

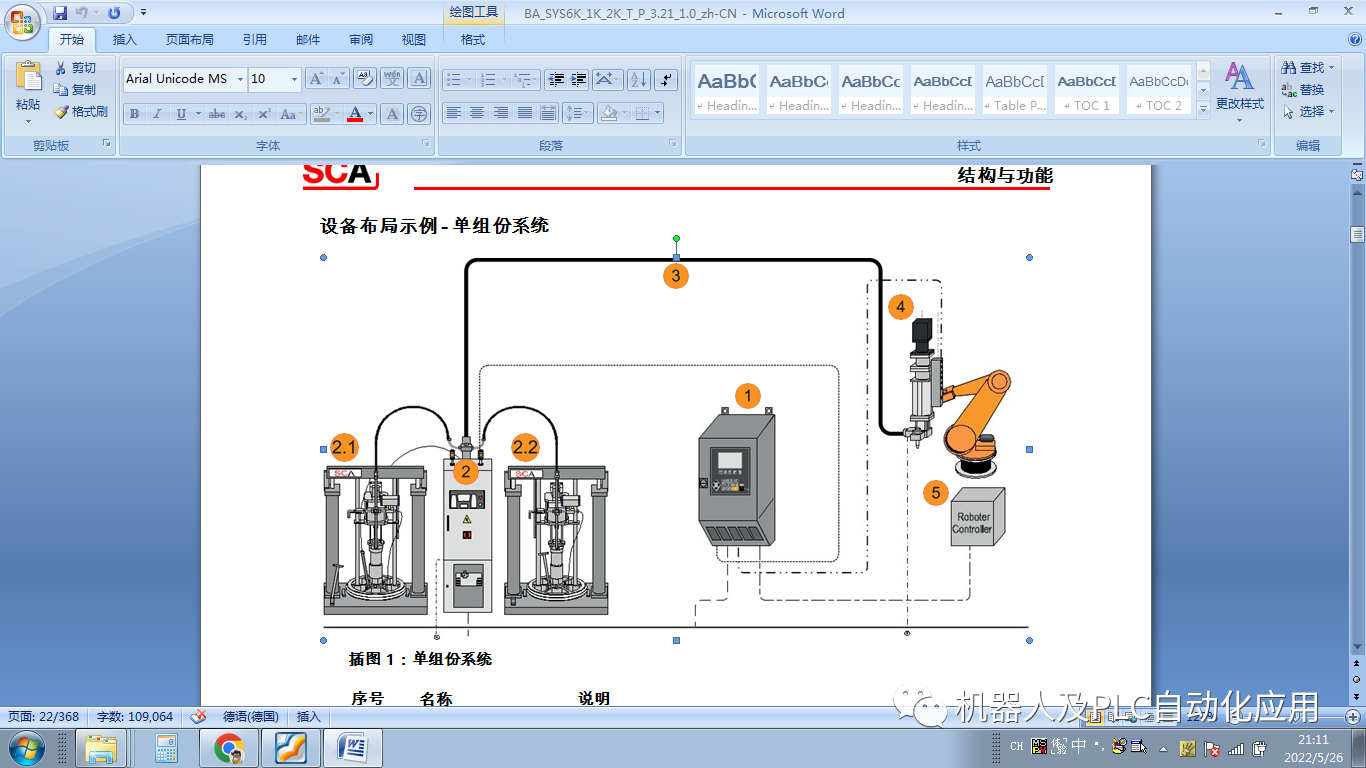
汽车工业中涂胶设备的基础功能介绍
描述
程序
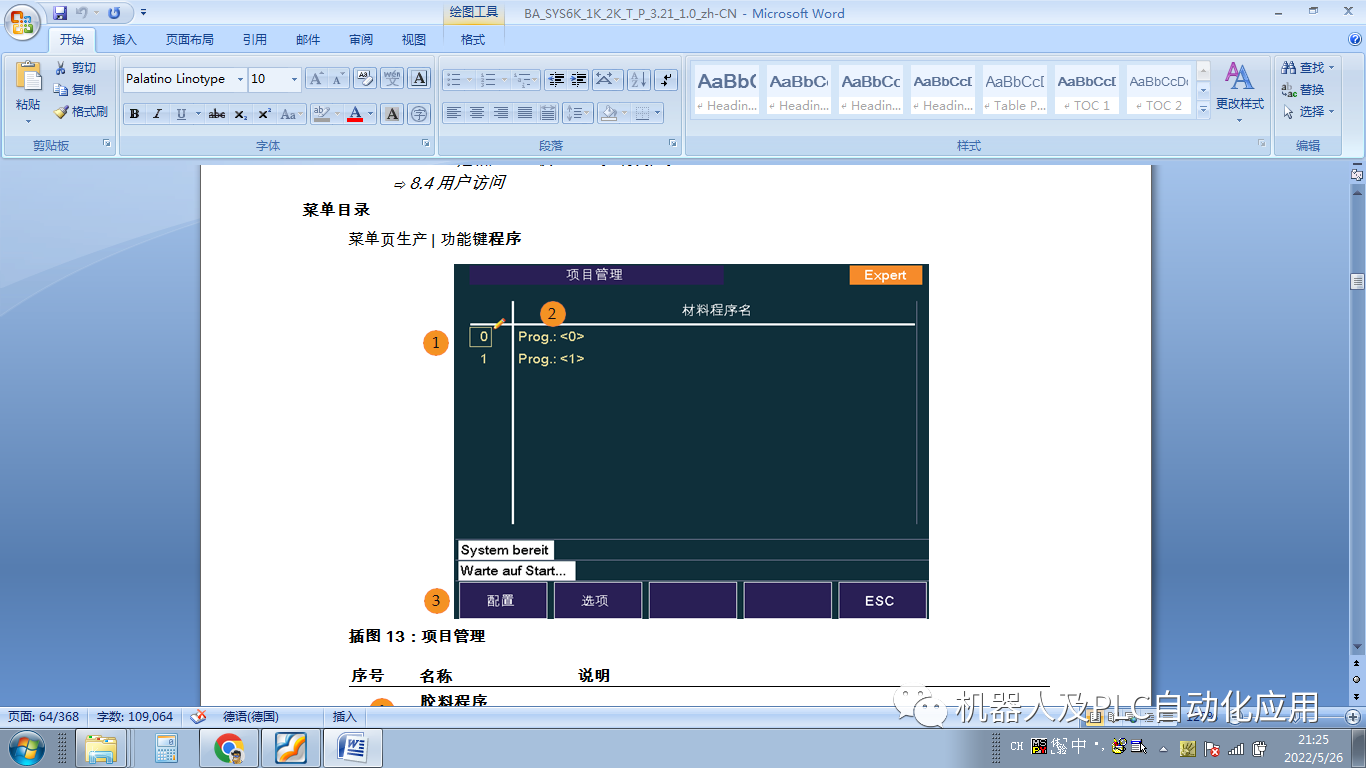
程序包含了涂胶操作所必需的过程参数。在启动涂胶循环之前,上级控制装置选择程序,为涂胶循环确定常规过程参数。在涂胶循环期间不可更换或更改程序。当前涂胶循环结束前,所选程序内设定的设定值必须保持不变。
一个程序包括:
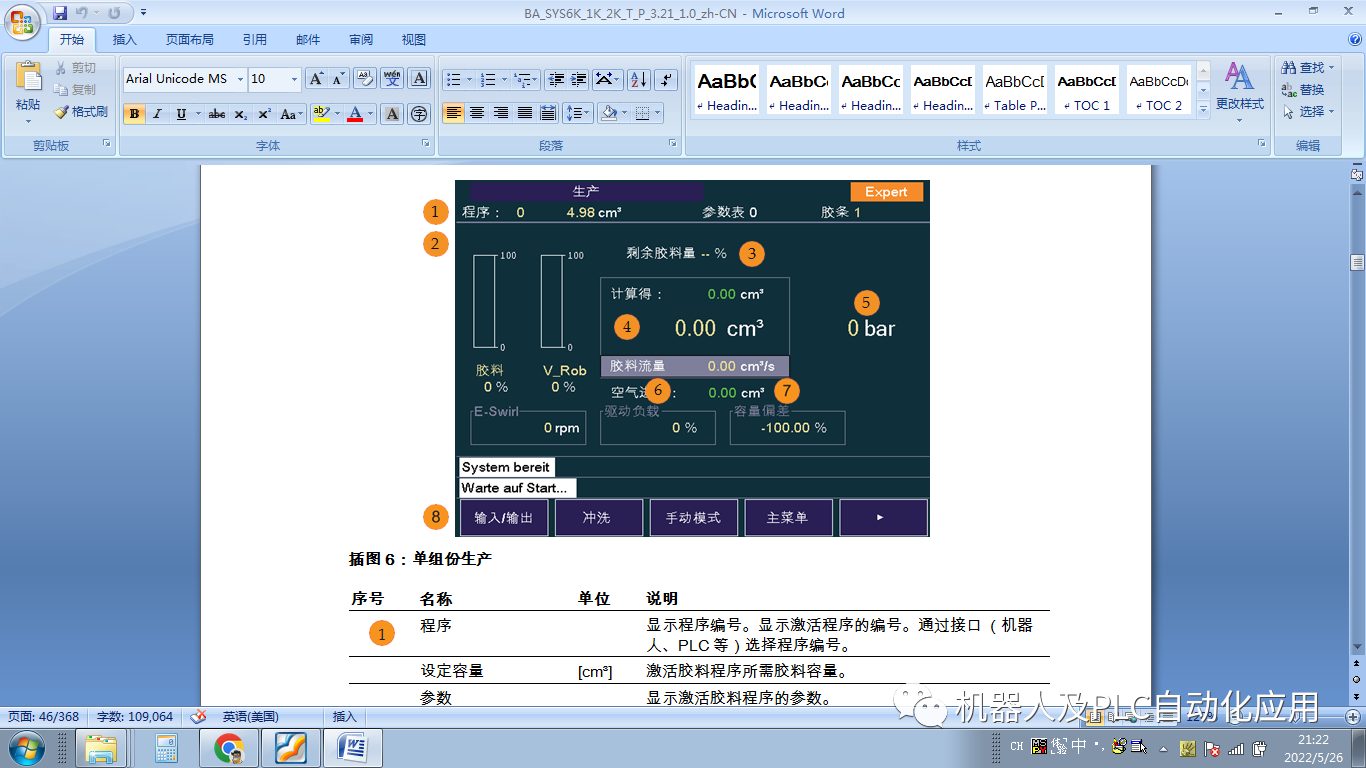
• 程序编号
• 程序名称 (对程序的文字命名)
• 设定容量、上限和下限
• 胶料流量设定值 (进行流量调节时)
• 胶料压力设定值 (进行压力调节时),上限和下限
• 空气比例,喷射空气延时
• 预压设定值
• 单位容量的偏差 (通过容量进行预压力调整时)
• 规定涂胶时间,预压力调整应根据该时间来进行
• 参数组 (胶料流量系数、预压系数、喷射空气系数 (可选)。)
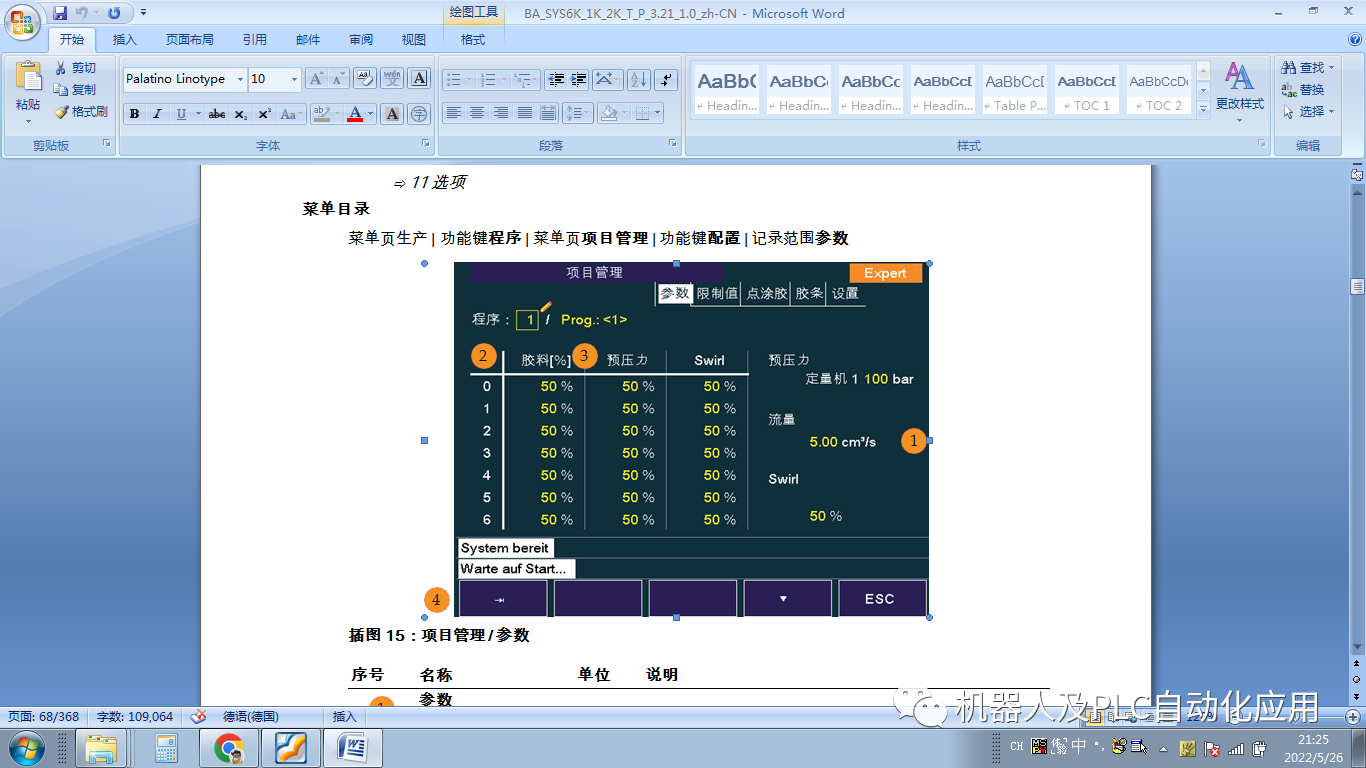
参数组 过程参数可以通过参数组来定义,可在涂胶循环时更改过程参数。例如,选择所需参数组,在涂胶过程中增大或减小胶料流量。
参数组中确定了下列过程参数的系数。
• 胶料流量
• 预压力
• 空气比例 (可选)
预压力
发出启动涂胶循环输入信号后,定量机内会首先形成预压力。达到预压力值时,控制装置 SYS 6000 报告达到预压力。胶枪可以不依赖预压而单独打开。通过建立预压力,涂胶操作可以在涂胶开始时得到优化。
通过下列方法调节预压力:
• 所选程序的预压力过程参数
• 所选参数组的预压系数
自动预压力调整 对有些胶料而言,只在涂胶开始时进行一次预压力调整是不够的,因为在涂胶过程中预压可能会有所改变。因此经常调整预压力是很有必要的。
如 “ 预压力调整 ” 功能已激活,则系统会自动将预压力调整到涂胶压力大小。 不同情况可触发自动预压力调整:
• 在涂胶过程中过一段时间后 (取决于程序)
• 发出机器人信号 (触发信号)(取决于程序)
• 在一定的系统停机时间后
• 排出的胶量与额定胶量出现偏差
• 在涂敷结束时短接缝,取决于排出的胶量 (对比程序中设定的额定胶量)(取决于程序) 自动预压力调整功能通过本控制装置激活或关闭。
虽然这里输入的数值是针对经过一段停机时间后进行自动预压力调整,但对所有其他预压力调整方式也同样有效。 胶料流量 在涂胶期间,胶料流量由下列因素决定:
• 所选程序的过程参数 “ 胶料流量 ”
• 所选参数组的胶料流量系数
• 上级控制装置的胶料设定值 (模拟值) 过程参数胶料流量是以程序特定的。参数组中定义胶料流量系数。示例:
| 过程参数 “ 胶料流量 ” (程序) | 4 cm³/s |
| 胶料流量系数 (参数组) | 50% |
| 参数组确定的胶料流量设定值 | 2 cm³/s |
通过切换参数组,胶料流量可以在一个涂胶循环内进行更改。 此外,所要设定的胶料流量还取决于特定的运行参数 (如机器人的运行速度)。机器人通过一个速度比例值调整胶料流量,使其适应于机器人速度。
涂用的胶料量
实际涂用的胶料量取决于下列因素:
• 所选程序的过程参数 “ 胶料流量 ”
• 所选参数组的胶料流量系数
• 上级控制装置的胶料设定值 (模拟值)
• 发出输入信号 “ 胶枪打开 ” 的时间
• 关闭胶枪中形成的预压力
反应时间
混合基础胶料和硬化剂组份后,该双组份胶料可正常处理。但一段时间过后,双组份胶料的可处理性便降低。许可的反应时间结束。
控制装置监控距离许可的反应时间结束还剩多长时间 (剩余时间{0}),当超出许可的反应时间时, 发出故障消息。
如果在许可的反应时间过后涂敷该双组份胶料,可能会出现胶料涂敷不均匀的情况。因此,超过许可的反应时间后应使用新的、处理性好的胶料更换该双组份胶料(冲洗)。
如果不进行更换,该双组份胶料将继续硬化。达到一定的硬化程度后,将无法再处理该双组份胶料并对涂胶系统造成损伤。最长反应时间已结束。
控制装置监控从超过许可的反应时间到达到最长反应时间之间的这段时间 (超时)。若达到最长反应时间,控制装置将发出类别 3故障消息。系统闭锁,更换混合器后才可重新进行涂胶操作。
故障分析
在每一次涂胶循环结束时,控制装置都进行一次故障分析。进行故障分析时,系统检查排出的胶料量是否在公差范围内或者是否存在胶料故障。
如果发出输出信号涂胶循环结束,则该输出信号在涂胶循环后通过状态信息告知用户涂胶正常或输出故障消息。出现的类别 2 或 3 的故障消息必须在开始下次涂胶循环前予以确认。
下次涂胶循环开始时,控制装置将确认由于容量分析而产生的故障消息。这些故障将保存在数据库中。
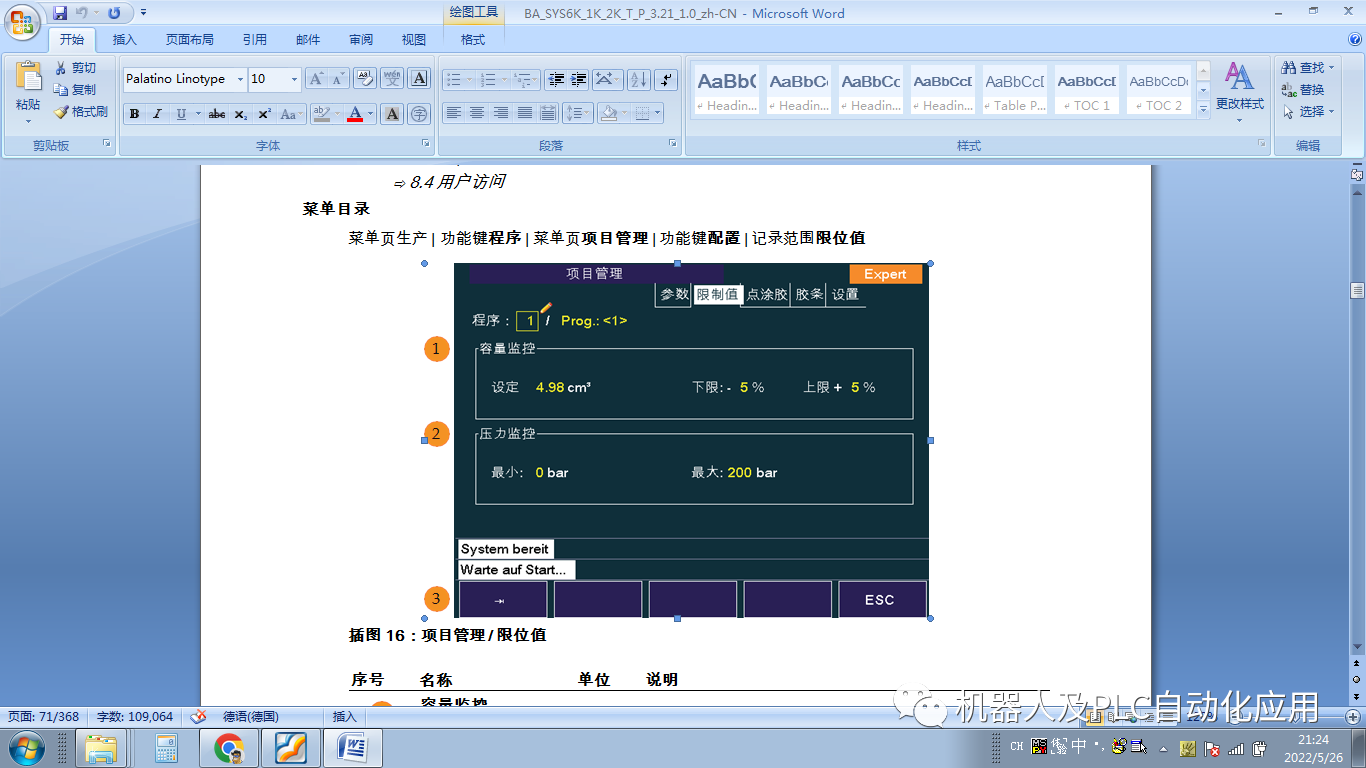
压力监控
过程参数最小压力和最大压力用于监控胶料压力。如果在涂胶时压力超出了最小和最大允许范围,就会发出涂胶压力低于最小值和涂胶压力超过最大值的故障消息。发现故障后,控制装置将作出下列反应:
• 控制板上显示故障消息。
• 将故障消息发送至上级控制装置,复位相应的输出信号。
• 记录到故障存储器中。
在控制装置中可配置超过程序中设定的压力极限值是否会导致涂胶中断或者至少压力低于定量机许可的压力时是否只生成一个故障消息。最迟在超过定量机最大许可压力后中断涂胶过程,以防损坏机械结构。
胶量监控 程序参数容量、下限和上限对涂胶量没有影响。它们只用于监控功能。一旦控制装置发现高于上限或低于下限的情况,就会作出下列反应:
• 控制板上显示故障消息。
• 将故障消息发送至上级控制装置,复位相应的输出信号。处理过程取决于配置接口。
• 记录到故障存储器中。
审核编辑:刘清
-
2013法国巴黎国际汽车工业展EQUIP AUTO2013-04-28 2374
-
求一款汽车工业级电源线2014-03-12 2753
-
智能网联汽车,我国汽车工业高端转移的有力抓手2016-04-22 3317
-
汽车工业走向智能化的助推器2020-07-30 1940
-
什么是虚拟试验技术?虚拟试验技术在汽车工业中有哪些应用?2021-05-17 2668
-
虚拟现实在汽车工业中的作用2018-06-27 1538
-
简述中国汽车工业简史2018-11-21 13867
-
中汽协近日发布2018年汽车工业经济运行情况2019-01-22 4983
-
盘点汽车工业产业发展趋势2019-02-22 5542
-
UHF RFID系统在汽车工业中的应用解析2020-03-18 3764
-
汽车芯片引领汽车工业产业升级,汽车芯片增速远高于整车销量增速2020-09-15 2784
-
比亚迪汽车工业公司经营异常?辟谣来了2023-06-01 7614
-
上海国际汽车工业展览会智能网联汽车发展动态.zip2023-01-13 532
-
VOC在汽车工业中的应用2024-11-01 1719
-
德国汽车工业协会一行到访中汽中心座谈交流2026-06-08 368
全部0条评论

快来发表一下你的评论吧 !
