

软包电池极片断裂现象的机理和保护方法研究
电池技术
描述
由软包锂离子电池构成的电池模块中,电池堆叠是常见的结构形式。堆叠的软包电池需要承受一定的压力以对电池本体进行必要的约束。
前期研究过程中发现,在受压状态下卷绕式软包锂离子电池经过多次充放电后极片会发生断裂。本文将对这断裂现象的机理和保护方法展开研究。
锂离子电池电极的断裂与电池负极材料的膨胀和外部压力有关。在电池充电和放电过程中会产生应力,与应力有关的研究如下:当锂离子嵌入正极或负极时,锂离子浓度的不均匀可能导致应力的产生。
因此,电极表面的拉应力会导致裂纹的扩展,从而导致机械电极材料的降解。由于在电化学循环中锂/锂离子从活性材料中嵌入/脱出,扩散引起的应力是导致电极断裂和疲劳失效的主要原因,所以电池内部应力的变化可能引起溶胀。
下文描述了应力诱发的膨胀:一般而言,在锂嵌入和脱嵌过程中,由于体积膨胀引起的机械应力可能发生在电极中。此外,反复体积膨胀会导致循环过程中电极材料的循环应力。
锂离子电池中石墨复合电极循环充放电会导致电极周期性的体积变化,从而导致电极退化和容量衰减。
在锂离子电池的充电和放电过程中,阳极和阴极材料在嵌入或脱嵌锂时膨胀和收缩。石墨是最常用的负极材料,其体积膨胀率高达10%。在高容量阳极材料如硅和锡中能观察到更大(高达300%)的体积变化。
用封装三元锂电池组的压力及在充放电过程中发生膨胀产生的压力都对电池性能有很大的影响。
在0~5000N的恒压力下0.5C充放电,电池厚度的最大膨胀量为电池厚度的1.8%左右,电池容量随着压力的增加有所降低;在0~5000N保持恒变形进行0.5C充放电,电池承受的压力相对初始压力的变化为40%左右。
5组卷绕工艺的软包锂离子电池施加不同的压力进行充放电,施加2kN以上压力的电池经过2000次循环后极片发生断裂;不加压力的电池负极片产生大量的析锂现象;施加1kN压力的电池不仅能避免极片断裂,还能在一定程度上抑制负极析锂现象。
本文分析了受压状态下软包锂离子电池极片断裂的机理,得到极片断裂保护方法,为电池模块设计提供依据。
1 断裂现象及机理
1.1 断裂现象
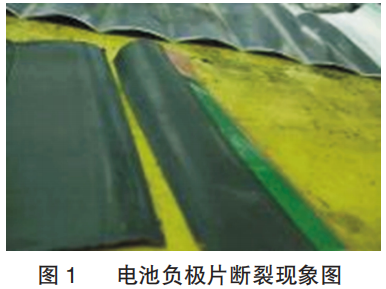
第一阶段实验中选取的三元聚合物软包锂离子电池型号为8865190(即长×宽×厚=190mm×65mm×8.8mm),容量10Ah,采用卷绕工艺,隔膜为PP膜,研究过程中发现:卷绕结构的软包锂离子电池在受到压力的状态下,充放电循环2000次以后,电池的负极极片有断裂现象。断裂情况见图1。
还发现承受压力超2000N的几组电池最后拆解时(充放电循环2000次以上)都有类似的极片断裂现象。施加1000N压力的电池有极片局部断裂现象,没有施加压力的电池无极片断裂现象。
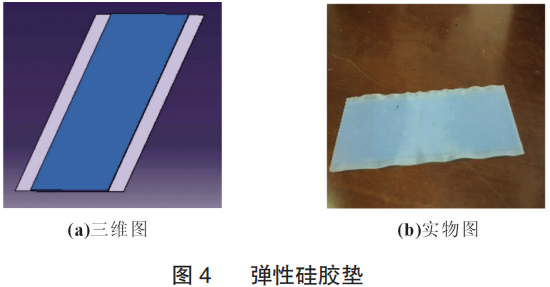
总结断裂现象的特点发现:电池极片发生断裂的位置多数都是在负极片的最内层第一个弯折处,即图2中A处。A处局部放大图见图3。
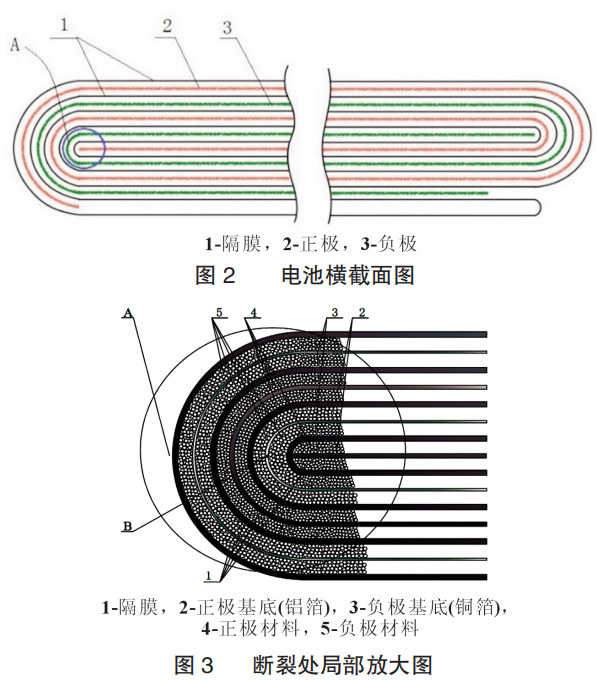
准确的断裂位置即图3中的B位置,负极片的第一个弯折处。从图中可知,正极片的基底材料为铝箔,负极片的基底材料为铜箔,其在锂电池内部是用于导电的。
正负极材料分别涂覆在基底材料上,正负极耳分别焊接在最内层铝、铜箔上。当涂敷有负极材料的铜箔断裂后,电池内部结构发生改变,将对电池性能造成影响。因此负极片断裂是一个不可忽视的问题。
1.2 断裂机理分析
锂离子电池主要由正极、负极、电解液和隔膜组成。三元锂离子电池正极材料是镍钴锰酸锂Li(NiCoMn)O2。镍钴锰酸锂晶体结构稳定,在充放电过程中锂离子脱嵌对晶格体积影响极小。
电解液和隔膜在电池中所占的比重较小,且本身都具有可压缩性,因此主要考虑锂离子脱嵌对负极石墨的影响。负极材料石墨具有层状的原子结构,其化学方程式为:

理想情况下,充电时锂离子从正极脱出来均匀地嵌入到负极石墨中去,放电时锂离子从负极石墨中脱出来穿过隔膜嵌入到正极中去,在脱出过程中不影响原来层状石墨的内部结构,石墨内部的间隙完全是弹性的,所以理想状态下锂离子电池每一次循环都发生膨胀、收缩过程,体积都不变。
实际情况下电池充电时,正极材料中的Li+脱出来穿过隔膜并不是均匀地嵌入到负极石墨中,运输通道时刻在发生变化;放电时,Li+又从负极石墨中脱出来穿过隔膜进入到正极材料中,这时Li+在石墨中脱出来的位置与充电时嵌入进来的位置不同,嵌入和脱出的Li+的量不等,且层状石墨内部间隙是非弹性的。
当Li+嵌入到负极石墨时会破坏石墨层间原有的力平衡,增大原子之间的斥力石墨会发生膨胀;当 Li+从负极石墨中脱出来石墨又会收缩,但总体膨胀的量要比收缩的多,最终导致每一次充放电环负极不可逆膨胀就会增多。
锂离子电池在充电过程中由于石墨膨胀现象引起电池体积会有一定程度的膨胀,但此时的膨胀是均匀的,所以不会有极片断裂现象。假如对电池厚度方向施加压力限制其沿厚度方向膨胀,会使电池内部应力增大,负极片上的材料就会往应力较小或无约束的地方(侧面)延伸,涂覆负极材料的铜箔就会往外侧膨胀。
对其施加的压力越大,铜箔往外拉延越多,经过两三千次充放电循环,铜箔拉延超过抗拉疲劳强度,导致负极极片断裂。由此推断,电池极片发生的断裂是石墨膨胀现象与电池外部压力共同作用的结果。
2 保护方法
2.1 减小压力
根据断裂机理的分析结果,最简单的宏观保护方案是减少电池本身承受的压力。但是,动力锂离子电池在成组结构的应用中,必须承受一定的压力。此外,在前期研究过程中发现,适当的压力对电池的使用寿命是有利的。所以如要寻找适当的压力(在该压力下既可以保证极片不断裂,又可以保证电池寿命不受影响),需要进一步实验来探究与验证。
2.2 调整压力分布
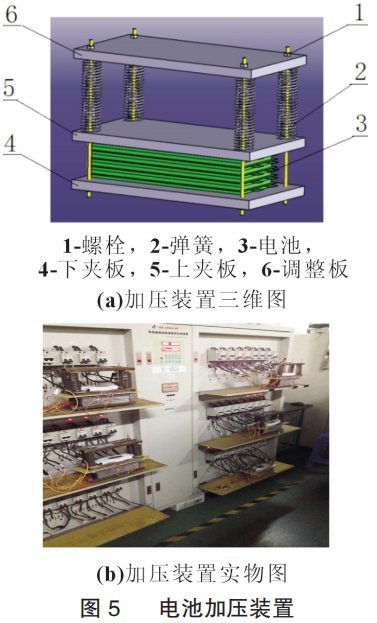
减小压力的根本目的是减少电池向侧面的膨胀,也就是电池两侧的压力需要减小。同时电池中间大部分区域又需要一定的压力以保证电池寿命,一种解决思路就是设计一个压力调整装置,添加在电池之间,使电池中间部位承受的压力大,两侧承受的压力小。为此,设计如图4所示的弹性调整垫。
该弹性硅胶垫形状大小与电池尺寸相匹配,采用中间厚两侧薄的结构。中间部分的厚度为0.7mm,两侧各留10mm宽度的变薄区域,变薄区域的厚度为0.2mm。
构造电池模块时,在电池之间增加这样的硅胶垫后,电池两侧所受到压力将小于中间部分。中间部分承受的压力根据电池寿命需要设置最优压力。
两侧的压力减小则可以减小体积向侧面膨胀,减小极片断裂的风险。
弹性硅胶垫采用硅胶材料制造,具有良好的弹性和恢复性,压力变化和温度波动时有适当的柔软性,并且能与接触面很好地贴合。
3 实验验证
为证明分析的正确性,以及保护方案的有效性,设计如下实验进行验证。
3.1 实验方案
本实验选用与第一阶段实验相同的三元聚合物锂离子电池,电池型号为8865190,容量10Ah,采用卷绕工艺,隔膜为PP膜。
针对实验目的,设计制作的加压装置见图5。
多个板状软包锂离子电池层叠布置在两块夹板中间。根据胡克定律公式F=kx,调整弹簧的压缩量,从而改变施加在上夹板的力,并最终调整了给电池的压力。
为实时测量压力,在最上层电池与上夹板间布置压力传感器。 进行实验测试的电池有五组,每组有五个电池,对其中四组电池分别施加0、400、800、1 200N的压力进行充放电循环。
另外一组电池之间增加如图4所示弹性硅胶垫,然后施加800N压力进行充放电循环。
利用企业生产车间的化成柜进行充放电循环。一个完整的充放电循环如下:充电过程为先恒流5A充电至电压为4.2V,后转入恒压充电,保持电压4.2V,充电至电流降为1A停止,然后搁置10min;放电过程采用恒流放电,放电电流10A,放电至电池电压降到3.0V截止,然后搁置10min。如此不断进行连续充放电循环实验。
3.2 拆解结果
实验结束后在真空箱内对电池进行拆解,同时进行记录,每个压力组都有5块电池同时实验,取其中循环次数高、无更换的电池研究。图6为无硅胶垫实验组电池拆解后图片。
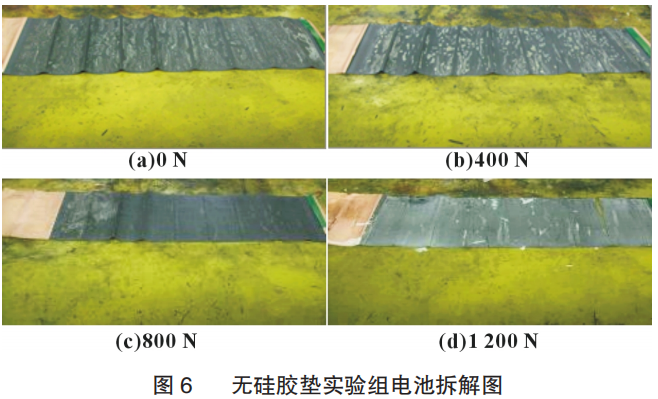
从电池的拆解图片可以看出:0N组电池极片完全没有发生断裂;400N组的电池极片也没有发生断裂,但是翻折边处有断裂的趋势;800N组电池极片也没有发生断裂,翻折边处断裂的趋势更明显;1200N组电池极片翻折边处最里侧几乎完全断裂。由此可知减小压力对防止极片断裂是有效的。
图 7 为有硅胶垫、施加压力800*N(*代表有弹性硅胶垫)组编号为14号的电池拆解后图片。
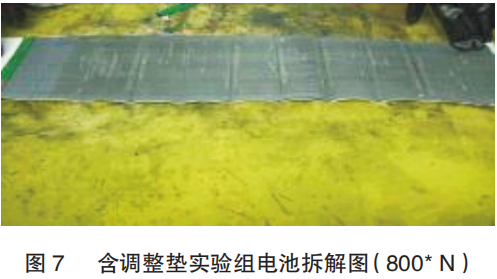
从电池的拆解图片可以看出:800*N组电池极片完全没有断裂,也没有发现断裂的趋势,而800N不加弹性硅胶垫片的电池在翻折边处出现了断裂趋势,而1200N不加弹性硅胶垫片的电池极片翻折里侧几乎完全断裂。由此验证了增加弹性硅胶垫对防止极片断裂是有效的。
同时还发现0N组和400N组电池负极极片表面产生大量析锂现象,其中400N组析锂几乎覆盖整个负极极片;800、800*和1200N组的电池发生局部析锂现象,其中800*N组和1200N组电池几乎只在极片翻折处存在少部分析锂,而800N电池端部存在大面积析锂。这说明压力可以抑制析锂现象的发生。
同时压力对电池的寿命也是有影响的。充放电次数达到2000和3000次时这五组电池的剩余容量如表1所示。
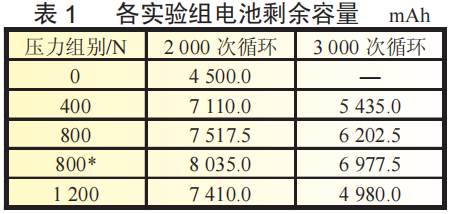
由表中数据可知,800N压力是最合适的,施加的压力过小(400N)或者过大(1200N),对电池的剩余容量都有不利影响。
不加压力的电池在2000次循环时就表现出较大的容量差距,该组电池都未能够完成3000次充放电循环,因此不加压力是不合适的。两组施加800N压力的电池容量也有一定差别,增加弹性硅胶垫的那组电池平均剩余容量更多。
因此防止极片断裂不能简单地减小电池受到的压力,还应该兼顾电池寿命的要求。应该给电池施加最有利寿命的压力。
由上述实验可初步判定施加800N左右的压力,同时配合弹性硅胶垫后不仅电池极片不会发生断裂,而且电池的循环寿命也相对更好。
4 结论
本文研究对象为采用卷绕工艺生产的三元软包锂离子电池。针对软包锂离子电池在承受压力情况下多次充放电后负极片发生断裂的问题,提出采取减小压力和调整压力分布两种解决方案,并进行实验验证。 实验结果表明,减小电池受到的压力可以有效防止电池负极片断裂。
但是,当施加在电池上的压力小于400N时,电池的析锂现象会变得严重,从而影响电池的剩余容量。对比实验结果可知,最优的外部压力为800N(69kPa),3000次充放电循环后电池负极片仅有局部断裂现象,而且剩余容量为初始容量的62%。如果在电池之间增加可以改善压力分布的弹性硅胶垫,则电池负极发生断裂的倾向更小,而且剩余容量也增加到初始容量的69.8%。
通过本文的研究,找到了电池负极片断裂的原因,验证了防止电池负极片断裂的有效方法,为电动车辆动力电池模块的设计提供了可信的参考依据。
审核编辑:刘清
-
软包电池和硬包电池的区别有哪些呢?2024-05-07 18036
-
什么是软包电池?软包电池就是石墨烯电池吗?2024-04-28 5015
-
软包电池是什么?软包电池具有哪些特点和优势?2024-02-22 6704
-
软包电池优劣势有哪些?2024-01-10 5547
-
保护器件过电应力失效机理和失效现象浅析2023-12-14 2323
-
软包电池激光焊接详解2023-08-31 2701
-
软包锂电池和硬包锂电池的区别介绍2022-08-31 13564
-
金属断口学的发展及微观断裂机理研究可靠性检测2021-12-21 6724
-
软包锂电池和铝壳电池哪个好2021-09-21 16839
-
软包电池是什么,它有什么优势2020-12-25 5271
-
三元锂电池软包和聚合物锂电池软包之间的区别是什么2020-11-09 10459
-
锂电池软包和硬包锂电池的区别介绍2018-02-24 78128
-
软包锂电池胀气怎么办_软包锂电池胀气还能用吗2018-02-04 36436
全部0条评论

快来发表一下你的评论吧 !
