

三菱PLC串口通讯的案例
工业控制
描述
自动化行业里,不管你用什么编程语言,只要你能按照一定的逻辑顺序编写PLC程序,基本上大部分的自动化项目都能解决。通讯作为一个非常重要的技能,学会了基本上可以实现万物互联。三菱自动化里面通讯方式众多:cc-link,N:N网络通讯,并联链接,Modbus通讯等,而Modbus作为主流通讯也是被市场上各种设备所兼容,三菱Modbus通信主要用到的是RS,RS2(三菱部分plc专用)指令,所以三菱的串口通讯也叫作无协议通讯。
通讯有什么用?
通讯可以实现设备与设备之间进行数据的相互传输,从而实现配合控制,协调性的工作,数据监控等;例如相机拍照定位计算位置信息,传给机械手,机械手去对应位置抓取;PLC控制相机和机械手动作;整个系统的运行状态信息又可以传递给数据库(PC端),当然也可以传递给手机终端(微信小程序,或者APP),以上这就是通讯。
通讯的实现条件
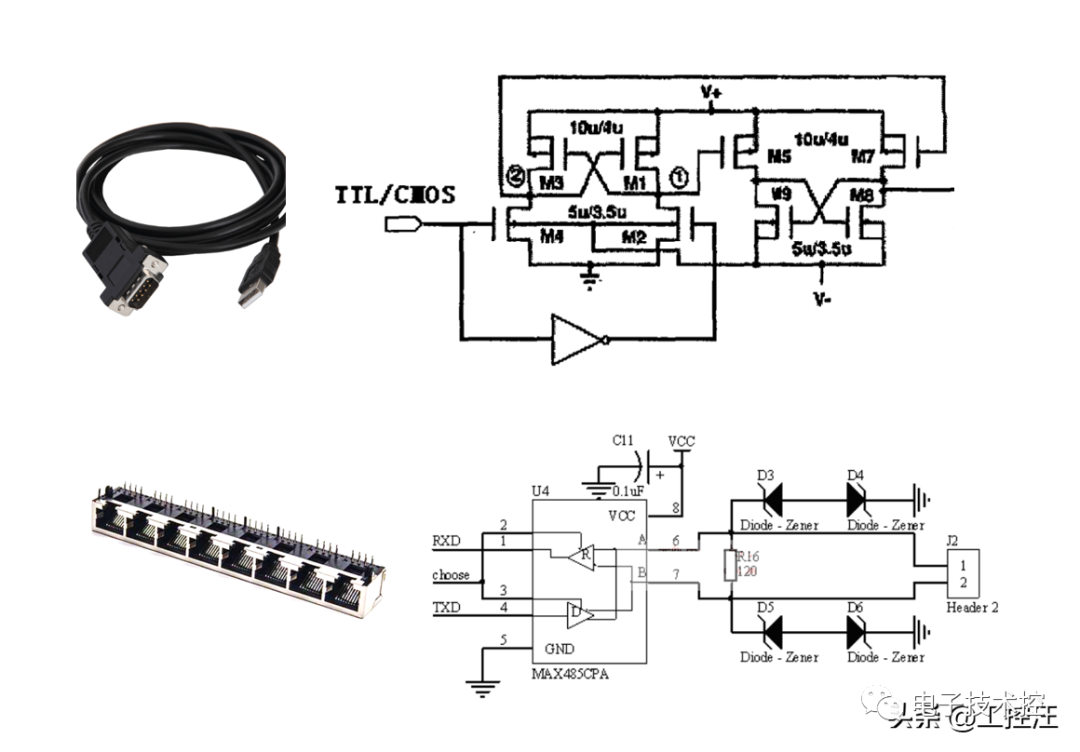
1、硬件电路必须要一致:常见的RS232,RS485,RS422区别在于内部的电路不一样,抗干扰能力不一样,最终影响通讯传输的数据量和通讯速度不一样。硬件接口常见的主要有:DB9接头,RJ网口等。
2、通讯协议:需要进行通讯的双方必须有共同的通讯协议报文才可以通讯成功,也就是必须要有一套约定好的规则,主站发给指定的从站命令,只有指定的从站可以响应,别的从站原地待命。协议实际上就是代码,发送的数据报文格式。
当然如果协议和硬件接口不一样,可以通讯转换设备进行转换。
三菱PLC串口通讯的案例
通过三菱FX2N PLC,以通讯方式实现对变频器FR-E500的正转,反转,停止进行控制;
变频器E500支持RS485通讯,所以需要三菱FX2N的外加FX2N-485-BD模块,实现对E500变频器的通讯控制:
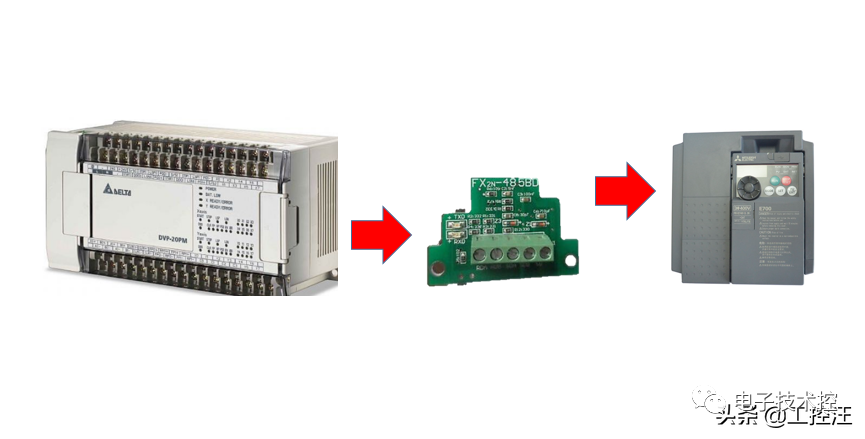
PLC与变频器通讯
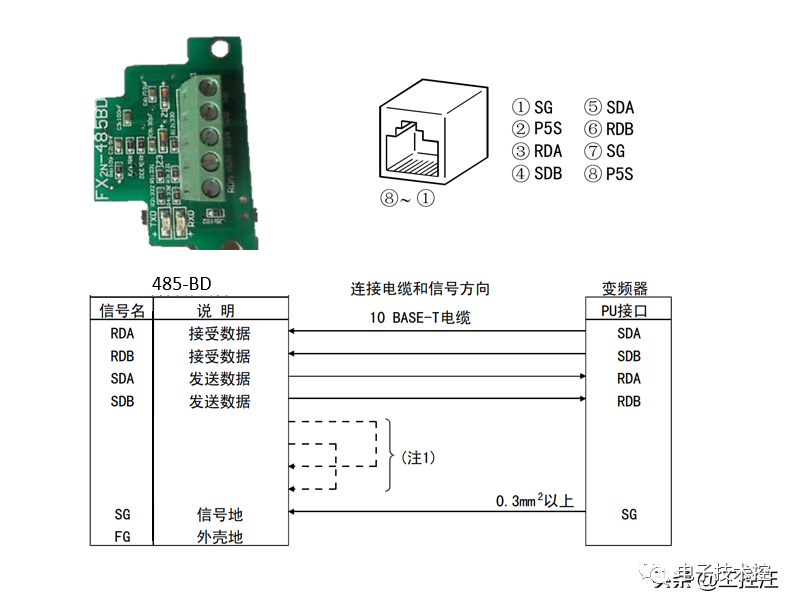
步骤1:线路接线
模块侧接收数据A接变频器数据发送A,接收B接变频器发送B,发送数据A接变频器接收A,发送数据B接变频器接收B,具体看下图:
步骤2:变频器参数设置
模式Pr79:1- PU操作模式
站号设置Pr117:站号1
通讯速度Pr118:9600
停止位长Pr119:停止位2位 数据位7位
奇偶校验Pr120:偶校验
通讯再试次数Pr121:9999
通讯校验时间Pr122:9999
等待时间Pr123:9999
CR/LF选择Pr124:无CR/无LF(没有回车没有换行)
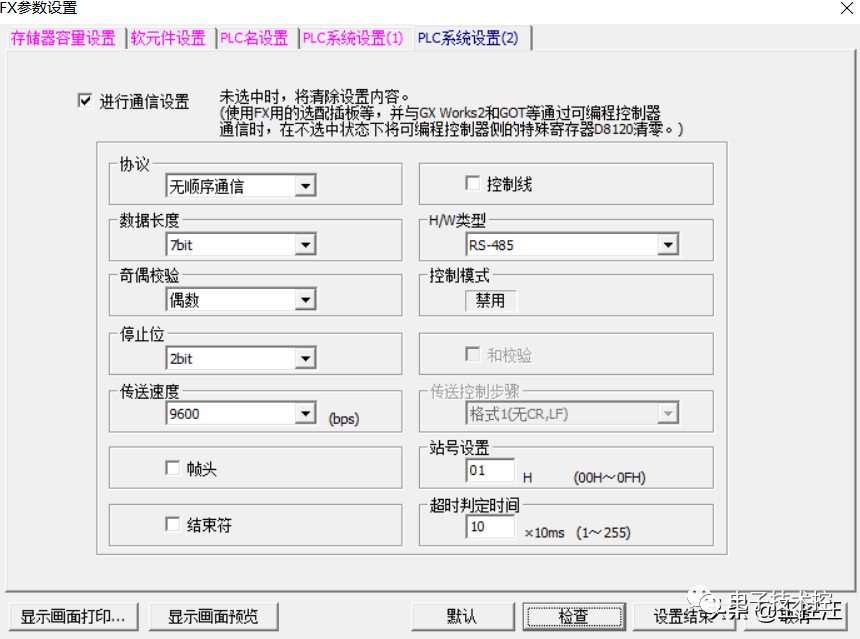
步骤3:PLC参数中串口通讯设置(如果在程序中对D8120已经设置,则此步可以省略)在PLC中的参数设置如下图:
步骤4:PLC程序编写
1、查找手册,变频器的485通讯报文格式如下:(报文传输时是以ASCII格式传输)
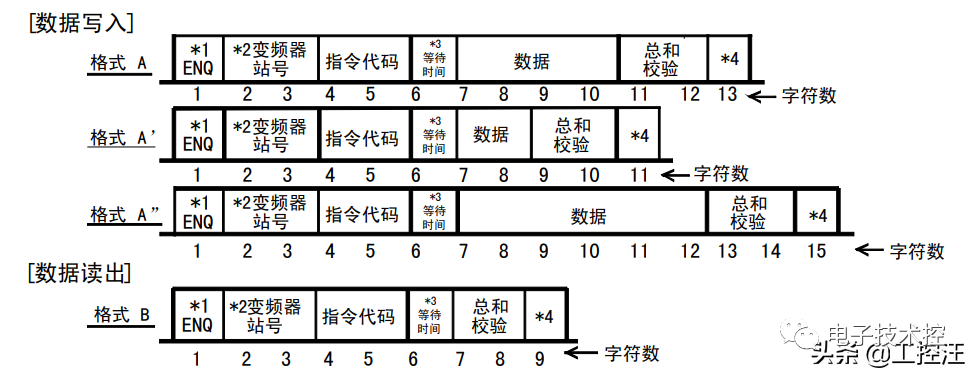
报文格式参考
2、程序如下所示:
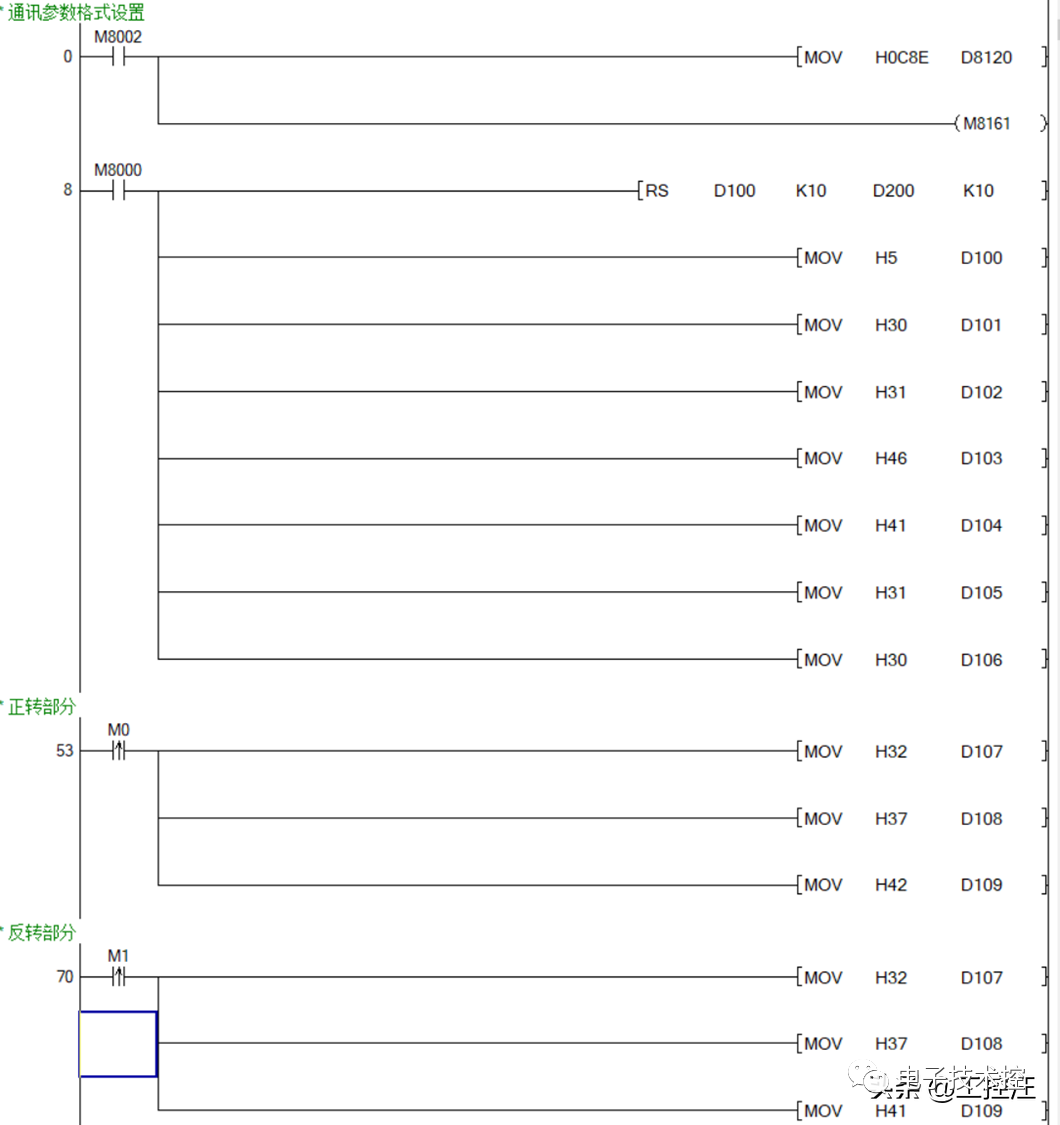
参考程序
程序解释说明:开机进行参数格式写入,传入数据到D100-D109中,M0为正转按钮,M1为变频器反转按钮。
审核编辑:汤梓红
-
关于Labview与三菱PLC串口通讯2017-10-29 9608
-
三菱PLC与数显表通讯2022-03-22 1400
-
紫金桥组态软件与三菱Q系列PLC串口通讯的实现2017-10-13 1628
-
三菱plc与触摸屏通讯实例2018-04-02 77721
-
三菱PLC远程下载程序2018-08-29 12674
-
LABVIEW与三菱PLC串口通讯的详细资料合集免费下载2019-03-15 3966
-
PC与三菱PLC串口通讯实例详细说明2020-11-09 5126
-
基于LABVIEW的三菱PLC以太网协议通讯2021-09-05 3680
-
三菱PLC的串口通讯案例2023-01-30 17741
-
三菱PLC与上位机进行通讯2023-04-17 1486
-
使用C#与三菱PLC通讯2023-04-18 1404
-
三菱PLC与欧姆龙PLC通讯2023-04-20 2229
-
三菱FX系列PLC与三菱变频器通讯应用实例2022-02-14 7462
-
三菱PLC与三菱触摸屏的通讯设置2024-06-18 12692
-
三菱PLC支持哪些通讯协议2024-07-01 11244
全部0条评论

快来发表一下你的评论吧 !
