

高压线引流线夹螺栓预紧装置拧紧力分析及控制方法
描述
0 引言
高压线引流线夹的作用是将高压线电流引入大地或其他位置,引流线夹的固定方式一般都是采用螺栓固定。螺栓 预紧力会随着时间的增加而变小,需要人工进行拧紧。传统 的人工拧紧方式是维修人员一手持绝缘套筒将螺杆固定,一 手持绝缘扳手拧紧螺帽,并且需要不停地改变夹紧螺帽的位置。如果引流线夹是采用2组螺栓固定,拧紧的时候还会被 另一组螺 栓 妨碍,导致了这种方式的拧 紧效率慢,劳 动 强 度大。
现有技术对上述问题进行了一定的研究,文 献[1]设 计 了一种全自动拧紧装置,该技术采用全自动螺栓拧紧机提高 螺栓的拧紧速度,虽然能够节省劳动力,但是带电作业执行 困难,使用不便。文献[2]设计了一种四臂机器人携带拧紧 装置对引流线夹进行拧紧,该技术通过移动机器人双臂携带 螺栓末端的机械手和携带螺栓拧紧末端机械手实现预紧,虽 然提高了一定的效率,解决了安全问题,但是前期的投入过 大,并且节省的时间不多。
本研究根据螺栓预紧力学原理,设计一个新型自动预紧 装置,在提高螺栓拧紧速度的同时,还 保 证 了 作 业 人 员 的 安全。
1 预紧装置设计思路
螺栓连接是连接2个物体最常用的连接方式,而螺栓的预紧是螺栓连接中最重要的部分。预紧不仅可以提高螺栓 连接的稳定性、疲劳强度和防松脱能力,还能增强两连接件 的紧密性和刚 性[3]。螺栓和连接件产生的沿螺栓轴心方 向 的力被称作预紧力,预紧力也可以理解为拧紧螺栓所需要的 力。预紧力的大小影响着连接的可靠性,预紧力过小连接不 稳定,预紧力过大则会导致连接失效。拧 紧 力 矩 的 大 小、螺 栓与连接件之间的摩擦大小和螺栓与螺母之间的摩擦大小 都对预紧力的大小有一定影响[4]。
结合传统的螺栓拧紧方式,本研究设计出一个螺栓拧紧 装置来代替人工拧紧,具备以下特点[5]。
(1)拧紧效率高。传统的人工拧紧效率慢,设 计 的 拧 紧 装置应该提高拧紧效率,保证带电作业的效率。
(2)预紧力较高。人工拧紧方式只能根据维修人员的 经验来保证 较 高 的 预 紧 力,这种方式无法保证预紧力的大 小,可能会出现预紧力过高或者过低的情况,从 而 导 致 螺 栓 连接的不可靠,设计的装置应该能够保证螺栓具有较高的预 紧力。
(3)安全性高。带电作业的危险性较高,人 工 拧 紧 方 式 存在巨大的安全隐患,设计出的预紧装置安全性要高,保 证 维修人员的安全性。基于以上内容,设计出的新型预紧装置如图1所示。
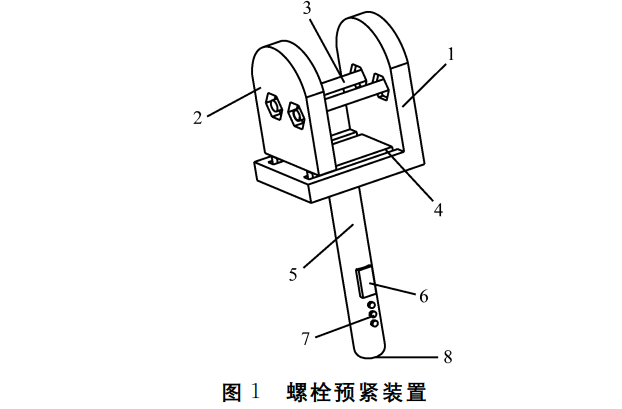
注:1为 L形螺柱固定板,2为 螺 帽 拧 紧 板,3为 螺 栓,4为 滑 槽,5为 把手,6为液晶显示屏,7为调节按钮,8为可拆卸底盖。
图1中,1、2的作用是固定和拧紧螺栓,1可以固定螺栓 的螺柱 头,2固定螺栓的螺帽,2内部有动力装置,拧 紧 的 过 程中会向螺柱探头一侧运动,为 此 在1底部开设了滑槽,能 够让拧紧螺栓时2能够运动,同时可以手动调节2的位置来 拧紧不同长度的螺栓[6]。该装置可以同时拧紧2组螺栓,1、 2开设了2组预紧空孔,解 决 了2组螺栓距离太近而相互干 扰的问题,同时也提高了拧紧的效率[7]。
为了提高操作的安全性,本设计的思想是减少维修人员 与螺栓的直接接触时间,维修人员只需将螺栓放入到装置的 固定位置,按下按钮即可完成拧紧任务,同时,装置的表面材 料采用绝缘橡胶或者绝缘塑料,最大程度地保证维修人员的 安全性[8]。
本研究中的把手内部是空心的,目 的 是 放 置 动 力 源,本 设计采用兼容式充电设备,比如可充电式锂电池或者动力源 采用异步电机,型 号 为 YS-60KTYZ(使 用 交 流220V 电 压) 等,能够根据用户需求进行选择[9]。螺栓的预紧力在联结不 同材料的东西时可能需要的预紧力不同,因此为了该装置能 够满足不同预紧力的需求,设置了3种模式:一般预紧力、较 高预紧力和最大预紧力[10]。
拧紧完成后,内部的力矩传感器会将当前力矩大小传送 到比较模块,比较完成后将结果显示在液晶显示屏上,维 修 人员可以直观地了解到拧紧的效果,从而进行相应的处理。
2 关键技术设计
2.1 拧紧力评价方法
本研究从高压线引流线夹螺栓预紧装置进行工作时的 拧紧状态具有的复合应力σv 以及具有的紧固扭矩和实现的 预紧力之间的关系来分析预紧装置的特性。当 高 压 线 引 流 线夹螺栓预紧装置处于拧紧工作状态时,预紧装置除了自身 张力输出应力σ,在进行预紧工作时,还产生扭转剪切应力τ, 复合应力σv 与输出的 应 力σ 和 剪 切 应 力τ 有 关 系。其 关 系 式通过以下公式表示:
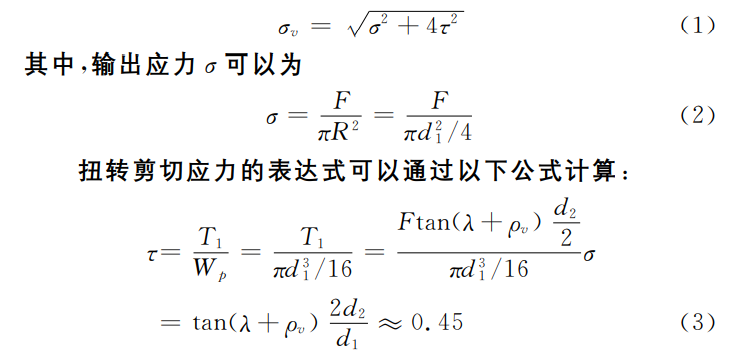
通过式(1)~式(3)能够将复合应力σv 与 输 出 的 应 力σ 和剪切应力τ 之间的关系以数学表达的形式表达出来。为 了更清楚地表示三者之间的关系,则 通 过 图 2 的 曲 线 图 表示。
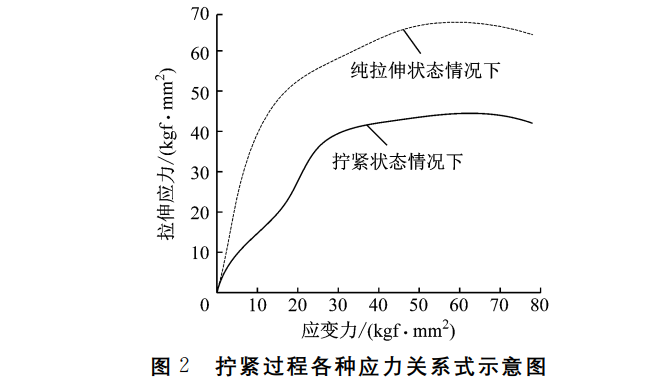
通过图2可以看到,高压线引流线夹螺栓预紧装置在工 作过程中,在相同外界环境以及外部力的作用下,与 高 压 线 引流线夹螺栓预紧装置在单纯拉伸时所经受的应力相比,其 经受的拉伸应 力 比 较 小。因 此,通过拧紧力评价时,可 以 通 过应力大小来衡量。
高压线引流线夹螺栓预紧装置在紧固时,可以分为紧固 扭矩和支承 面 扭 矩,紧固产生的扭矩在材料弹性区域内产 生,此时的紧固扭矩和高压线引流线夹螺栓预紧装置的预紧 力之间的关系为直线关系,通过数学表达式可以为:

式中,T 表示高压线引流线夹螺栓预紧装置在紧固时产生的 扭矩(单位为 N·m),Ts 表示高压线引流线夹螺栓预紧装置 在紧固时的螺 纹 扭 矩(单 位 N·m),TW 表示高压线引流线 夹螺栓预紧装置在紧固时其内部承受拧紧力的支承面扭矩 (单位为 N·m),F 表示高压线引流线夹螺栓预紧装置在紧 固时产生的预 紧 力 大 小,d2 表示高压线引流线夹螺栓预紧装置在紧固时内径大小(单 位 为 mm),ρ表示高压线引流线 夹螺栓预紧装置在紧固时螺纹当量具有的摩擦角,λ表 示 高 压线引流线夹螺栓预紧装置在紧固时螺纹倾斜度,dm 表 示 高压线引流线夹螺栓预紧装置在实现紧固动作时的螺母支 承面平均直径(单位为 mm),μn 表示高压线引流线夹螺栓预 紧装置在实现紧固动作时的螺母支承面产生的摩擦系数。
2.2 拧紧力矩控制设计
本设计针对人为判断不准确问题,利用力矩传感器和 AT89C51单片机来 设 计 一 个 系 统,使 得 拧 紧 完 成 后 维 修 人 员可以从液晶显示屏中直观地看到预紧力是否达到要求,同 时可以控制电机的频率来满足不同的螺栓。系 统 的 架 构 如 图3所示。
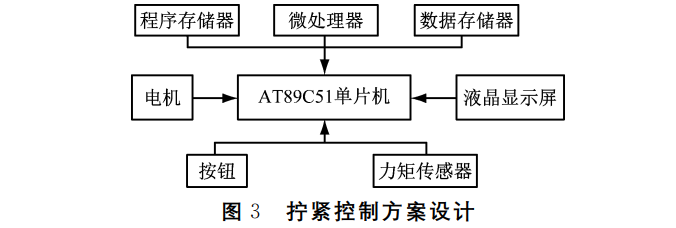
AT89C51单片机是整个系统的核心,主 要 分 为 微 处 理 器、程序存储器和数据存储器三部分。系统的功能主要有两 个,第一个是拧紧完成后将螺栓的预紧效果输出到液晶显示 屏上,这里采用了力矩传感器来采集拧紧完成时的力矩,采 集完成后,通过I/O 接口将力矩信息传输到单片机,单 片 机 中的程序存储器中存储了计算程序和比较程序,将拧紧完成 时的预紧力跟螺栓需要的预紧力进行对比,最后将结果输出 道液晶显示屏上;第二个是控制电机的频率,YS-60KTYZ型 号的电动机本身是不具备变频功能的,但是可以通过单片机 来实现变频,单片机可以控制电源的输出,从而控制电机的 输出频率,通过按钮调节单片机来控制电源实现电机变频。
在进 行 软 件 设 计 时,采 用 软 件 为 VisualC+软 件 工 具;在进行初始化时,需要进行初始化的参数包括预紧力力矩、 参数 变 量、参数数据采集卡,预紧参数选择数据、参 数 设 置、 力矩调 控、预紧力测量功能、数 据 管 理、气 缸 控 制 行 程、伺 服 电机动作信息、传感器执行状态等。预紧力输出控制程序如 图4所示。
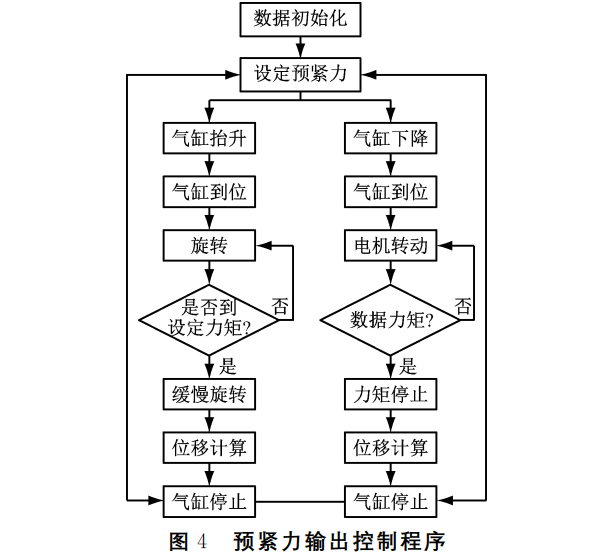
在图4的控制 程 序 中,进行预紧力设置之后,再 设 置 锁 紧螺母拧紧力矩 T 的最大容许范围以及摩擦力矩值的容许 范围。当气缸抬升时,将已经设置好的参数按照命令程序启动命令,然后判断是否已经达到了设定力矩;当 实 际 力 矩 与 设定力矩相差不大时,通 过 人 力 旋 转,通过设定程序进行位 移计算;当允许误差在设定范围时,气 缸 停 止 运 行。当 气 缸 抬升时,采用的是相反的计算程序。用户通过操作面 板,执 行按钮 动 作,能够实现气缸的多种动作,比 如 上 升、下 降、停 止、启动等。
如何判断预紧力大小是否合适,假 设 预 紧 力 矩 T 介 于 1.321~1.432KTmax,K 为 介 于1~3之 间 的 常 数,Tmax为 动 力源采用异步电机 YS-60KTYZ的最大输出力矩,当 变 速 器 的速比达到最 大 时,则可输出最大力矩。根 据 程 序 设 置,可 以将摩擦力矩设置 为1.321~1.432PTmax。其 中,P 为 已 知 常数,假设预紧力误差 为δ,则满足以下关系式,则 表 示 预 紧 力为最合适,

其中,δ0 为介于0.01~0.04之间的常数,δi 为夹紧部件与预 紧装置接触时的相对位置量,δj 为夹紧部件与预紧装置接触 处总的弹性变形量。
3 试验结果与分析
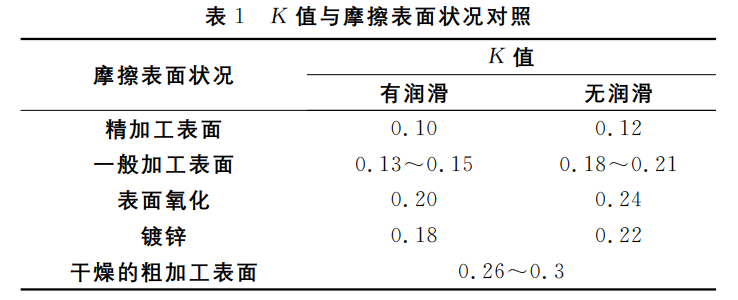
设计完成后,要对设计的装置进行效果验证和性能验 证,不仅要保证拧紧装置能够完成拧紧任务,还 要 保 证 装 置 的性能优异。要想保证较好的预紧力,则需要足够的预紧力 矩,预紧力矩的计算公式为:

式中,Mt 为预紧力矩,K 为预紧力系数,P0 为预紧力,d 为螺 纹公称直径,力矩 的 单 位 为 N·m。其 中,K 值 的 确 定 需 要 进行查表,K 值大小如表1所示。
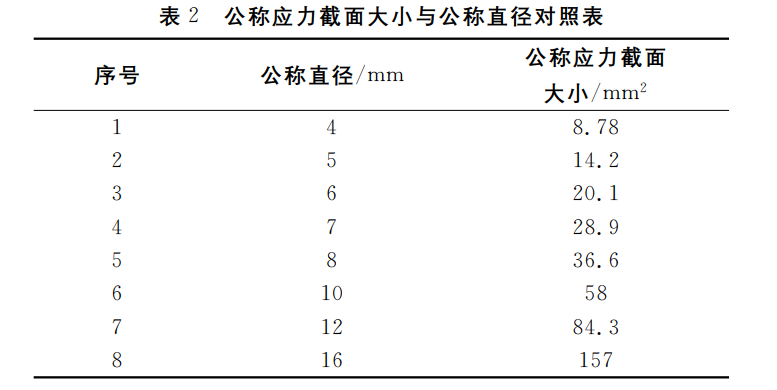
预紧力的计算公式为:

式中,P0 为 预 紧 力,σ0 为 屈 服 强 度 系 数,As 为 公 称 应 力 截 面。As 的大小根据螺纹的公称直径有关,由于螺栓的型号 较多,这里 选 取 8 个 最 常 用 的 螺 栓,具体数值关系如表 2 所示。
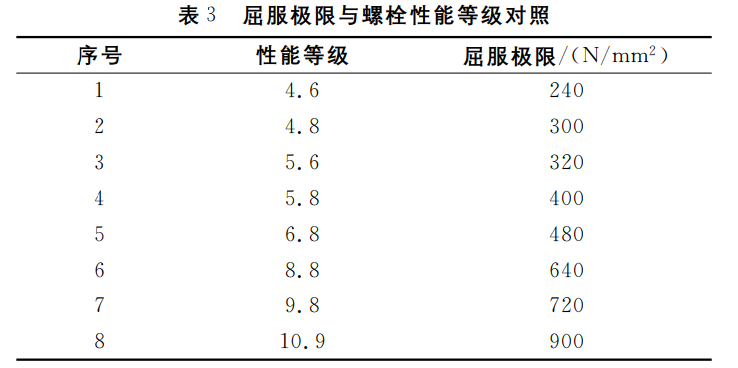
屈服强度系数的计算公式为:

式中,σ0 为屈服强度系数,σs 为螺栓材料的屈服极限,跟螺栓 的性能等级有关,具体数值如表3所示。
根 据 上 述 内 容,可以计算出螺 栓达到较高预紧力的 力矩。
下面对本设计的螺栓预紧装置进行性能验证,在实验室 利用本设计的预紧装置对螺栓进行预紧,选取的3种螺栓种 类,经过式(3)~式(5)计算得到表4数据。
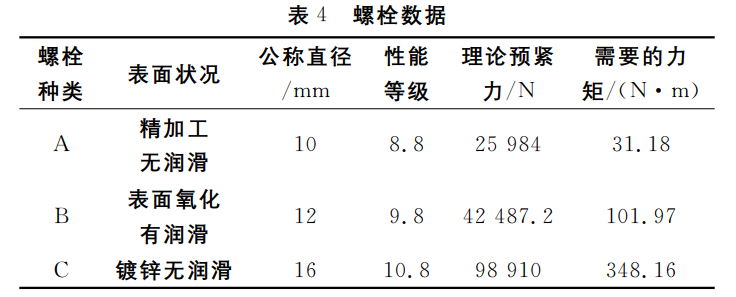
根据 表 4 中的数据第三种的螺栓需要的力矩最大为 348.16N·m,仍然小于电机输出经过蜗轮蜗杆传递得到的 扭矩,所以上述设计得到的螺栓拧紧装置足够拧紧以上3种 螺栓。
采用本设计的拧紧装置对上述3种螺栓进行拧紧操作, 每种拧紧5次,对拧紧时间、拧紧完成时的力矩、预紧力大小 进行记录,对 C型号螺栓的数据进行整理得到表5数据。
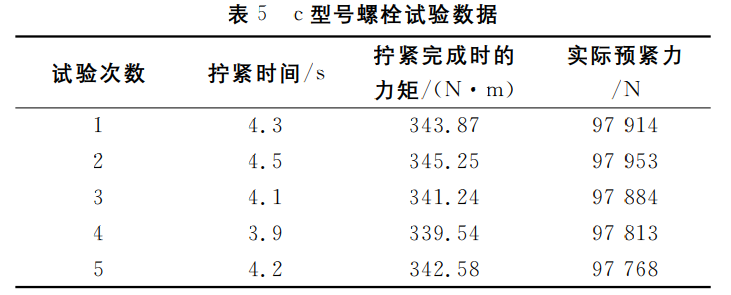
根据表5可以看出,5次试验的结果都能保证螺栓具有 较高的预紧 力,并且拧紧的时间比人工拧紧的时间要少得 多。下面对以上3种螺栓的实际预紧力跟理论预紧力进行 误差计算,得到图5的误差对比图。
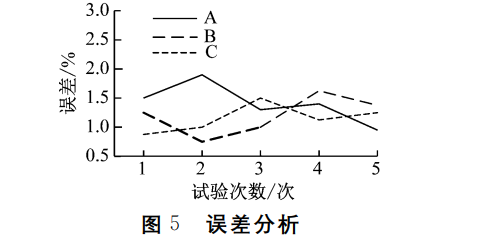
从图5可以看出,试验的误差方位在0.5%~2%之 间, 能够达到螺栓的较高预紧力效果。
下面对3种螺栓进行人工拧紧,每 种 拧 紧5次,记 录 拧 紧时间,整理得到表6数据。
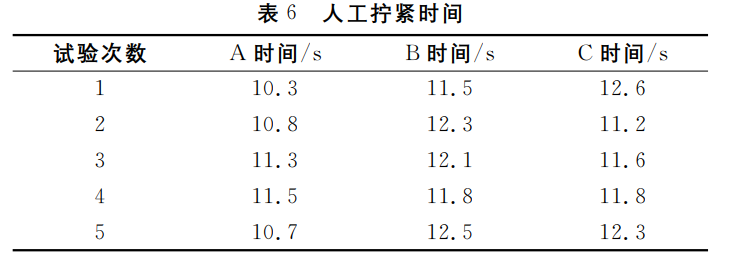
从表6数据可以看出,拧紧3种螺栓的时间都在10s以 上,比采用本设计的预紧装置需要的时间多得多,原 因 是 要 不停地改变夹紧螺帽的位置,从而浪费了大量时间。
综上所述,本设计的螺栓预紧装置能够保证螺栓具有较 高的预紧力,同时相比人工拧紧节省了大量时间。
4 总结
本设计针对带电作业中的引流线夹预警困难,设计出了 一个新型的预紧装置,通过试验证明了该预紧装置的性能。本研究的预紧装置能够保证螺栓具有较高的预紧力,从而减 少了后续的维修,提高引流线夹螺栓的拧紧效率,还 能 够 使 得带电作业人员直接接触螺栓的时间较少。试验结果表明, 本设计的预紧装置性能优异,但是实验室的试验数据不多, 还需要继续进行大量的试验,根据试验结果对其进行相应的 改进和完善。
审核编辑 :李倩
-
6105柴油机连杆及连杆螺栓迁都分析2009-04-16 2985
-
螺栓组联接实验装置的功能及特点是什么?2021-07-09 862
-
ATX-6000系列高压线束测试系统2021-09-17 2327
-
高压线防触碰预警装置,高压近电报警器2021-10-19 955
-
高压线防触碰预警装置,保护机械车辆在高压电等危险环境中施工作业2021-11-01 1018
-
高压警示牌,防触碰高压警示装置2021-11-02 1209
-
螺栓拧紧试验台的研制2009-07-04 751
-
螺栓联接预紧力测量装置的研究2009-07-13 753
-
高压线在不同电压下的辐射安全距离分析2017-09-08 2736
-
高压线的安全距离2020-05-22 18713
-
螺栓自动拧紧技术2020-06-12 5956
-
新能源汽车高压线束的多方案对比2022-12-26 1370
-
汽车高压线束成本优化方法2023-05-24 2538
-
螺栓拧紧基本理论原理2023-12-04 1949
-
螺栓预紧力传感器的工作原理有哪些2026-06-10 63
全部0条评论

快来发表一下你的评论吧 !
