

机器视觉在笔记本键盘漏光缺陷检测应用
工业控制
描述
随着现在社会的发展,笔记本电脑成为学习、工作的日常用品。笔记本行业在过去的几十年里,不断突破极限,一次又一次将笔记本的重量降低、厚度压缩,目前世界上最轻的笔记本仅500多克,最薄的笔记本平均厚度不足1厘米。笔记本轻薄化的极致追求,对装配工艺和制造精密度提出了更高的要求。此外,消费者不仅注意笔记本的性能,还更加注重笔记本的外观。
因为外观缺陷、产品性能下降和潜在故障可能导致直接成本和间接成本迅速上升。所以厂商在生产的时候都是有一道工序来做质检。
而传统人工检测存在招工难人工成本高、人工检测费时费力、容易出现误差,更是难以匹配高节拍的生产力。
所以机器视觉设备可以很好的弥补这一问题。
检测缺陷类型
01 笔记本外观缺陷检测
平板电脑的外壳具有极强的装饰性,不光机械性能要好,而且外观要求美观。
所以对经过机加工和表面处理后的铝外壳,不允许有黑点、杂点、斑纹、划痕等肉眼所能发现的缺陷。
因为采用的机加工均为数控加工,故对加工前的铝板尺寸精度要求非常高(250mm宽的平面间隙不能超过0.05mm),所以给生产带来极大的挑战。
目前,国内有很多厂家在生产该产品,但真正做得好的为数极少,均存在成品率低,废品率高,特别是加工处理后报废量大,造成加工成本大幅提高。
主要缺陷如下:
1、平面间隙超差;
2、尺寸精度超差;
3、缩尾过长;
4、氧化物或其它夹杂物产生的渣点;
5、晶粒粗大;
6、强度偏低;
7、成层、气泡、起皮;
8、黑斑、雪花斑。
以上缺陷有些是在机加工之前发现的,这种报废造成的单件损失还不是很大,但数量较大。
这种报废往往是由于平面间隙超差、尺寸超差和强度偏低等原因造成的,因为这些缺陷在机加工之前能够检验出来。
有相当一部分缺陷是要在机加工之后经过化学表面处理才能发现,这种报废所造成的单件损失是非常大的。而该种报废往往是由于缩尾、氧化物或其它夹杂物产生的渣点、晶粒粗大、成层、气泡、起皮、黑斑、雪花斑等原因造成的。
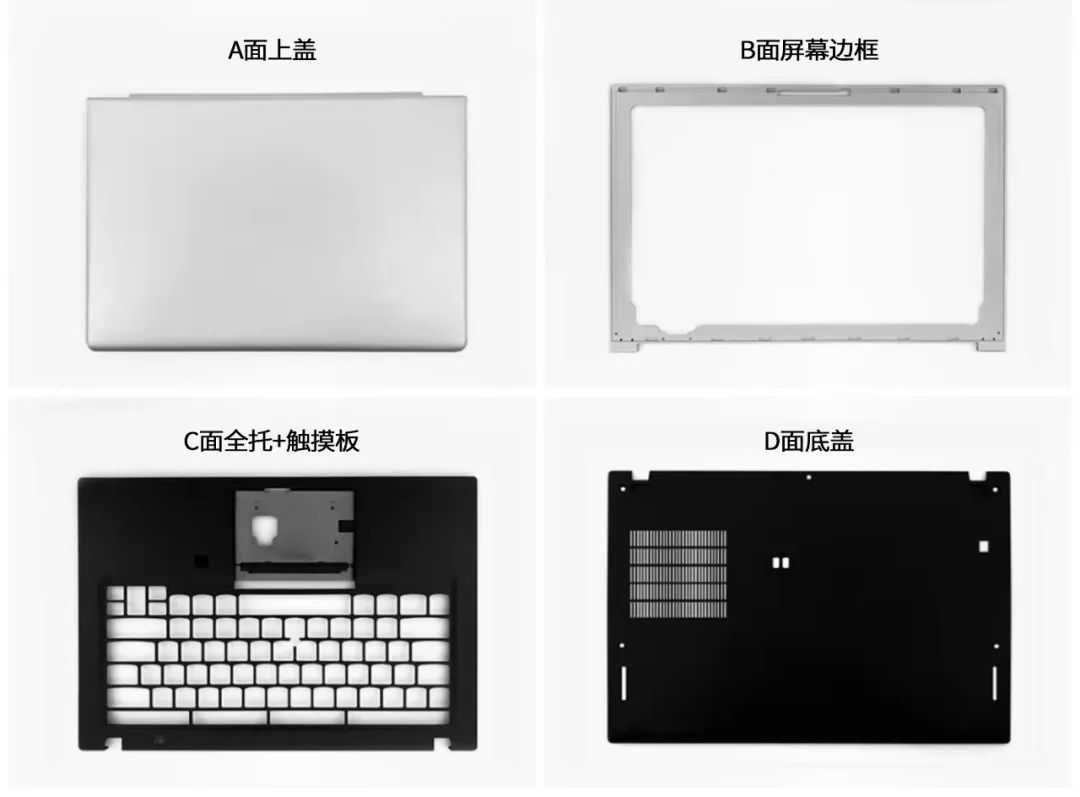
笔记本电脑外壳结构复杂,分为ABCD四个面。
笔记本A面指的是带有LOGO的那个面,屏幕所在这一面一般被称为“B面”,也是人们注视最多的部分;
C面则承担着布局键盘的功能,D面则是带有电池的那一面。而当笔记本正对着用户的时候,屏幕与键盘对用户而言,构成一台笔记本的主要“颜值”,及主要功能。
需要检测长宽尺寸、翘曲度、平整度、卡钩尺寸等多个项目,精度要求高。
如何来保证产品的质量是各大厂商生产加工过程中面临的棘手难题。
02 电脑键盘缺陷的检测
键盘缺陷检测要求:
检测键盘是否存在键位错位、倒置、按键印刷残缺、漏字、模糊、污点、飞墨等瑕疵以及键盘上字符质量、印刷质量、位置和方向、按键的放置或按键的间距检测。
检测系统采用工业相机快速获取产品图像,通过图像识别、分析和计算,计算相应位置尺寸,检测到不良产品时按检测时间命名保存不良图像,并在显示屏显示当前NG图像,报警灯闪烁蜂鸣器输出声音信号。
直到人工恢复报警,期间检测不受影响。
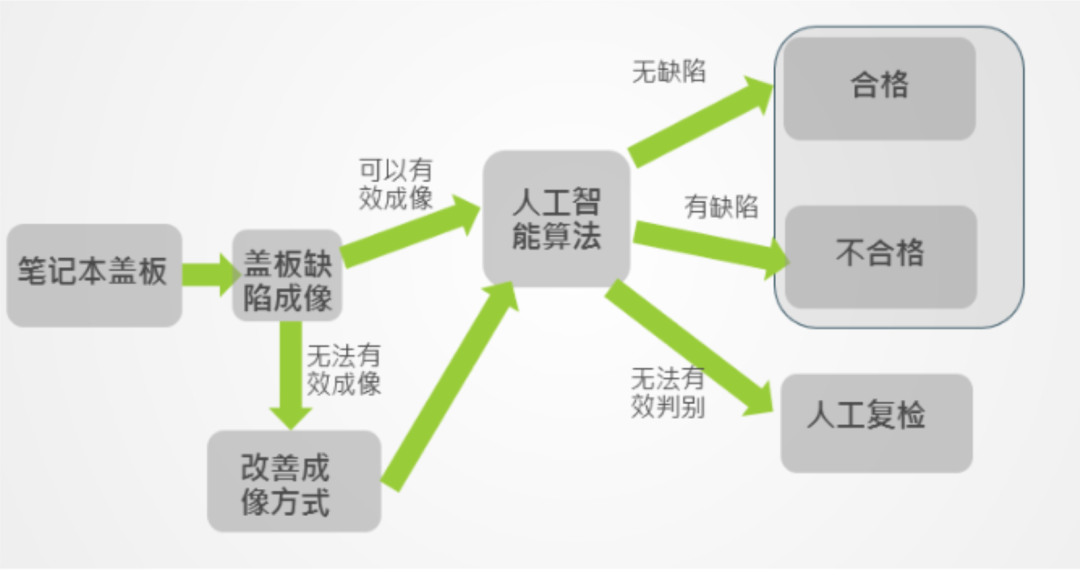
03 笔记本键盘漏光缺陷检测
背光键盘起源于普通键盘,它能带给用户更好的使用感,满足更个性化的需求。背光键盘的按键或者面板发光,在夜晚不开灯的情况下,也能清楚的看到按键上的字母。
以某品牌笔记本电脑发光键盘为例,通过视觉检测背光键盘的漏光缺陷,防止缺陷品流入市场给品牌带来不可逆的影响。
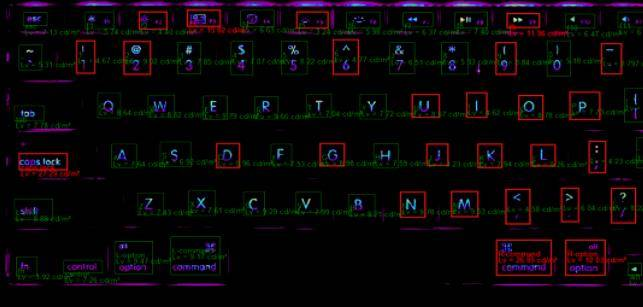
检测范围设定在每个键盘帽除了底部外的其他五个面,不允许存在除字符发光区外其他的漏光区域(缺陷单方向长度不允许超过0.2mm)。
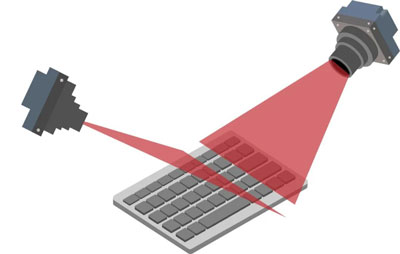
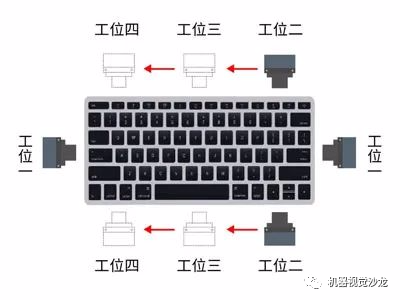
在工位架设上,共设计了4个工位,分别在左右方向移动扫描一次;旋转后,在上下方向移动扫描三次。完成整体扫描后,将局部缺陷结果标识在整体图示上。
检测效果如下:
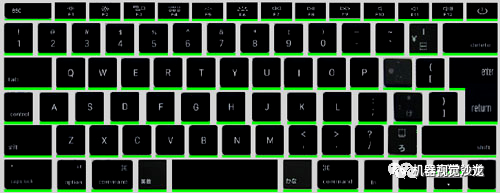
OK(无缺陷)
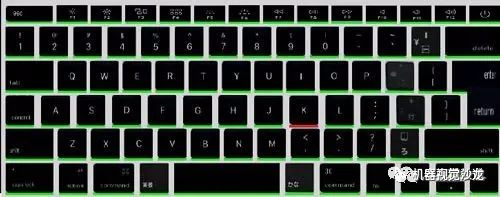
NG(有缺陷)

局部缺陷效果图
编辑:黄飞
- 相关推荐
- 热点推荐
- 机器视觉
-
联想笔记本键盘问题2012-05-07 2662
-
笔记本键盘问题不容忽视2010-01-26 1279
-
学会"联想" 联想笔记本键盘维修感悟2010-01-25 2104
-
笔记本键盘维修实录(求人不如己)2010-01-23 842
-
[购买]哪款笔记本键盘最好用?2010-01-20 4190
-
笔记本键盘进水修复技巧2010-01-19 3400
全部0条评论

快来发表一下你的评论吧 !
