接触被测表面(两点为轮,一点为笔芯),测定涂膜抵抗变形的能力,测试标准JIS5600。
铅笔硬度判定:(严格)划痕<凹陷(默认以无划痕,允许凹痕为判定规格)<痕迹(宽松) 铅笔硬度等级排序:10B、9B、8B、7B、6B、5B、4B、3B、2B、B、HB、F、H、2H、3H、4H、5H、6H、7H、8H、9H、10H,10B最软墨最深,H偏硬墨浅,10H最硬墨最浅。
审核编辑:刘清
-
智能手机盖板玻璃市场呈稳定增长态势,2019年增幅接近14%2019-09-03 2695
-
OLED稳步增长,3D玻璃盖板迎来爆发前夜2018-07-30 8254
-
玻璃盖板是如何完成多孔设计的2019-03-01 5419
-
全面解决手机玻璃盖板缺陷检测问题2019-03-16 2658
-
可折叠手机盖板关键材料,可弯折玻璃or CPI?2019-04-09 10012
-
三星首次量产超薄柔性玻璃UTG盖板2020-07-21 4467
-
3D玻璃盖板的三种成型工艺优劣对比2020-09-22 10511
-
星星科技定增扩产汽车、可穿戴玻璃盖板2020-12-14 2684
-
解析车载显示盖板玻璃安全性要点2021-06-02 6591
-
超薄手机盖板玻璃实现“广东制造” 专利说明书长达28页2021-11-29 5304
-
车载显示3D玻璃盖板三种成型工艺介绍2022-04-14 10611
-
智能手表玻璃盖板气密性测试,SLA气密检测设备的功能之一,希立仪器2022-01-04 2824
-
德国析塔油污监测仪|手机盖板、玻璃后盖在等离子清洗后量化测试清洁程度2022-06-20 1961
-
国产玻璃盖板龙头虹科创新携“王者熊猫”自主研发高端玻璃盖板产品亮相2023-10-11 5116
-
优可测白光干涉仪:助力手机玻璃盖板品质提升 | 行业应用2024-11-19 1549
全部0条评论

快来发表一下你的评论吧 !
