

锂离子电池用导电剂的类型及导电机理
描述
导读:锂离子电池需要具有快速充放电的能力并尽可能降低阻抗,电极若没有导电剂的存在,电池内阻将大幅度升高,对电池的各项性能有较大的影响。
正负极电极的材料主要由正负极主料、导电剂、粘结剂组成,三者缺一不可。 正负极主料是活性物质,为锂离子电池提供锂离子的来源和去处,粘结剂作为将主料固定到集流体上和将原材料紧密结合在一起,也是不可或缺的。 导电剂的存在相当于为电子开辟了多条高速公路,让电子能够快速地在正负电极内和集流体间穿梭。 高效的导电性,能够提高电池的倍率性能,降低电池内阻,对于电池的循环性能也有较大提升。 锂离子电池的设计是要兼顾容量、功率、性能的,所以要挑选性状最适合的导电剂,来提高正负极活性物质的比例,并且不影响电池的导电性。 那么,实际生产中常用的导电剂种类有哪些,其应用如何,其导电机理是怎样的,下面将详细介绍。
导电剂一般可分为金属系导电剂(银粉、 铜粉、 镍粉等)、 金属氧化物系导电剂(氧化锡、 氧化铁、 氧化锌等)、 碳系导电剂(炭黑、 石墨等)、 复合导电剂(复合粉、 复合纤维等)以及其他导电剂。 金属导电剂加入锂电池中会发生氧化还原反应,金属析出后会刺破隔膜,影响电池的安全性,而碳系导电剂不仅能满足锂电池导电需求,还具有低成本,质量轻等特点,对于降低锂电池成本、提高能量密度具有积极意义。 目前锂电池生产中常用的碳系导电剂主要为颗粒状导电剂(如导电石墨、 导电炭黑)、纤维状导电剂(如碳纳米管、VGCF等)、 片状导电剂(如石墨烯)。
01颗粒状导电剂
颗粒状导电剂主要有导电石墨、导电炭黑两种。 颗粒状的导电剂与正负极活性物质的接触形式为点点接触,导电颗粒和活性物质均匀混合后,电子在活性物质之间通过导电剂的桥梁作用穿梭。
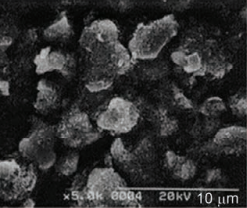
图1. 导电石墨用于LCO
导电石墨中常用的型号有KS系列,包括KS-6/KS-15等,SFG-6等。石墨晶体是稳定的六边形网状结构,其用于锂离子电池可以作为导电网络的节点,导电石墨粒径较大d90约10微米。石墨类导电剂用于负极时,不仅能导电,还能够作为负极活性物质。由于导电石墨的润滑作用和层状结构,导电石墨用于纳米硅基材料时可以抑制其体积膨胀效应。
但是需要注意的是,导电石墨在正极中应用较少,有研究表明:在钴酸锂电池中无限增加导电石墨量,其内阻也不会显著降低;在钴酸锂、锰酸锂电池中应用不同种类的导电剂,电池内阻最大的是采用了导电石墨那批。导电石墨在正极材料中的应用不如炭黑,原因在于导电石墨颗粒粒径较大,无法形成如炭黑一样密集的导电网络。
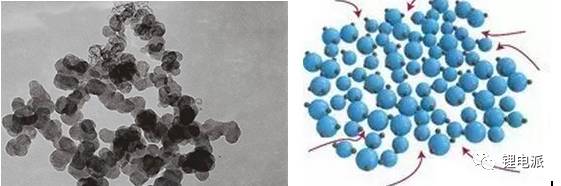
图2. 导电炭黑
常用的炭黑导电剂有科琴黑、乙炔黑、SuperP等,炭黑是小颗粒碳和烃热分解的生成物在气相状态下形成的熔融聚合物的总称,是一种由球形纳米级颗粒团聚成多簇状和纤维状的团聚物结构,粒径几乎是导电石墨粒径的十分之一,其粒径d50约为50nm。导电炭黑的小粒径,保证了其可以在正负极活性物质小缝隙间填充,并形成连续的,结构坚固的导电网络。通常可以将导电石墨和炭黑结合使用,形成大粒径和小粒径并存的导电组织,提高电池的倍率性能。例如,SP是一种类炉黑法制备的导电炭黑粉末,由直径为 40 nm 左右的原生粒子团聚成 150~200 nm 的原生聚集体,分散到活性物质中间形成多支链状导电网络,能够减少电池的物理内阻,提高电子传导性。需要注意的是,导电炭黑粒径较小,其吸油纸也大,意味着正负极浆料的粘度会越高。
02纤维状导电剂
纤维状导电剂主要有碳纤维(VGCF)和碳纳米管(CNT)两种。纤维状导电剂与活性物质的接触形式有点点接触、点线接触,纤维状的结构可以保证活性物质间和在横向、纵向方向上导电性的提高。纤维状导电剂有较高的弯曲模量和低热膨胀系数,加有此类导电剂的极片柔韧性较好,在一定程度上可以抑制脆片、断片的发生。
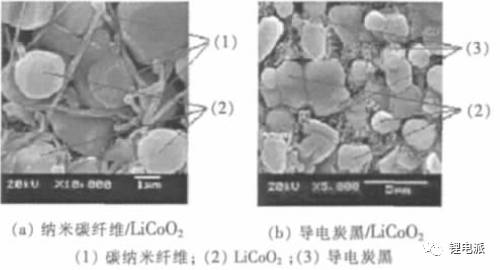
图3. VGCF/炭黑和钴酸锂的接触形式对比
VGCF有着高的本征电导率和热导率,其产品纯度高,能够应用于锂电池中,显著降低电池极化。由于VGCF的长径比较大,在锂电池循环使用过程中,颗粒间发生结构变化,VGCF不会有太大的变化,并不会影响电池的性能。但是由于其制造工艺复杂,成本高居不下,成为了其没有广泛应用的原因。
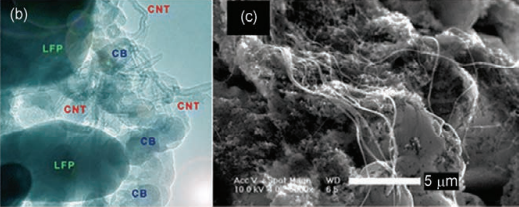
图4. CB、CNT与LFP接触(左);CB、CNT与LCO接触(右)
碳纳米管(CNT)现在在锂电池应用中已经较广泛,CNT分为单壁碳纳米管和多壁碳纳米管,一维结构的碳纳米管与纤维类似呈长柱状,内部中空。碳纳米管具有良好的电子导电性,纤维状结构能够在电极活性材料中形成连续的导电网络。由于CNT的性状,其不宜直接加入正负极粉体中进行混料,商业化的CNT一般是制备成导电浆料来出售,导电浆料将CNT的比例做到很低,以保证其分散性,即使如此,在生产使用时,CNT的分散依旧是无法绕开的难题。
03片状导电剂
这里说的片状导电剂主要是指石墨烯,石墨烯是具有 sp2 杂化轨道的二维碳原子晶体,导电导热性优良,在锂离子电池中可以改善电池的循环性能。在正负极混料中添加石墨烯后,其接触方式主要是点-面接触,不仅可以降低导电剂的用量,还能够最大化发挥其导电性。作为导电剂的效果与其加入量密切相关. 在加入量较小的情况下, 石墨烯由于能够更好地形成导电网络, 效果远好于导电炭黑。但是片层较厚的石墨烯会阻碍锂离子的扩散而降低极片的离子电导率(一般认为6-9层最为适宜)。目前有研究表明在使用SP/SP+CNT/SP+CNT+G时,添加有三种导电剂的电池内阻最低、容量最高,单独使用一种导电剂时,效果均不如两种或三种复合使用。
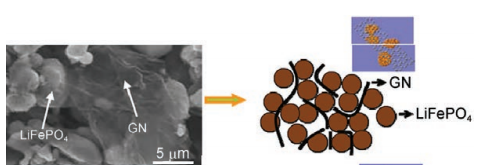
图5. 石墨烯导电网络的导电机理示意
04写在结尾
导电剂的导电原理比较容易理解,使用最少的量,搭载最广泛的、最牢固的导电网络,可以最大的提高电子传导速度。单一的导电剂,只能搭载单一的导电结构,无法将锂电池的导电性能发挥到极致,需要两种甚至三种多种导电剂复配使用,多种不同结构的导电颗粒构建成最优的导电网络。在此,我们需要注意的是,使用了不同类型的导电剂,导电剂的材料、 形貌、 粒径、 搅拌顺序、 添加量与不同类型导电剂的复合状态都对锂离子电池有着不同方面的影响,锂离子电池浆料的均匀混合就显得异常重要了。我们需要不断的优化混料工艺,以达到最优的混合状态,使用最少量的导电剂
SBR作为锂离子电池的辅材之一,虽然用量极少 (仅用于石墨负极材料的匀浆和涂布),但是不可或缺的组成部分。极片涂布过程中因为烘干速度溶剂的挥发影响SBR的迁移,造成SBR不同的分布状态,形成的浆料和极片微观结构都有大的差异,形成的微观结构也直接影响到电池的性能。
SBR使用不合理,会造成极片微观结构差异,影响石墨负极粘结性能,在辊压时容易出现黏辊;影响石墨负极与铜箔之间的粘结性能,极片在电池充放电过程中容易极化,引起负极掉料降低电池的使用寿命 。因此对SBR正确的认识、分析SBR对锂电池性能的影响,合理使用SBR对锂离子电池有重要的意义。
1 SBR连接机理
首先了解一下SBR在浆料中如何才能起到黏接剂的作用。只有石墨和炭黑颗粒均匀分散在浆料和极片中,锂离子电池才能表现出较好的性能。石墨和炭黑颗粒因为都是表面疏水性、非极性,没有添加剂其在水中发生聚集不能分散。石墨负极与炭黑分散时以阴离子分散剂为主,以非离子分散剂为辅,可以取得稳定的分散体系,一般负极石墨负极选用SBR和CMC两者协同作为黏结剂,CMC称为增稠剂,SBR称为黏结剂。
选用SBR和CMC两者协同作为黏结剂的原因:1)SBR黏结性虽然很强,但不能长时间高速搅拌。如果匀浆时加入SBR后再长时间的搅拌,SBR容易破乳,因其结构遭到破坏而降低了黏结性,一般SBR选择在搅拌后期加入低速搅拌,浆料配备后如果不能进行涂布,需要低速搅拌代替静置。另外SBR分散效果不好,过多的SBR会产生较大溶胀,所以不单独用SBR作为黏结剂。
2)CMC对于负极石墨的分散能够起到很好的作用。CMC在水溶液中会分解,其分解产物将在石墨表面吸附,吸附后石墨颗粒因静电而相互排斥,达到很好分散效果。当 CMC的比例很高时,多出来CMC没有吸附到石墨颗粒表面,这些CMC结合导致相互之间的引力大于吸附后石墨颗粒之间的斥力,形成的石墨颗粒团聚。CMC呈脆性,如果黏结剂只用CMC配备石墨负极浆料,在后序制片过程中,辊压时石墨负极会出现塌陷,分切时出现严重的掉粉。
3)匀浆工艺中CMC和SBR合理比例混合可以互相弥补缺陷,因而石墨负极浆料具有良好的涂布性能。CMC和SBR与石墨、炭黑之间的配比需要通过一系列的试验数据,然后选择优化的配比方案。另外CMC和SBR混合的方式及搅拌工艺也对浆料性能产生影响,这些都需要时间过程中通过试验数据摸索稳定的工艺,其中SBR主要起黏结、CMC起增稠作用。不同的CMC/SBR/石墨/炭黑都需要优化工艺来获得最佳的浆料性能。
从电池负极的组成来看,石墨约用96份、SBR约用1.5~2.3份,但是石墨的比表面积是最小的,SBR膜覆盖在石墨颗粒的表面,以及存在与石墨颗粒的中间,SBR之间形成连接网络起到桥梁作用。同时SBR颗粒只有150nm左右单独SBR颗粒没有连接力,在浆料中只有很多SBR结合在一起形成SBR膜,才能形成连接力对石墨负极颗粒起到黏结的作用。SBR更多的连接是点对点的连接,把石墨与石墨中间、石墨和碳黑、石墨和铜箔联结在一起。
2 SBR对石墨分散的影响
1)当浆料里只有低含量的CMC没有SBR时,石墨颗粒在匀浆过程成中团聚而不能很好的分散。
2)加入CMC与石墨比例适中时,加入1.0%~4.5%的SBR到浆料里,由SBR吸附在石墨表面使石墨颗粒分散而浆料的黏度和模量都会降低。
3)当CMC为0.7%~1.0%时浆料表现黏弹性,连续加入SBR也不会改变浆料的流变特性。SBR和CMC同时加入和先加CMC随后加入SBR两种混合方式进行对比,结果表明,石墨在浆料分散中CMC起了主导作用,CMC优先与石墨颗粒表面吸附。
总之,当CMC添加量很低时,SBR加入会吸附在石墨颗粒表面,对石墨的分散有一定的影响;随着CMC添加量的增加石墨表面的吸附量也增加,SBR就不能吸附在石墨表面,进而对石墨的分散起不到作用;当CMC达到一定量以后,多余的没能吸附在石墨表面的CMC结合导致引力大于斥力,这样会形成的石墨颗粒之间的团聚。因此,在石墨负极浆料的分散中CMC起到了很关键的作用。
3 与SBR相关的黏辊
1)涂布工序时,极片烤箱温度设置太高,负极片烘烤得相对较快,因溶剂蒸发过快导致SBR迁移大部分带到极片表面,表面SBR浓度明显增高,形成表面黏性大于铜箔与负极材料之间黏性的极片微观结构,容易导致辊压机形成黏辊,导致因为黏辊脱落的颗粒掉落在极片上。可以通过我们调整涂布的烘干及抽风频率的设置,更好控制涂布机的运行抑制SBR迁移,优化涂布烘烤干燥曲线。
2)SBR连接力不够,浆料中SBR含量偏少,导致活性物质之间黏结力不足,与箔片接结合力不足,当辊压时(与触其它物质接触时),有立刻脱离黏到其它物体上的趋势。水性负极浆料的话可以考虑下CMC和SBR的比例,太少肯定黏不好,可以调整控制SBR的存储膜量和黏弹性来改善黏辊性能。
3)在制浆时出现SBR漂蓝上浮情况,涂布后会使SBR的浓度分布不均,活性物质与箔材之间的黏接性变差,辊压时就容易黏辊。主要措施:制浆后减少静置时间,或可用低速搅拌代替静置;通过不同工艺调整石墨-CMC-SBR搅拌方式及配比,依据试验数据选择匹配的石墨-CMC-SBR工艺方案;也可选择特殊改性的SBR,使其表面官能团和CMC形成更好的相互作用,减少SBR漂蓝的现象。
4 锂电池干燥温度对SBR的影响
锂离子电池在制作过程中严格控制水分,提高电芯干燥温度是降低水分的主要途径。在电芯烘烤干燥过程中,黏结剂会高温下受热,不同性能的黏结剂可能会引发可交联基团发生交联的现象,从而影响电极性能。因此研究电芯干燥对黏结剂性能的影响也是十分重要的。
有试验分析了水性黏结剂LA132和SBR的热性能,温度过高时LA132会发生分子间交联,导致活性物质同集流体的黏接性受到破坏电池循环性能变差,其干燥温度不宜高120℃,而使用SBR的极片,性能几乎不受干燥温度的影响,SBR受热不发生交联,剥离强度都维持在3.5N/mm左右。
5 SBR对低温性能产生的影响
低温条件下锂离子电池的阻抗RB、RSEI和RCT随着温度的下降都会上升,但是RCT的上升幅度最大。如果可以降低低温条件下的RCT,就有可能提升电池的低温性能。SBR的因素而减少低温条件下电池RCT的增长幅度,SBR的应用就能够有效的提升电池的低温特性。
充电过程中,SBR的膜覆盖石墨一定的比表面积,锂离子在传输过程中有效的嵌入石墨的方式是绕过SBR膜到达石墨表面。电解液是锂电池中正负极之间锂离子传输的运动载体,电解液和SBR润湿性能越好,越有利于锂离子在界面之间的传导。不同SBR与相同电解液润湿是不同的。选用不同SBR的低温电池放电数据显示,润湿性能好SBR的比一般SBR有4%的提升,而0℃下电池DCR比一般SBR低15%。虽然选用接触比小的SBR提升电池性能幅度没有其他途径大,但是对于SBR来说,对电池性能影响是明显的提高。
6 SBR对负极膨胀的影响
石墨负极极片经常遇到掉料、厚度反弹大等问题。负极极片膨胀对电池的循环性能、内阻等具有重要的影响,所以我们需要了解黏结剂SBR对负极极片膨胀的影响。负极极片的反弹主要与材料的物理性质有关系,例如弹性模量、断裂强度、延伸率等等。CMC在负极浆料中主要起到增稠的作用,SBR起到了较强的黏结作用,也正是因为 SBR的高弹性,在辊压过程后,负极片会有较大程度的厚度反弹。SBR的弹性模量和强度越高,负极膨胀率越低。
试验表明:负极膨胀与辊压时所受压力以及黏结剂弹性模量和强度有关。SBR含量相同,辊压时所受压力相同,SBR弹性模量和强度越高,负极膨胀率越低;SBR含量越少,辊压时所受压力越小,前期的物理搁置、满电态和空电态的膨胀率就越小;负极膨胀导致电池卷芯变形,影响锂离子传输通道,进而对电池循环性能产生严重影响。
SBR的弹性模量影响极片的反弹,弹性模量越大极片厚度反弹越小。在电池材料选型时要优先挑选弹性模量大、断裂强度高的黏结剂,在材料配比调整过程中尽量降低SBR,这样可以提高电池的循环寿命。
7 总结
综上所述,锂离子电池制造过程中浆料工序通过SBR优化的设计,在特定条件改善SBR在极片中的微观结构,在压实的过程中提升SBR的储能膜量,通过这个来提升减缓SBR引起的黏辊。通过提升电解液对SBR的浸润性提升电池的低温性能。SBR合成工艺采用不同的手段,对SBR采用不同的合成单体,通过SBR表面的调整使SBR具有不同的性能,包括解耦、凝胶等方面都有调整,这样不同的SBR会表现不同的对电解液的浸润性,对提升锂电池的低温性能有一定的帮助。
在锂离子电池中SBR的作用好似 “四两拨千斤”,虽然SBR用量很少但是对整体性能起到关键作用。SBR用量太少容易造成极片黏结力低,在辊压过程中易掉料、黏辊等,对于电池的后期性能也是不利的。在锂电池制造过程中人们提高对SBR的重视,探索出与CMC、石墨负极合理的配比及工艺,才能在锂离子电池性能上充分发挥作用。
-
锂离子电池黏结剂2013-05-16 3024
-
锂离子电池的类型2013-05-17 5175
-
锂离子电池主要有哪些类型2020-11-03 3499
-
常用的锂离子电池导电剂有哪些?2009-10-27 7947
-
锂离子电池聚合物电解质导电机理是什么?2009-10-29 7779
-
锂离子电池原理及工艺流程2009-11-02 877
-
锂离子电池聚合物电解质导电机理2009-12-09 2816
-
锂离子电池辅材之-导电剂2018-03-06 17120
-
锂离子电池关键非主材之一的导电剂的基础知识以及应用2018-04-08 16643
-
锂离子电池导电剂基础知识及发展趋势解析2019-05-29 9528
-
华为一项专利——锂离子电池导电粘结剂通过2020-12-27 3312
-
导电碳含量对锂离子电池性能的影响2022-04-14 4671
-
导电剂含量对电性能的影响2022-09-16 5539
-
一文解析锂电的导电剂种类、机理、性能等2023-01-17 8180
-
锂离子电池用导电剂的类型及导电机理解析2023-04-26 12358
全部0条评论

快来发表一下你的评论吧 !
