

三防漆自动涂覆工艺的常见问题及解决方法
描述
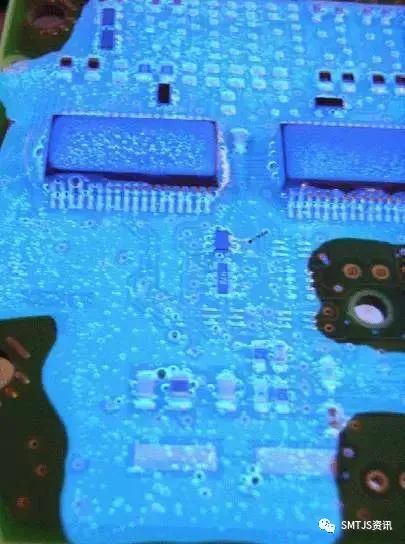
三防胶常见工艺问题分析之气泡常见的气泡类型:
1、直径大于300微米的大气泡

2、直径小于300微米的小气泡

3、大小气泡同时出现
如何解决气泡?
首先需要了解:
涂覆线的所有工艺;
三防漆的类型;
三防胶的黏度和厚度;
使用的涂覆设备;
固化设备;
板子的设计。
典型的溶剂型涂覆线:
选择性涂覆设备(1m2)+流平挥发传送带(1m2)+4m 红外固化炉(如果是UV胶,UV炉1m)
溶剂的挥发/红外固化
溶剂随着温度的升高挥发速度加快。
以下情况能产生气泡:
太多的溶剂留在漆膜中;
炉温太高---表层快速结皮;
三防胶黏度过高,气泡无法迅速释放;
三防胶厚度过厚,气泡无法迅速释放;
流平挥发区域排风过大;
流平挥发区域排风过小。
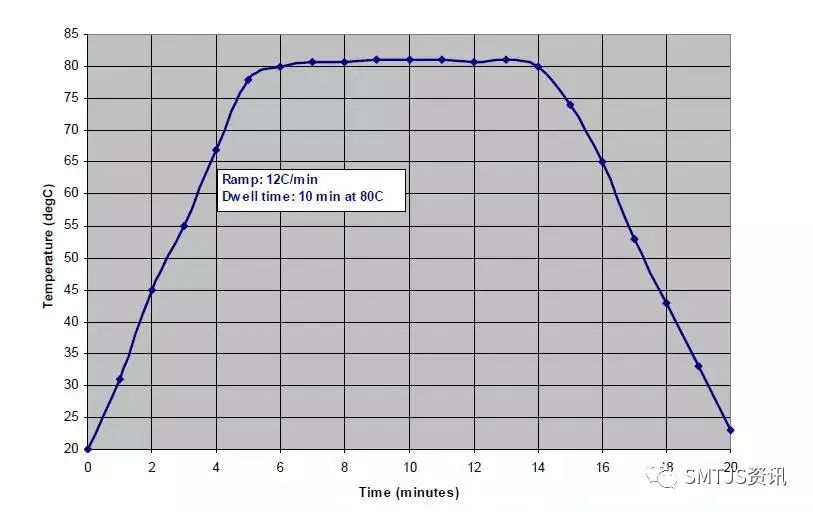
因此建立正确的炉温曲线非常重要。
以下是一个典型的溶剂型三防胶的固化炉温曲线:
怎么办?
板子1过正常流程;板子2室温下自干。
表干后比较两块板子,如果气泡出现在:
只有板子1,应该是固化时产生;
板子1和2,应该是涂覆时产生;
只有板子2,从未发现过此种情况。
另外,气泡的位置同样很重要(与板子设计有关)。
解决:
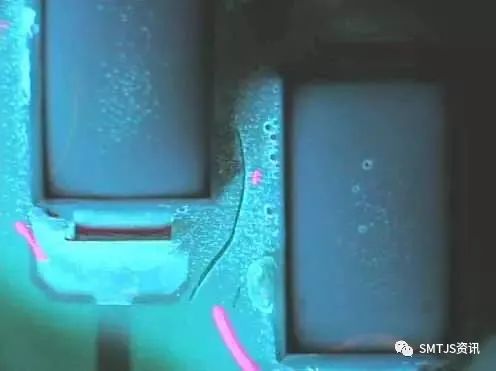
大气泡=溶剂沸腾
优化炉温曲线,降低炉温曲线爬坡坡度;
增加固化前流平溶剂挥发量;涂覆时减小胶量,
如减少重叠涂覆区域。
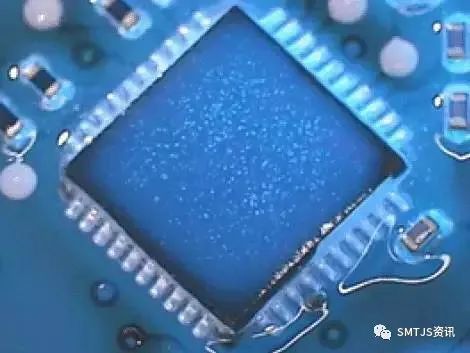
小气泡=压缩空气式漆罐涂覆方式
降低漆罐的气压;
降低固化炉温;
增加固化前流平溶剂挥发量;
更换稀释剂类型。
三防胶的气泡
三防胶常见工艺问题分析之裂纹
因为膜厚过厚引起的裂纹
因为助焊剂残留造成的裂纹

如何解决裂纹?
优化炉温曲线,炉温不能过高;
确认涂层已经完全固化,以达到最佳的性能;
减小膜厚;
清洗板子,尤其是焊点周围。
三防胶常见工艺问题分析之起皮元器件上的分层

阻焊层上的分层

阻焊层与三防胶涂层的兼容性
阻焊剂的成分里含有添加剂,用来改善表面质量(如美化修饰、增加耐磨性、增加润湿性等等)
这些添加剂可能会对三防胶涂层产生兼容性影响。
阻焊层修饰

明亮的修饰=阻焊层没有被正确处理=表面质量不一致
表面能量:达因笔
使用方法:
把达因笔装满墨水,测试范围32-44达因/cm
建议最小能量:38达因/cm,以获得较好的润湿效果和附着力

42达因/cm:失败
38达因/cm:成功
因保护造成的分层

移除保护时造成分层,漆层附着力较差
建议涂层达到指触干燥时(涂层仍柔软)去除保护
如何消除分层
减小膜厚
减小炉温升温速度
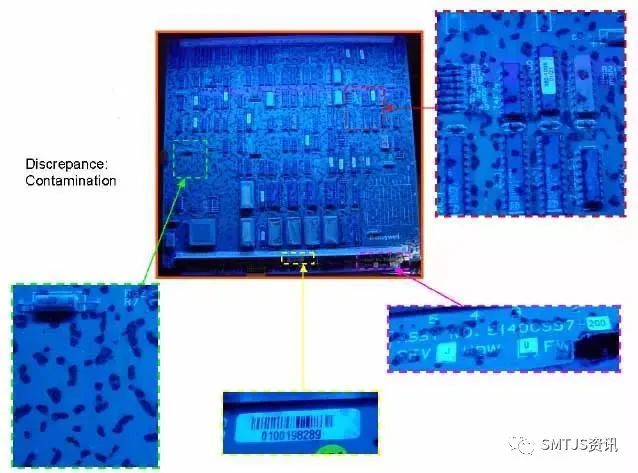
三防胶常见工艺问题分析之污染污染有两种:离子型和非离子型
脱模剂污染:

助焊剂残留:

指印:

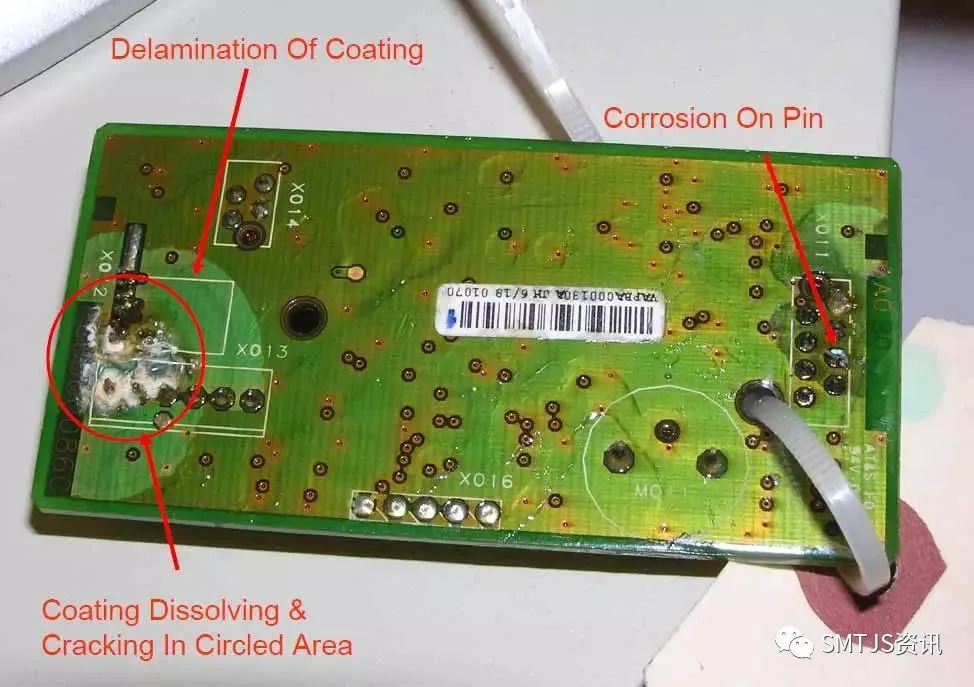
因污染造成的缺陷:涂层剥离、涂层溶解或开裂、焊点腐蚀
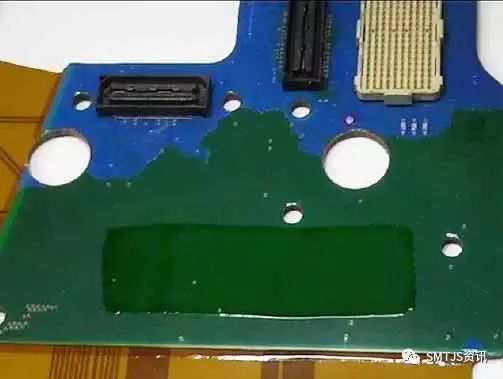
慢性反润湿
原因:
大面积污染;
阻焊层的表面活性剂含硅;
粘合剂含硅;
清洗槽污染;
HASL(热风整平)造成的污染。
局部反润湿1

解决:
接触板子时戴手套;
清洗板子;
溶剂型三防胶比水溶性或100%固含量的三防胶更不容易产生反润湿。
局部反润湿2

原因:
漆膜太薄;
稀释剂过多;
PCB表面能量过低。
解决:
清洗板子;
使用黏度更高的三防胶。
针孔

原因:
有灰尘或其他脏污在板子表面;
一般手喷会产生此问题。
解决:
清洗板子;
水性三防胶更容易产生针孔;
使用溶剂型三防胶。
污染从何而来?
板子的制作过程;
元器件;
装配设备;
焊接工艺;
操作员的操作;
不正确的清洗。
怎么办?
清洗板子;
对于非清洗的板子,建议使用溶剂型的三防胶;
对于被污染的板子,水性漆和100%固含量的三防胶会比溶剂型更容易产生缺陷,因为水性漆的表面张力>溶剂型表面张力。
三防胶常见工艺问题分析之毛细现象
毛细现象图片

毛细现象的原因
受以下问题影响:
板子设计:小间距管腿连接器
过于苛刻的涂覆要求
三防胶黏度过低
三防胶流量过大
底材与三防胶的表面张力不合适
怎么办?
涂覆区域与连接器距离增加
在连接器周围使用遮蔽胶形成围栏
使用黏度更高的三防胶降低膜厚
清洗板子或者重新设计板子。
审核编辑 :李倩
-
三防漆在PCB电路板的使用工艺中有哪些方法?2017-05-27 3949
-
什么是三防漆?三防漆涂覆标准和三防漆工艺的规范和要求2022-06-23 17378
-
线路板三防漆涂覆技巧及工艺要求2023-07-25 3786
-
pcb板三防漆的种类以及涂覆工艺有哪些?2023-08-02 3027
-
三防漆涂覆相关知识与常见工艺要求!2024-04-18 2456
-
线路板三防漆涂覆工艺及要求2024-11-12 1992
-
三防漆的涂覆工艺2025-07-24 1862
-
三防漆涂覆工艺流程全解析2025-11-19 1228
-
三防漆工艺全流程解析:从涂覆到固化的关键控制点2025-12-29 960
-
三防漆涂覆工艺技术规范2026-05-14 680
全部0条评论

快来发表一下你的评论吧 !
