

导线与导线的绕接焊接”和“跨接导线的绕接焊接技术分析
连接器
描述
前言
《电子产品高可靠性电装工艺》培训教材(现代电子装联工艺技术平台出版)中,编著者就 “导线与导线的绕接焊接”和“跨接导线的绕接焊接”等电装工艺技术问题提出了见解,笔者现就这些问题也谈谈自己的看法,进行商讨。
一.导线与导线的绕接焊接
在《电子产品高可靠性电装工艺》培训教材(现代电子装联工艺技术平台出版)中编者提到:“导线与导线的的互联,可采用绕接的方法进行连接。绕接的的导线应采用单股镀银铜线,在二根导线的端头上弯绕6圈以上,但不允许进行密绕。这样有利于焊料能润湿到焊接点的内部。导线与导线的之间的连接,如图2所示。”

图1
图1所示的导线连接实际上并不是导线之间的绕接连接,而是搭接连接。
如图2所示的搭接连接都是不允许的。


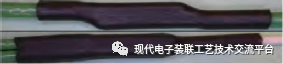
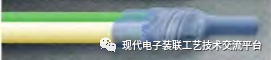
图2
1.什么是导线绕接连接?什么是绕焊?军品允不允许导线与导线绕接连接?
(1)QJ2828《电子装联术语》中绕接的定义是:“利用专用工具,将导线在拉力作用下,按规定的圈数,缠绕在有棱角的接线柱上,使导线与接线柱产生刻痕,形成气密区,构成可靠的电连接的工艺过程。”
(2)QJ930对绕接的定义是:利用专用绕接工具,将金属导线在拉力的作用下,按规定的圈数,缠在有棱角的接线柱上,使导线产生刻痕或导线与接线柱二者都产生刻痕,形成气密区构成可靠的电连接,如图3所示。
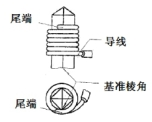
图3 QJ930规定的绕接
绕接是指导线与接线柱的连接,不是指导线与导线的连接。
(3)QJ2828《电子装联术语》中绕焊的定义是:“电子元器件引线或导线紧绕在端子上然后进行焊接的工艺过程。”
(4)不允许在导线与导线之间进行绕接连接,如图4所示。

图4 导线与导线之间的绕接连接
2.导线与导线的搭接与转接
(1)标准规定
1)GJB1150规定:任何导线不允许续接使用;
2)HB6187规定:元器件的引线或导线要固定在引线孔或接线端子上,不得与其它引线或导线搭接;一个引线孔只能固定一根引线或导线;不允许短线续接使用。
3)QJ603A规定:电缆毛坯中导线一般不宜有接头,如需有接头时,一般应采取压接连接。
4)QJ603A规定:电缆毛坯中导线一般不宜有接头,如需有接头时,一般应采取压接连接。
5)GJB/Z162和SJ20882对导线转接的定义
电缆束毛坯中的导线借助专用工具和指定材料改变导线根数或截面积的方法。
(2)GJB/Z162和SJ20882对导线转接的原则
1)只有在导线根数、导线规格需要变化时允许转接;
2)禁止用于延长电缆线束;
3)外购成品电缆需延长时,按设计、工艺要求进行。
(3)NASA-STD- 8739. 4规定:搭接端头应相互错开, 使导线束的直径保持在最小状态。导线束内导线的搭接接头应交错排列,保证线束的外形增加最小,线朿绑扎完成后其形状不应影响线束的外形、安装和功能。导线之间存在不可避免的搭接时,导线束的搭接接头放置在同样的位置,导致线束直径不一致,可能与周围元器件或零部件产生干涉。如图5所示。
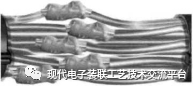
图5 线束导线搭接位置位于线束的同一位置,导致线束直径局部增加(不合格)自带引线的外购件是导线转接的常见形式,尽管按NASA-STD- 8739.
4、GJB/Z162和SJ20882的规定允许按设计和工艺要求对外购成品电缆作延长转接,也必须经过严格的计算和转接接头的选择,不得随意转接。
对于高可靠电子产品,导线的转接仍存在较大的可靠性隐患,现场的转接仅仅是“权宜之计”。
外购件自带引线需要通过延长来满足装配焊接的需求一般适用于首套试制电子产品;首套电子产品装配焊接后,工艺人员应把外购件实际需要的引线长度尺寸和规格反馈给电路设计人员和物质供应部门,要求外购件的制造商在后续提供的产品中按实际尺寸提供外引导线。
3.导线转接类型
导线转接类型见表1。
表1 导线转接类型
| 转接类型 | 图例 | |
| 转接 | 两根导线同向转接 |
 |
| 两根导线异向转接 |
 |
|
| 与一根导线中间转接 |
 |
|
| 三根导线异向转接 |
 |
|
| 四根导线异向转接 |
 |
|
| 对接 | 多股导线对接 | |
4.转接方法
(1)错误的转接
图6所示,把两根导线线芯直接焊接或者用单线(镀银铜线)把两根导线缠绕起来再焊接,外面再用热缩套管保护,在军品中是不允许的。

图6 IPC-620A所展示的导线搭接连接
(2)正确的转接
如需转接,一般应采取压接接头连接,应使用图7那样的专用接头。

连接头D-406 死接头D-436
图7 转接接头
在需要转接时,应采用合适的死接头,把转接导线的导体通过死接头,借助专用工具与要转接的导线压接,压好后需在死接头外套热缩套管。
导线的转接点在一束导线中转接部位要求错位排列并且避开电缆线束折弯处。用死接头将二根或二根以上导线转接为一根,导线转接不在一个横截面上,见图8。
图8 屏蔽线接地线转接
即使对于导线根数、规格变化时,在设计文件专门标出转接位置和转接要求,需要对导线电缆进行转接时,也必须经过严格的计算和转接接头的选择,而不是可以随意转接。
(3)合格的单根导线转接
合格的单根导线转接,如图9所示。
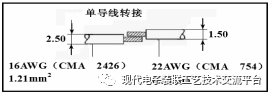
图9 瑞侃公司单根导线转接示意图
单根导线转接步骤如下:
1)产品选择步骤
当焊锡环每端的导线只有一个尺寸并且导线数均不超过2根时:
①确定接头两端的导线线规;
②确定导线两端的导线数;
③从表2选择合适的产品号。
表2 瑞侃公司CWT系列参数选择
| A端:线规及导体数 | B端:线规及导体数 | |||||||||||||||||
| 26AWG | 24AWG | 22AWG | 20AWG | |||||||||||||||
| 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | |||||||||||
| 26AWG | CWT-9001 | CWT-9001 | CWT-9001 | CWT-9001 | CWT-9001 | CWT-9002 | CWT-9002 | CWT-9002 | ||||||||||
| CWT-9001 | CWT-9001 | CWT-9001 | CWT-9002 | CWT-9001 | CWT-9002 | CWT-9002 | CWT-9002 | |||||||||||
| 24AWG | CWT-9001 | CWT-9001 | CWT-9001 | CWT-9001 | CWT-9001 | CWT-9002 | CWT-9002 | CWT-9002 | ||||||||||
| CWT-9001 | CWT-9002 | CWT-9001 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | |||||||||||
| 22AWG | CWT-9001 | CWT-9001 | CWT-9001 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | ||||||||||
| CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9003 | |||||||||||
| 20AWG | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9003 | ||||||||||
| CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9003 | CWT-9003 | CWT-9003 | |||||||||||
| 18AWG | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9003 | ||||||||||
| CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | |||||||||||
| 16AWG | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9002 | CWT-9003 | CWT-9003 | CWT-9003 | ||||||||||
| CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | |||||||||||
| 14AWG | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | ||||||||||
| CWT-9004 | CWT-9004 | CWT-9004 | CWT-9004 | CWT-9004 | CWT-9004 | CWT-9004 | CWT-9004 | |||||||||||
| 12AWG | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9004 | ||||||||||
| CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | |||||||||||
| 10AWG | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | ||||||||||
|
A端:线规 及导体数 |
B端:线规及导体数 | |||||||||||||||||
| 18AWG | 16AWG | 14AWG | 12AWG | 10AWG | ||||||||||||||
| 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | ||||||||||
| 26AWG | CWT-9002 | CWT-9003 | CWT-9002 | CWT-9003 | CWT-9003 | CWT-9004 | CWT-9003 | CWT-9005 | CWT-9005 | |||||||||
| CWT-9002 | CWT-9003 | CWT-9002 | CWT-9003 | CWT-9003 | CWT-9004 | CWT-9003 | CWT-9005 | CWT-9005 | ||||||||||
| 24AWG | CWT-9002 | CWT-9003 | CWT-9002 | CWT-9003 | CWT-9003 | CWT-9004 | CWT-9003 | CWT-9005 | CWT-9005 | |||||||||
| CWT-9002 | CWT-9003 | CWT-9002 | CWT-9003 | CWT-9003 | CWT-9004 | CWT-9003 | CWT-9005 | CWT-9005 | ||||||||||
| 22AWG | CWT-9002 | CWT-9003 | CWT-9002 | CWT-9003 | CWT-9003 | CWT-9004 | CWT-9003 | CWT-9005 | CWT-9005 | |||||||||
| CWT-9002 | CWT-9003 | CWT-9002 | CWT-9003 | CWT-9003 | CWT-9004 | CWT-9003 | CWT-9005 | CWT-9005 | ||||||||||
| 20AWG | CWT-9002 | CWT-9003 | CWT-9002 | CWT-9003 | CWT-9003 | CWT-9004 | CWT-9003 | CWT-9005 | CWT-9005 | |||||||||
| CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9004 | CWT-9004 | CWT-9005 | CWT-9005 | ||||||||||
| 18AWG | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9004 | CWT-9004 | CWT-9005 | CWT-9005 | |||||||||
| CWT-9003 | CWT-9003 | CWT-9003 | CWT-9004 | CWT-9003 | CWT-9004 | CWT-9004 | CWT-9005 | CWT-9005 | ||||||||||
| 16AWG | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9004 | CWT-9004 | CWT-9005 | CWT-9005 | |||||||||
| CWT-9003 | CWT-9004 | CWT-9003 | CWT-9004 | CWT-9004 | CWT-9005 | CWT-9004 | CWT-9005 | CWT-9005 | ||||||||||
| 14AWG | CWT-9003 | CWT-9003 | CWT-9003 | CWT-9004 | CWT-9003 | CWT-9004 | CWT-9004 | CWT-9005 | CWT-9005 | |||||||||
| CWT-9004 | CWT-9004 | CWT-9004 | CWT-9005 | CWT-9004 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | ||||||||||
| 12AWG | CWT-9004 | CWT-9004 | CWT-9004 | CWT-9004 | CWT-9004 | CWT-9005 | CWT-9004 | CWT-9005 | CWT-9005 | |||||||||
| CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | ||||||||||
| 10AWG | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | CWT-9005 | |||||||||
2)CMA/mm2计算步骤
①选择CMA和mm2为导体的计算单位;
②计算每根导体的截面积,并算出他们的总和;
③根据截面积总值,在表3中查找相应的元件编号。
表3 瑞侃公司连接头选择(mm)
| 产品类型 | 导线外径 | 总和截面积CMA | mm2 | |||
| 最小 | 最大 | 最小 | 最大 | 最小 | 最大 | |
| CWT-9001/D-110-35/D-1744-01 | 0.76 | 1.5 | 450 | 1500 | 0.2 | 0.75 |
| CWT-9002/D-110-41/D-1744-02 | 1.0 | 2.8 | 1250 | 4000 | 0.6 | 2.0 |
| CWT-9003/D-110-0181/D-1744-03 | 2.0 | 4.4 | 3600 | 5000 | 1.8 | 2.5 |
| CWT-9004/D-110-0101/D-1744-04 | 3.0 | 5.8 | 4800 | 9000 | 2.4 | 4.5 |
| CWT-9005/D-110-0090/D-1744-04 | 4.0 | 7.0 | 8500 | 16200 | 4.2 | 8.1 |
| CWT-9005/D-110-0083 | 4.0 | 8.6 | 16200 | 25000 | 8.1 | 12.5 |
总计:CMA=3180;mm2=1.59;当选用瑞侃CWT导线连接头时,上述总截面积可选择CWT-9001/D-41/D-1744-02导线连接头。标准AWG导体的截面积见表4。
表4 瑞侃公司标准AWG导体的截面积
| AWG | 28 | 26 | 24 | 22 | 20 | 18 | 16 | 14 | 12 |
| CMA | 177 | 304 | 475 | 754 | 1216 | 1900 | 2426 | 3831 | 5874 |
| mm2 | 0.09 | 0.15 | 0.24 | 0.38 | 0.61 | 0.95 | 1.21 | 1.92 | 2.94 |
上述叙述表明,即使对于导线根数、规格变化时,在设计文件专门标出转接位置和转接要求,需要对导线电缆进行转接时,也必须经过严格的计算和转接接头的选择,而不是如我们在设计缺陷案例分析中所指出的那样随意转接。
从上述单根导线转接计算和查阅表5可以看出CMA的最小值为450;当2根0.1mm2截面积的导线之间进行转接时,CMA=177×2=354,2根0.1mm2截面积的导线是没有合适的转接头的,也就是没有办法进行转接的。
GJB/Z457-2006规定机载电子设备(这里所指的机载电子设备包括GJB/Z457明确划定的飞机、导弹、助推器和类似的飞行器上工作的电子设备)不允许使用截面积小于0.35mm2以下的导线,因此就可靠性而言,截面积小于0.35mm2的导线在军用电子设备,尤其是在机载电子设备上的使用也就受到了很大的局限。
4.两根导线同向转接
当出现2根导线需要同向转接时,可以采用表1的方法,也可以选用终端接头进行压接连接。

图10
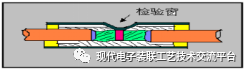
要求导线与终端接头匹配;压接筒与导线绝缘皮之间的间隙小于组合线径的50%;导体接触到压接端子底部;导线股数填满检查窗;压接点居中于检查窗和导线压接筒的导线入口端;压接筒四周的压痕分布均匀切深度一致;压接筒的压接区域内看不到明显裂纹、裂痕或暴露的金属基材;机制接头插针切端面没有锋利的边缘;导体可见。
二.跨接导线的绕接焊接
在《电子产品高可靠性电装工艺》培训教材(现代电子装联工艺技术平台出版)中编者提到:“跨接导线的端头可采用缠绕在元器件的引线上进行焊接,应该在元器件引线上缠绕180º~270º,至少在元器件的引线上缠绕大于90º。并且不允许超过元器件的焊盘范围。跨接导线的绕接焊接见图11。”

图11
这段话及图11至少反应四个不同层次的信息:
跨接线;跨接线与PCB上元器件引线的缠绕(钩接)焊接;印制板上导线与元器件引线的焊接连接;图11连接方式的使用场合。
(一)跨接线
1.什么是跨接线?
GB/T2036:预定的导电图形形成之后,加在印制线两点之间的属于原来设计的电气连线。印制电路板组件上通常有三类连接线:
→导线束引出线或印制电路板组件外安装的部件/器件引出线与印制电路板组件上焊盘或金属化孔之间的连接线,通常叫外接线;
→PCBA上安装的部件/器件引出线与印制电路板组件上焊盘或金属化孔之间的连接线,通常叫内连线,如图12所示;
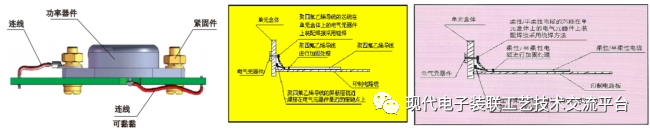
图12 内连线示意图
→预定的导电图形形成之后,加在印制线两点之间的属于原来设计的电气连线。GB/T2036把此类连接线定义为跨接线,如图13所示。
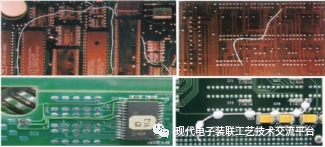
图13 印制电路板上的跨接线
PCB上焊盘或金属化孔与焊盘或金属化孔之间的连接线,即印制电路板上的“点”与“点”之间的连接线,在GB/T2036、QJ3012、QJ165B和HB6207标准中把它称为“跨接线”,俗称“飞线”,美国IPC-610G、IPC-7711/7721和IPC STD-001G把此类连线称为“跳线”。
第一、第二类连接线属于正常的设计范畴,以此来完成电路的连通,是允许的,不属于跨接线,但也必须进行严格的管控;例如,当外引线是聚四氟乙烯导线时,在焊接点前必须进行固定,避免焊点受力;例如,当外引线是屏蔽导线时,导线芯线的焊接点应尽可能靠近印制板的板边,屏蔽线就近接地,缩短“猪尾巴”,以提高产品的电磁兼容性能。
QJ3012规定,这三类连接线通常看成“轴向元件”,与印制电路板上的焊点连接时,导线芯线应插入金属化孔焊接连接,按通孔插装元器件的焊接要求进行,不允许与其他通孔插装元器件引线共用一个金属化孔。QJ3012规定:轴向引线元器件的安装应采用水平安装,如图14所示。
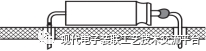
图14 轴向引线元器件的安装应采用水平安装
QJ3117A规定:通孔插装元器件在印制电路板的安装应符合QJ3012的要求。
QJ165B规定:元器件通孔插装应符合QJ3012的要求。
QJ3012规定:跨接线应看作轴向引线元器件。导线作为轴向引线元器件插入金属化孔内安装焊接,如图15所示。

图15 跨接线插入金属化孔内安装焊接
禁止元器件之间采用共用焊盘设计,见图16。

图16 禁止元器件之间采用共用焊盘
禁止元器件引线搭接在器件焊盘上,见图17。
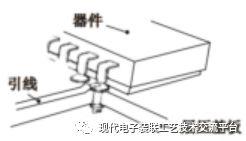
图17 禁止元器件引线搭接在器件焊盘上
禁止导线与其他器件引脚合用金属化孔,见图18。
图18 禁止导线与其他器件引脚合用金属化孔
禁止导线缠绕在通孔插装元器件引脚上,见图19.

图19 禁止导线缠绕在通孔插装元器件引脚上
如需要把导线芯线搭接焊接在印制电路板的焊盘上,则需要按搭接焊接的要求设计专门用于导线搭接的焊盘。
2.跨接线的成因
(1)电路设计缺陷引入的跨接线
印制板上一般不用跨接线,跨接线一般出现在单面印制电路板。在双面或多层印制电路板布局布线设计时,如设计得当,完全可以避免跨接线,至少在交付客户的产品上可以做到。
跨接线给产品的可靠性带来巨大的隐患。电路设计人员应严格按QJ3103A的要求进行正确的布局布线设计,甚至在必要时增加印制板的层数来彻底消除跨接线。
解决跨接线的最好方法是DFM,电路设计师应真正掌握DFM要素,在设计初期就回避跨接线。
发现跨接线的最佳时机是电路设计文件的工艺性审查阶段,工艺人员可以通过对印制板装配图的工艺性审查,及时发现是否存在跨接线?
(2)产品修复和改装引入的跨接线
1)QJ165B:QJ165B把跨接线定位在“修复和改装”:
2)QJ3012
①跨接线应看作轴向引线元器件,且应符合轴向引线元器件安装的详细要求。
②跨接线不应穿越其它元器件(包括跨接线)的上部或下部。
③走线不得妨害元器件或其它跨接线的更换;
④跨接线最长每隔25mm在印制板上应有一个固定点。
3)QJ2940B:只有当考虑时间、费用和用途,不可能安装新导线(引线)时,方可进行修复。
4)IPC STD-001F:IPC STD-001F把跨接线(跳线)定位在“仅在图纸/工程文件或其它合同性行为允许的情况下使用”。
5)IPC-610G:IPC-610G把跨接线(跳线)定位在“不作为未经客户事先同意的维修组件授权”。
3.结语
由设计缺陷所产生的跨接线是不允许的。QJ165B把跨接线定位在“修复和改装”。由产品修复和改装引入的跨接线,跨接线与表面元器件的连接,把导线直接搭焊在贴装元器件焊盘或引脚上是违反“共用焊盘”和禁止在元器件引脚上搭接焊接的禁限用工艺的规定的,在正常产品的设计与组装焊接中是不允许的。
只适合返工返修产品,并需要遵循QJ2940B3.1总则、3.2修复、3.3改装的规定和相关修复和改装的具体要求,进行严格的管控,不是设计人员、工艺人员或操作人员可以任意所为的。
(二)什么是钩焊连接?军品允不允许导线钩接连接?
1.QJ2828《电子装联术语》中钩焊的定义是:“电子元器件引线或导线穿过端子内,然后进行焊接的工艺过程。” 钩焊是指导线与接线端子的连接,不是指导线与导线的连接,如图20所示。

图20 导线与接线端子之间的钩焊连接
2.不允许在导线与导线之间进行钩接连接,如图21所示。

图21 导线与导线之间进行钩接连接
对于导线与导线的衔接(搭接、绕接、钩接和散接),即使在IPC-620B也规定:“在没有事先征得最终用户同意的情况下,不应当使用衔接方式维修损坏或损伤的导体”。
(三)图11连接方式的使用场合
图11连接方式来自QJ2940A,只有返工返修产品才能使用图11的连接方式。
(四)正常设计工艺标准和返修标准的区分
对于导线在印制电路板上的搭接焊接,有人提出ECSS-Q-ST-28C《空间使用印制电路板组件的维修和变更》返修标准是允许导线顺搭在表贴引线上及双列直插引线上的;导线顺搭在表贴引线上及双列直插引线上在QJ2940B《航天用印制电路板组装件修复和改装技术要求》里也有完全相同的展示;如图22所示。
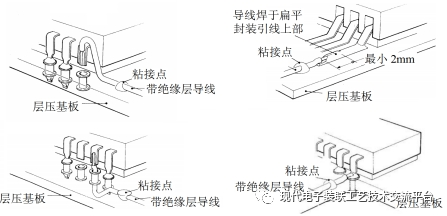
图22 QJ2940B及ECSS-Q-ST-28C允许的导线搭接连接
这里就存在返修标准的适用性问题,也就是ECSS-Q- ST-70- 08C《高可靠性电连接的手工焊接》标准与ECSS-Q-ST-28C《空间使用印制电路板组件的维修和变更》标准或QJ2940B《航天用印制电路板组装件修复和改装技术要求》的区别;正常的设计和工艺与返修是有严格区别的,返修是要影响可靠性的,返修标准上允许的或合格的做法并不表示在正常情况下就允许或表示合格,这里有一个质量控制问题;产品的返修是针对不合格产品而言的,按QJ2940B总则的规定,印制电路板返修中添加导线采用搭接(或其它连接方式)属于修复和改装范畴,必须严格遵循QJ2940B总则的规定,遵循修复和改装的相关要求,并结合产品的技术条件和使用环境要求制定严格的返修质量控制程序,具体参见“高可靠电子整机与单元电装返工返修工艺程序控制”。
编辑:黄飞
-
元器件引脚与导线的 “搭接焊接”技术2023-12-02 13717
-
请大家看一下,“双线绕制”和“双股导线”的区别?2013-04-24 8088
-
印制电路板导线焊接方式2018-09-04 4118
-
铜质编织铜导线,防雷铜导线2019-02-25 1244
-
铜铝焊接案例---铜铝导线的焊接2010-01-29 773
-
电工作业导线的连接和导线绝缘层的剥削及常用绝缘材料2017-09-08 1917
-
导线与导线和线头与接线桩的连接方法图解2017-09-19 3833
-
图文详解导线与导线的连接2018-01-24 27347
-
补偿导线接反会怎样2019-03-07 24132
-
导线与导线的焊接方式有哪几种?操作步骤介绍2019-10-14 40463
-
导线的种类介绍与焊接的方法和技巧2019-10-23 16977
-
导线焊接到塔式接线柱上的注意事项有哪些2020-05-07 5846
-
在焊接导线和元器件连接时的问题解决方法2020-05-11 8005
-
图文详解:手把手教你导线与导线的连接2020-08-06 29591
-
如何连接单股导线2023-09-12 7042
全部0条评论

快来发表一下你的评论吧 !
