

塑胶件实现类似金属拉丝效果的三种工艺方法
描述
金属拉丝在产品上的应用极为常见,比如建筑上、日用产品上、电子产品上等领域都广泛使用。
但由于金属拉丝制品成本比较高,大都应用在中高端以上的产品。因此低成本、视觉上类似金属拉丝效果的塑胶件逐步产生。
不仅美观,有类金属质感,而且成本比较低,目前应用比较多的有便携式笔记本、平板、家电和电子产品。
如何让塑胶制品上具有类似金属拉丝质感的效果呢?目前比较常见的有如下三种方法:注塑成型、水镀拉丝、烫金转移。
一、注塑成型法
简单的说,就是直接在塑胶模具上(一般在母模模仁)直接做成拉丝效果,通过生产注塑,成型出来的塑胶制品表面就会出现类似拉丝效果,其大致工艺 流程如下:
用青铜做芯模材料加工出模胚,在芯模胚上用钻石刀车出拉丝效果,常见的有长丝、短丝、太阳纹等,此时芯模胚与生产塑胶产品用的模仁形状相反;
将芯铜模胚放入电铸液中进行沉镀,电镀液一 般为镍的溶液。选择镍作为电铸液主要考虑镍的金属特性(镍,近似银白色、硬而有延展性并具有铁磁性的金属元素,它能够高度磨光和抗腐蚀),利于生产注塑过程中模仁的抗腐蚀和模具保养;
一般此沉镀的时间较长,需要十几到二十几天,电镀层厚度需满足模具设计要求,一般能达到10-12mm。
将铜芯模取出,取出铜芯模的复制品(即电镀层),此复制品即是日后用于生产的模仁,当然根据模具设计还需要进行加工抛光;
将加工好的镍模仁放置到加工好的模具钢材质模胚中;
进行注塑生产,此时射出成型出来的产品表面就会出现类似金属的那种拉丝效果。
注塑成型后的制品的表面有如下几种表面处理:
直接是塑胶材质的颜色,深颜色塑胶件更容易表现有类似金属拉丝质感的效果,视觉效果比浅色的更像金属拉丝效果;
制品进行喷涂金属漆,使其塑胶的颜色和拉丝,在视觉上更加接近金属拉丝质感,但与真正的金属拉丝还是有一定的区别,比如手感偏轻、传热速度不够等;
对制品进行真空蒸镀(镀镍或镀铬)。由于电镀层本身就是金属,因此视觉上非常接近金属拉丝质感更强,几乎可以与真的金属拉丝效果的质感媲美, 至少质感上偏亮了些。


注塑成型法的缺点或不足之处:
如果该塑胶表面需要喷涂,这拉丝相对要比较粗,否则容易被油漆覆盖;另外还要控制喷涂的厚度,否则拉丝被覆盖。
如果采用真空镀,制品的成本会偏高;
模具制作过程成本相对比较高,周期比较长;
镍的硬度低,模具生产的时候容易撞伤,所以事先要多准备3-5块的镍模仁,以免影响到生产。
如果塑胶件需要真空镀,设计上避免大面积、尖角等。一般是产品的局部装饰件采用拉丝。
二、水镀拉丝法
简单来说是将塑胶产品进行湿法电镀(又称水镀),然后再对表面进行拉丝。
塑料经电镀之后,其机械性能有了很大的改进,例如抗拉应力、扭应力和冲击应力都增大许多,而且抗腐蚀能力也大大增强,同时又能增加塑料的散热能力。
另外由于塑料电镀的成本低,生产效率也高,故塑料电镀在电子、汽车、家庭用品等被广泛地应用。
但随着审美要求的提高,希望塑料电镀后能做成类似金属拉丝效果(如不锈钢拉丝效果),故可对塑料电镀后进行拉丝。

由于塑料电镀电镀层比较厚,一般可以达到 0.08-0.2mm,有时可以达到0.3mm,故可对其表面进行拉细浅丝。
大致工艺流程如下:
去应力:由于塑料注塑后存在内应力,为了减少电镀后制品的变形,故要去除内应力,一般用丙酮溶液浸泡;
脱脂:为了保证粗化时对溶液的均匀接触,先要去除塑料件上的油脂,一般用中低温碱性液体清洗;
粗化:目的是为了保证塑胶件与液体的接触面积,一般釆用高铬酸溶液;
中和、还原:去除塑胶件表面残留的强酸、氧化物等杂质,提高塑胶件的亲和性;
预浸:为了让塑胶件表面附上二价铬离子,为活化前做准备;
活化:为了电镀金属的需要,需要在塑胶件表面吸附一层催化活性的金属层;
还原:活化清洗后还要进行还原处理,提高表面活性,加快沉积,同时去除表面的活化液, 防止带入化学镀液中引起分解;
化学镀:目的是为了使塑胶件表面形成导电性良好的镀层、镀层均匀、连续性好,保证电路可以形成回路,以确保下一步骤的顺利进行;
电镀:一般采用铜、镍、铬三种金属复合电镀 在塑胶表面上,形成表面装饰层;
拉丝:对表面进行拉丝,一般为细丝;
喷光油:拉丝后进行清洗烘干,然后对表面进行喷涂光油。
电镀拉丝件在设计中有很多特殊的设计要求,大致为以下几点:
基材最好釆用电镀级ABS材料,其丁二烯含量 15%~16%附着强度最好,同时价格也比较低廉;
塑件表面质量非常高,电镀无法掩盖注射的一 些缺陷,而且通常会使得这些缺陷更明显。如果能够采用皮纹、滚花等装饰效果要尽量采用,因为降低电镀件的反光率有助于掩盖可能产生的外观缺陷,提高良品率,也有利于降低成本;
在结构、模具设计时有几点也要注意的,外形要适合于电镀处理,结构设计时要尽量避免电镀大面积, 尽量避免尖角。模具设计时进胶口不可太细以防入水断裂脱落、预防尖端放电、注意脱模斜度、预留排气 孔、注意顶针粗细影响外观、进胶口位置产生的结合线,同时模具要设计电镀时夹具或挂点。
最好不要在塑件中有金属嵌件存在,由于两者的膨胀系数不同,在温度升高时,电镀液体会渗到缝隙中,对塑件结构造成一定的影响。
小件或中空零件,在模具上要尽量设计成一模多件,以节省加工时间和电镀时间,同时也便于电镀时装挂,提高生产效率。
要拉丝表面要尽量是平面,否则无法拉丝。一 般是一个产品中的局部装饰件做电镀拉丝,避免大面积。
三、烫金转移法
简单来说就是在塑胶上贴上一层拉丝纹理的金属薄膜。
即在烫金机的高温高压作用下,将带有拉丝纹理的烫金膜转移到塑胶制品的表面。烫金膜是一种在薄膜片基上经涂料和真空蒸镀复加一层金属箔而制成的烫印材料。
国产烫金膜一般为5层,基膜层、脱离层、染色层、镀铝层和粘贴层,其具体分解如下:
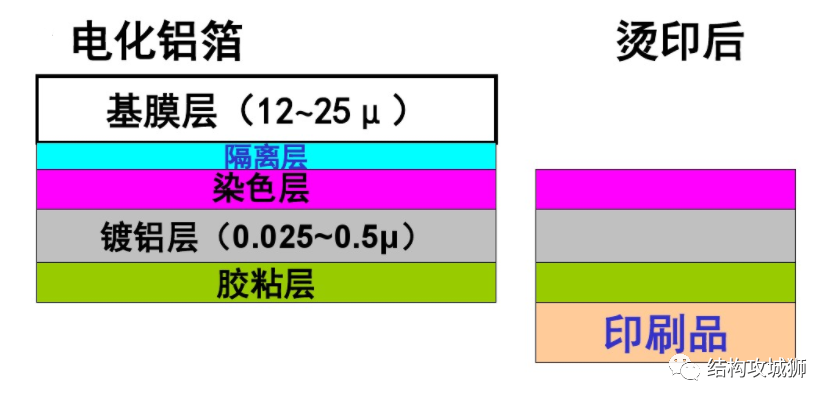
基膜层一般采用16pim厚双向拉伸的聚脂薄膜(PET),其具有强度大、抗拉、耐高温等性能,不易因温度上升而发生变形。
脱离层主要是有机硅树脂等涂布而成,它主要 的作用是在烫印时,即在加热或是加压时,它都会使色层、镀铝层和粘贴胶层能迅速脱离薄膜而被转移粘结在被烫印物体的表面上。
染色层的主要成分为合成树脂和染料,具有成膜性、耐热性、透明性。色层主要有两个作用:显示颜色和保护烫印在物品表面的镀铝层图形(如拉丝纹理 或图案等)不被氧化。色层的颜色根据需要有桔黄、 黄、灰、红、绿等多种。色层的颜色通过镀铝层后被赋予光泽,颜色有一定的变化,镀层的颜色不一定能反映烫金后的颜色,如黄色经镀铝后为金色、灰色镀铝后为银色等。
镀铝层是将有色层等的薄膜,置于连续镀铝机内的真空室内,在一定的真空度下,通过电阻加热,将铝丝熔化并连续蒸发到薄膜的色层上,便形成了镀铝层,主要作用是反射光线,改变色层颜色的性质, 并使其呈现光泽。
胶粘层一般用易熔的热塑性树脂通过涂布机在铝层上,经烘干即成胶粘层。胶粘层的主要作用是 将烫印材料粘结在被烫物体上。

图:拉丝烫金纸
通过烫金转移法制品表面具有类似金属拉丝质感,视觉上基本能体现金属拉丝质感,但手感上还是有点区别。
另外,烫金转移法对制品的表面要求比较严格,目前一般在板材、平面或有规律曲面应用烫金的比较多。像造型比较复杂的,不规则形状的,或者带有圆角的制品,基本上就无法采用烫金转移法。
上述三种都能表现塑胶件带金属拉丝效果,具体应用要根据实际情况选择,比如产品的需求、应用环境、设计要求等综合考虑。
审核编辑 :李倩
-
CMOS,Bipolar,FET这三种工艺的优缺点是什么?2025-03-25 3542
-
高端铝拉丝面板,感受佑泽606的非凡工艺2016-03-17 2668
-
STM32实现复位的三种常用方式问题2021-08-12 1762
-
噪声系数测量的三种方法2006-05-07 2558
-
基于台达机电技术的三联直进式金属拉丝机2009-06-16 2119
-
解决电池问题有三种方法2009-11-10 1204
-
探测器清洗三种方法2018-12-20 3403
-
电源模块散热的三种有效方法介绍2020-06-08 2636
-
python统计词频的三种方法2021-05-25 1329
-
浅谈不锈钢卡压式管件的三种防渗水加工工艺构造2021-06-15 1729
-
电源模块散热的三种有效方法2022-01-10 1114
-
塑胶件表面处理工艺2022-08-23 9708
-
三种方法实现串口接收不定长度的数据2023-09-14 16617
-
塑胶件测量的难点及全自动影像测量仪的优势2024-01-02 726
-
金属层2工艺是什么2024-10-24 2200
全部0条评论

快来发表一下你的评论吧 !
