

FESTO伺服气动焊枪系统讲解
描述
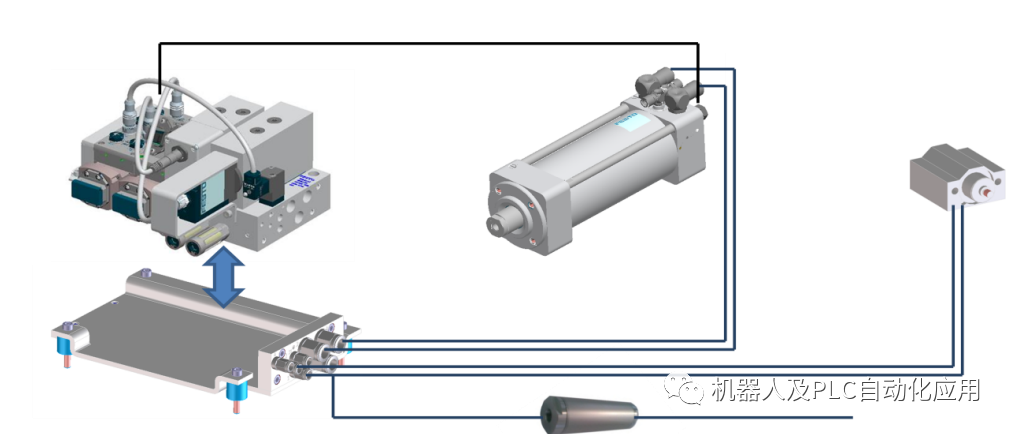
现场总线节点
伺服气动焊枪系统支持各种现场总线协议。该设计的基础是CPX现场总线节点FB35 – Profinet FOC(光纤电缆)或FB21 Interbus FOC。
有关现场总线节点功能的详细说明,请参考手册CPX-M-FB35或CPX-M-FB21。
LED指示灯FB34 / FB35
| 网络专用 | NF =网络故障 |
| TP1 =网络活动端口1 | |
| TP2 =网络活动端口2 | |
| 产品专用 | M =修改,参数化 |
| PL =负载电源 | |
| PS =电子电源,传感器电源 | |
| SF =系统故障 |
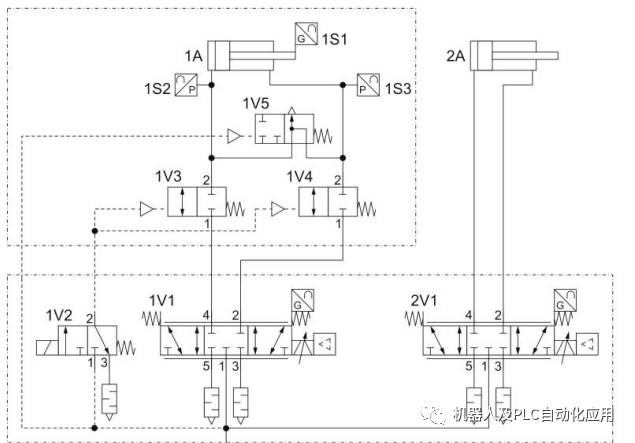
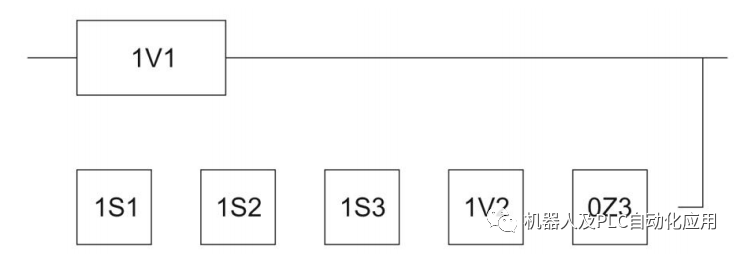
1V1比例方向控制阀MPYE
1V2控制主气缸MSEB中的截止阀
1V3截止阀集成到主缸中
1V4截止阀集成到主缸中
1V5排气阀集成到主缸中
1A1主缸
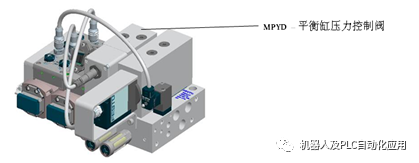
2V1比例调压阀MPYD
2A1补偿缸
0Z1过滤器(5 µm)
连接工作压力和在线过滤器
焊钳气动回路图.
安全功能保护装置免于启动,负载电压US2断开
US2关闭时安全功能停止的结构
在不关闭US2的情况下安全功能停止的结构
1.公称压力 ,5 ... 10 bar.
2.最高 运营压力, 12 bar.
3.允许的超压(t = 1秒,无损坏), 16 bar max. 1 sec.
4.控制器主进气口1的工作介质, 干燥空气,未润滑,压力露点比中温低至少10 K.
5.工作电压–负载电源–逻辑电源24 V ±10 % ,24 V ±10 %.
6.工作电流(负载和逻辑电源).<4 A,仅当现场总线节点上未连接其他模块和阀时.
7.最高 数字量输出的允许负载电流, 250 mA.
8.环境温度,0 ... +50 °C.
9.贮存温度, -10 ... +60 °C.
10.中温, 5 ... +40 °C.
11.最高 允许相对湿度,无凝结, 90 %
12.防护等级, IP 65.
13.电磁兼容–辐射干扰–抗干扰.
14.抗冲击, 抗振性-----严重等级1.
1)必须在伺服箱的主压缩空气连接的前面安装一个5 µm的过滤器(0Z1)。
2)所有连接必须使用适当的保护盖密封。未使用的ProfiNet连接必须使用适当的插头密封。
3)该组件旨在用于工业环境。
均衡器
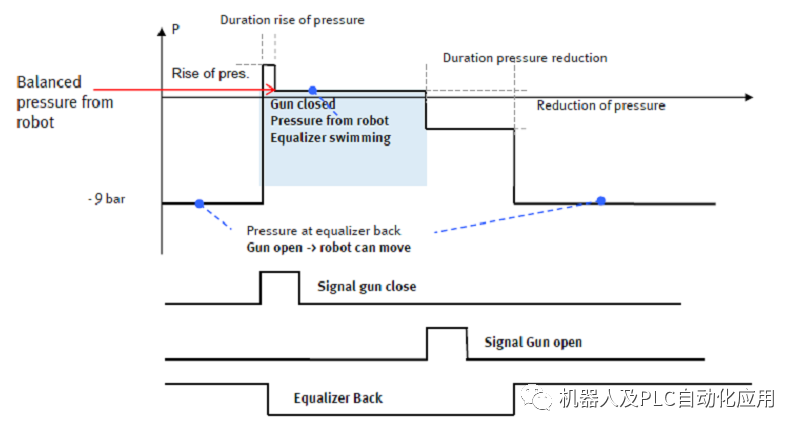
机器人通过信号“关闭喷枪”或“开始学习示教位置”激活均衡器。对于每个焊接点,机器人会发送适当的二进制值以均衡现场总线上的压力。
对于所有其他操作模式,均衡器处于基本设置中。从而通过补偿缸将喷枪保持在初始位置。运营压力。
“均衡器返回”信号表明机器人枪处于初始位置,并且机器人正在行驶。
允许的。当用于控制均衡器的阀中的实际压力报告小于-4.5 bar时,给出该信号。可选地,还可以通过输入2处的终端位置开关监视喷枪的初始位置。
为了克服激活均衡器时的摩擦,可以选择生成启动信号。激活平衡压力后,此启动信号将打开。因此,被粘的电极应轻柔地移动到组件上。
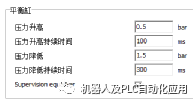
压力上升: 激活均衡功能时压力脉冲的高度。
压力上升的持续时间: 激活均衡功能时的压力脉冲持续时间。
通过“开枪”信号,均衡器返回到初始位置。为了使焊枪能够平稳地进入初始位置,可以设置一个步骤来降低压力。时间到期后,将重新打开均衡器的工作压力。
减压: 减压高度。
减压时间: 减压时间。该时间到期后,将打开全部工作压力。
监控均衡器: 可以取消对均衡功能的监控。对于没有平衡阀的喷枪,可能会发生这种情况。
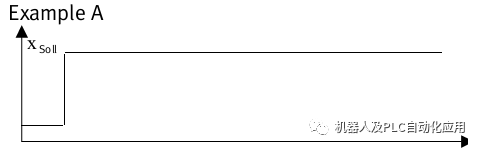
速度和加速度
例如,可以设置主缸速度和加速度的参数,以减小在移动大负载时的扭矩。
主缸运动速度(不适用于7轴操作)。
加速主缸运动(不适用于7轴操作)。
行驶到部件时的速度
开枪速度
最大速度和加速度(v = 100%; a = 100%)
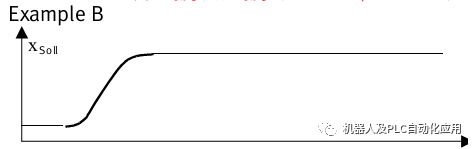
降低的速度和加速度(v<100%; a <100%)< span="">
电极帽
-----
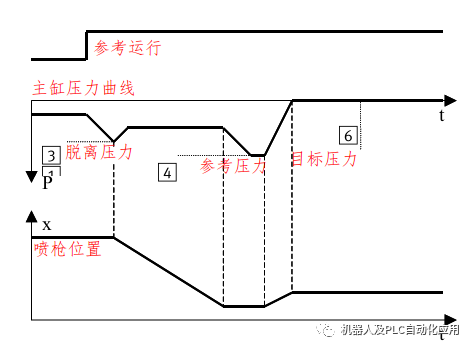
参考运行:
喷枪以缓慢的速度关闭,直到达到参考压力。降低压力直到达到目标压力。当达到目标压力时测量电极的位置。然后喷枪打开到机器人的设定点位置。
对于电极臂较重或摩擦较大的喷枪,可以相应地调整目标压力和参考压力。
参考压力:
当达到该压力值时,可以识别出喷枪已关闭。
目标压力:
压差减小到该值。达到压力后,将测量主缸中的位置。
焊接
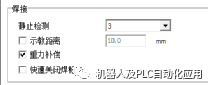
停顿检测
在增力期间,枪支臂可能会因枪支偏转而移动。静止检测值确定阈值,速度必须降至该阈值以下才能生成“达到力”信号。
停顿检测
0:检测已关闭。达到焊接力后即输出“已达到力”
1 … 5 :检测有效。一旦达到焊接力且主缸速度降至极限以下,就会输出“已达到力”信号。
允许的限制随着值的增加而下降。随着过滤器系数的增加,“已达到强制”信号将在稍后输出。
示教距离
0 :示教距离由控制器计算和指定。C喷枪10毫米X喷枪气缸行程至少5毫米
例:X枪平移比1:3,气缸行程= 5毫米,示教距离= 15毫米
1:接近输入的示教距离
重量校正
0: 功能关闭
1: 根据焊枪的空间情况测量摩擦力和臂重量,并针对每个焊接点进行补偿。
快速关闭焊枪
0:功能关闭
1: 从示教距离到零件的闭合过程执行得更快。为此,必须关闭重力校正功能。
7轴
输入用于7轴操作中的跟随误差补偿的参数.
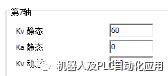
Kv static 补偿切换常数取决于速度。
Ka static 补偿切换常数取决于加速度。
Kv dynamic 补偿切换的动态取决于以下误差。
现场总线: Swap bytes
通过现场总线进行传输时,偶数和奇数字节进行交换。要进行检查,请观察机器人现场总线上的使用寿命。
----------------------------------------------------------------------------
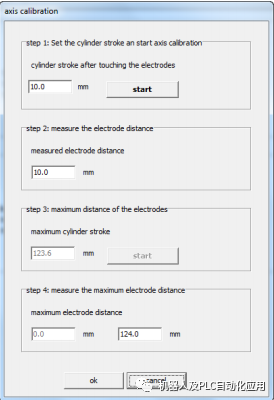
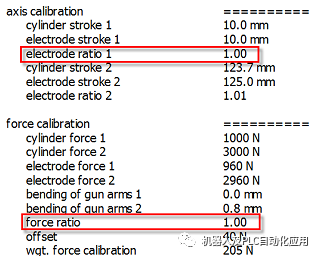
轴校准
轴校准用于确定气缸行程和电极行程之间的零位置和平移比。C型枪的平移率为1.0。X-gun的平移比大于1.0,具体取决于臂长。
轴校准应独立于喷枪几何形状(C / X)进行。在执行轴校准之前,必须安装新的电极盖。必须注意电极轴处于良好状态.
零位
零位置在轴校准中确定,并保存在控制器中。零位置是带有闭合电极的圆柱位置。如果指定的设定点位置为0 mm,则喷枪的电极关闭。
转换比1
平移比1描述电极位置和圆柱位置之间的比率。平移率取决于在轴校准过程中测得的电极开度。平移比是在零位置附近确定的,因此喷枪在小孔的情况下可以精确工作。
转换率2
平移比2是最大电极开度与相关气缸行程之间的比。 平移比2是在轴校准过程中计算的,由操作员通过测量最大喷枪打开处的内部宽度来确定。
机械手或WinSPZ的位置值
机器人通过现场总线接口发送或通过WnSPZ指定的所有位置信息均指电极位置。封闭的喷枪的位置为“ 0毫米”。
最大电极距离
该参数应被视为软件限位开关。如果超出此限制,则会报告错误“无法到达位置”。
由于X枪的机械条件,平移比取决于打开角度而变化。如果打开角度增加,则X枪中的实际电极位置可能与测量的开口不同。
注意:进行零点标定的主要条件是,伺服焊钳没有故障,机器人提供US2电源.
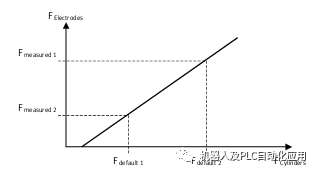
力标定
力校准用于缩放电极力。为此,为两个电极力确定相应的圆柱力。两个校准点足以形成精确的力特性曲线,因为行为在压力和力之间呈线性关系。在按比例缩放时,还将测量并存储当前的摩擦力和重力。这些值用于补偿每个焊接点的重力。机械手为每个焊接点发送所需的电极力。枪的偏转用于更精确地测量组件的厚度。
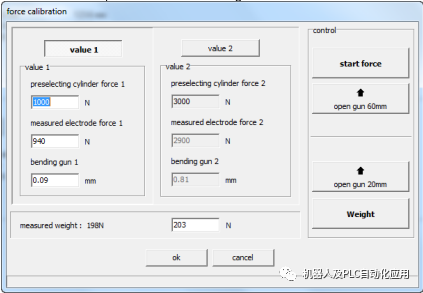
预选缸力: 气缸力的设定值。
测得的电极力: 输入测得的电极力。输入“ ON”会关闭对活动电极的重力的补偿
弯枪(枪的变形量): 力形成过程中枪臂弯曲的区域。释放“启动力”按钮后,将自动输入这些值。注意:要确定弯曲度,必须卸下测功机。
值1应在1000 N电极力下校准。
值2应在最大电极力– 10%时进行校准。
压力测试工具

为了获得所需的电极力,必须指定正确的气缸力。
气缸力1 = 1000 N *焊枪的力平移
气缸力2 =最大 电极力*焊枪的力平移
在力校准中确定用于摩擦力和手臂重量的参考力,以实现与位置相关的自动力平衡。在建立力时,将自动校正与位置有关的手臂重量和摩擦力。可以通过输入0 N测得的称重力或在“专家”对话框和“焊接”类别中禁用“自动校正重量”功能。
气缸力与电极力之比应大致对应于轴校准平移。在焊枪参数的打印输出中可以很容易地检查到这一点。
测得的重力显示在“当前值”窗口中

---------------------------------------------------------------------------------
来自机器人的数据:
设定点位置:
设定点位置描述了焊枪的电极位置。在0 mm位置(零位置),喷枪关闭。当您使用RETURN键确认输入时,该设定值将发送到控制器。1位/ 0.1毫米
焊接力:
在“关闭焊枪”期间用于建立力的电极力。1位= 100 N
均衡器压力:
焊接过程中平衡缸内压差的设定。
注意:机器人的二进制规格值可以在窗口[设定值]中读取。
程序编号:
机器人当前选择的程序号。根据该程序编号,在移动过程中选择存储在控制器中的开关点。(切换点:当喷枪关闭时,从高速切换到低速的电极位置)
注意:为了在自动模式下执行“关枪”功能,机器人必须选择程序编号和车辆类型。
服务程序:
-程序编号:1 -98
-车辆类型:0
焊接程序:
-程序号:99 -255
-车辆类型:1 -255
车辆类型:
查看程序编号
来自WinSPZ软件的数据:
速度
通过WinSPZ和PC控制测试7轴运行的气缸速度。
通过这些变量,可以指定内部斜坡发生器的速度。
加速
通过WinSPZ与PC控制一起测试7轴操作的气缸加速。
通过这些变量,可以指定内部斜坡发生器的加速度。
枪的功能
切换点:
开关点由机器人通过指定程序编号来选择。喷枪以最大速度行进至切换点,然后降低其速度。
| 程序号 | 切换点 | 机器人程序 |
| 1-10 | 40 mm | 强制缩放 |
| 11-20 | 20 mm | 当前缩放 |
| 21-30 | 10 mm | 修整后的帽设置 |
| 31-40 | 20 mm | 盖铣 |
| 41-50 | 5 mm | 开始铣削后的短路焊接 |
| 51-60 | 5 mm | 普通铣削后的短路焊接 |
| Other | 0 mm |
诊断功能,用于检查主缸中的阻塞功能.
喷枪控制器对截止阀1V2、1V3、1V4进行功能测试。该功能测试由机器人通过设置“诊断功能”位来控制。阻止功能已激活。比例方向控制阀1V1被致动。如果主缸1A1中没有压力和位置发生变化,则锁定功能正常工作。
注意:如果断电,“诊断功能错误”位将保留。如果诊断功能已成功运行,则将复位“诊断功能错误”位。
截止阀1V2、1V3、1V4被切换。主缸1A1的连接件2和4被加压。检查主缸1A1中的压力和位置变化。
诊断I / O:
诊断功能I / O = 1
常见错误= 0
准备好枪= 1
诊断错误:
诊断功能错误= 1
常见错误= 1
准备好枪= 1
错误保存在EEPROM中。
只有通过成功运行诊断功能才能确认错误。
如果通过主缸中的截止阀1V2,1V3,1V4检测到压力变化或位置变化。
审核编辑:刘清
-
基于Labview的气动伺服系统辨识2016-04-19 3394
-
基于专家系统的焊枪姿态智能控制系统2009-06-17 526
-
气动数字伺服实验台的研制2009-06-30 752
-
气动伺服DSP控制器研究2018-01-30 925
-
气动伺服焊枪的研究进展及展望2018-03-02 1164
-
气动伺服焊枪软接触研究2018-03-09 883
-
改进RBF网络PID算法在气动力伺服系统中应用2018-03-13 1227
-
FESTO电磁阀在工业控制中起到的作用2018-06-20 1627
-
工业控制中,FESTO电磁阀起到的作用2018-06-15 2999
-
伺服气动焊枪系统支持各种现场总线协议2021-01-18 3372
-
AVR单片机在直流伺服控制系统中的应用讲解2021-09-22 1038
-
Festo气动培训资料2022-03-10 1227
-
PLC组态FESTO焊枪说明2023-01-14 1527
-
PLC组态FESTO焊枪步骤2023-04-01 1380
-
液压伺服系统的类型和应用2023-11-01 2570
全部0条评论

快来发表一下你的评论吧 !
