

一文浅析锂电正负极片电阻与辊压压密的关联性
描述
极片电阻代表了极片的电子导电性能,该参数与极片的压实密度、孔隙率、配方等有密切关联。当极片在制备过程中,经过不同的辊压压力后,会改变极片的表面粗糙度和压实密度,这对提升极片中活性颗粒之间的接触导电性以及提升电芯的体积能量密度有一定的正向作用,但在辊压过程中,极片中的颗粒除了受到纵向挤压之外,还受到侧向剪切力,会使颗粒发生重排。
在测试极片电阻时,上下电极与极片表面垂直,施加的电信号从极片表面垂直贯穿至极片另一侧,一方面测出颗粒本身的导电性,另一方面还包括了颗粒与颗粒之间的接触电阻。因此,当极片经过辊压后,随着辊压压实密度的增加,极片电阻的数值是否会如预期的减小,本文针对不同体系的正负极片进行了测试验证。
1、实验设备和测试方法
1.1 实验设备:极片电阻仪,型号BER1300(IEST元能科技),电极直径14mm,可施加压强5~60MPa。设备如图1(a)和1(b)所示。
图1. (a)BER1300外观图;(b)BER1300结构图
1.2 样品制备:制备单面极片,浆料配比分别为,负极粉末: SP: CMC=905,正极粉末 : SP : PVDF=96.52,涂布烘干后分别用辊压机不同压力对极片辊压,制备不同压实密度的极片。
1.3 测试方法:将辊压前后的待测极片剪切成约5cm×10cm的长方形尺寸,放置于样品台上,在MRMS软件上设置测试压强、保压时间等参数,开始测试,软件自动读取极片厚度、电阻、电阻率、电导率等数据。
2、数据分析
对单面正负极极片辊压前以及辊压不同压力后的极片进行电阻测试,数据结果如图2所示。从结果趋势来看,石墨极片随着辊压压实密度的增大,一直表现出电阻率增大的现象,只有达到1.63g/cm³压实密度条件以上时才稍微下降,三元NCM极片未辊压时压实密度是1.60g/cm³,对应的电阻率相对较小,一旦经过辊压后,电阻率表现出先上升后下降的趋势,钴酸锂LCO和磷酸铁锂LFP极片的电阻率趋势与三元的类似,但LCO极片辊压前与辊压后第一个压实密度点对应的电阻率相差不大。
电池极片涂层内部电子主要是通过固体粉末颗粒传导,电阻具体包括活性颗粒、导电剂颗粒本身的电导率,这与材料的结构与形貌有关;另外还包括固体颗粒之间的接触电阻,活性颗粒之间、导电剂颗粒之间、以及活性颗粒与导电剂颗粒之间的接触电阻。
对于正极电极而言,活性材料的电子电导率远低于导电剂颗粒,活性颗粒的电导几乎可以忽略。而石墨负极本身也具有较好的电导率,活性颗粒和导电剂都是主要电子传导路径。对于颗粒之间的接触电阻,这和颗粒之间的接触面积、界面状态等因素有关。辊压几乎不会改变活性材料和导电剂本身的电阻率,只是由于颗粒的重排导致颗粒接触面积、界面状态改变,从而影响界面电阻。
另外,极片电阻测试过程中,测试的电阻除了极片涂层的电阻之外,还包括涂层与集流体的界面电阻,探针与涂层的接触电阻等。一般认为,辊压会增加涂层的压实密度,使颗粒之间接触面积增加,从而增加电导率。但实际测试结果更加复杂,接下来通过电镜以及表面粗糙度等测试手段分析极片电阻变化趋势的原因。
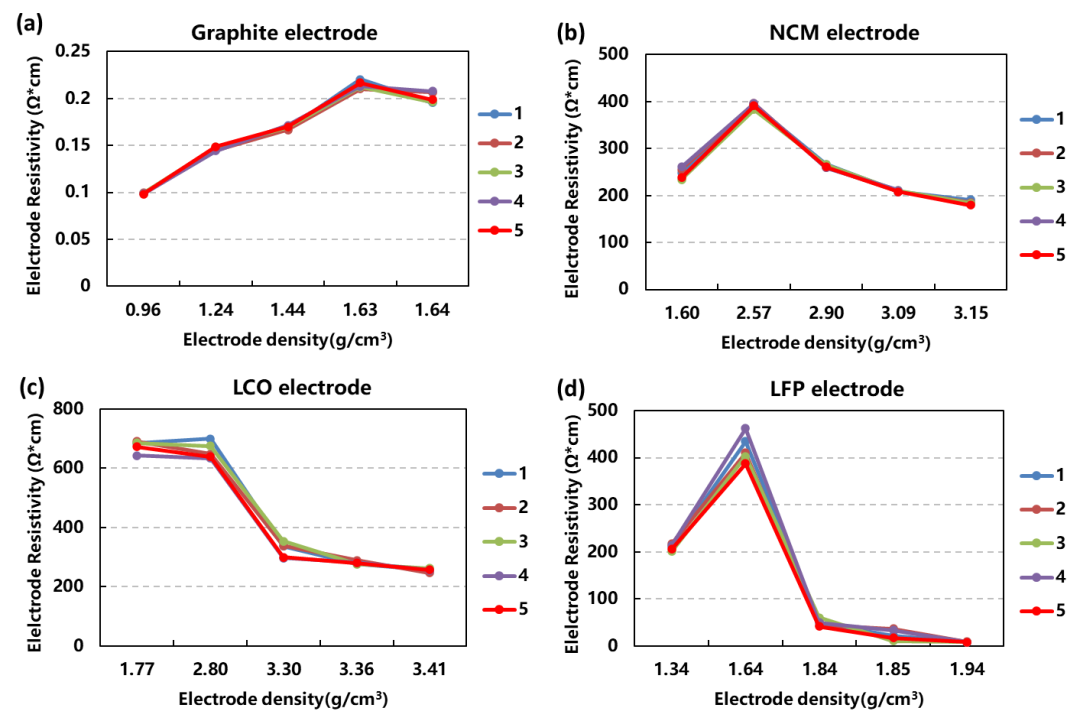
图2.正负极极片辊压前以及辊压不同压力后的极片电阻趋势图
对三种不同压实密度的石墨极片进行截面SEM观察,可看出随着辊压压力的增大,原本交叉排列的石墨片层结构倾向于平行排列。而对石墨材料来说,其晶体结构是由碳六边形的片层平行排列组成,分为平面和端面,其中大部分锂离子的嵌入均从端面进入石墨层间。并且石墨层间的碳原子之间三个电子以SP2杂化的共价键结合,剩余一个π电子可以自由移动从而具有良好的电子电导,但是具有显著的各向异性,沿层面方向有良好的电子导电性,而垂直层面方向导电子能力很差。
因此当石墨极片经过辊压后,更多的平面平行于极片表面,这会导致极片电阻测试时施加的垂直于极片的电流更难纵向穿透极片涂层,因此电阻会随着辊压压密的增大而增大。另一方面,随着压实密度增加,石墨颗粒和导电剂颗粒之间的接触更加密室,这又会降低电阻,两者相互对立影响极片电阻。
因此,实际辊压过程对极片电阻的影响非常复杂,需要结合具体的材料形貌特征、极片的微观结构进行分析。对负极极片测试极片电阻一方面可以结合微观结构分析电子传输特性,另一方面极片电阻测试可以表征同一组极片不同位置电阻的均匀性来评估极片的均匀性。
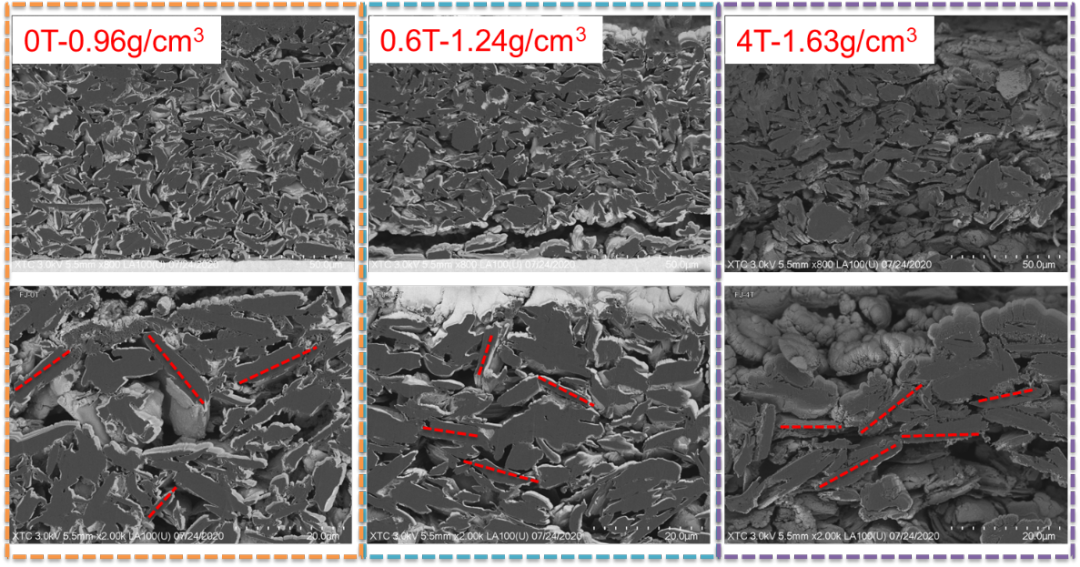
图3.不同压实密度的石墨极片截面图
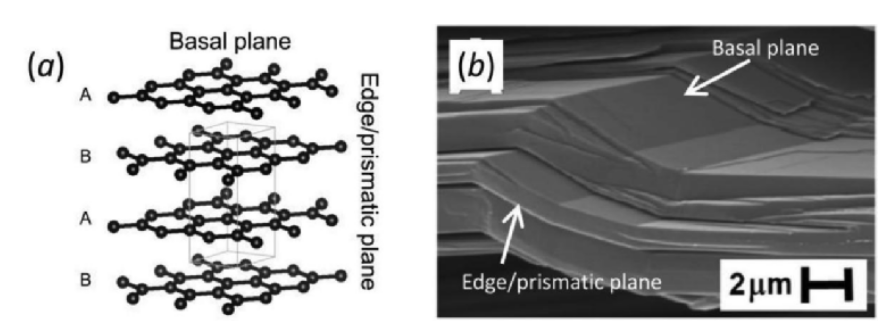
图4.石墨晶体结构以及形貌图¹
对三组正极极片来说,经过较小的压力辊压后,测出的极片电阻比辊压前的极片电阻大。如前面所述正极极片电子电导率主要是导电剂颗粒之间的电子传导形成的,在浆料制备时,导电剂均匀分散在溶剂中,形成了较好的相互连通的三维电子传输网络,随后的涂布和干燥过程中,导电剂三维网络结构保持了良好的连通性,未辊压的极片虽然活性颗粒之间接触不好,但是导电剂网络使极片具有良好的电子电导率,极片电阻较低。
在较小的辊压压力下辊压时导电剂电子传输网络被破坏,从而导致极片电阻增加。结合三种不同辊压压力的三元极片表面形貌图和表面碳元素分布图可推断,经过辊压后,包覆在活性颗粒表面的导电碳分子可能别辊压的侧向剪切力挤压,导电剂颗粒之间断开连接,无法传导电子,因此电阻会相比辊压前的极片电阻增大。
此外,这可能还与极片表面的粗糙度在不断变小有关,如图5所示。由于上下两探针的极片电阻测试原理测出的极片电阻不可避免的包含了上下电极与极片表面的接触电阻,因此,若极片表面的粗糙度变小后,可能导致测试电极与极片表面的接触变差,接触电阻变大,从而测出的总电阻变大。
随着辊压压力的进一步增大,活性颗粒被进一步压实,导电碳颗粒之间相互接触更加紧密,重新形成了相互连通的三维网络,因此极片电阻又会降低。所以,正极极片辊压时需要保证较大的辊压压力,否则轻微辊压反而会破坏电子导电网络,增加极片电阻,不利于电池性能发挥。此外,当测试正极片的极片电阻时,应尽量保持极片的表面状态一致,这样才可对比不同工艺配方对极片电阻的影响,同样也可通过对同组极片测试不同位置的电阻均匀性来评估极片涂敷均匀度。
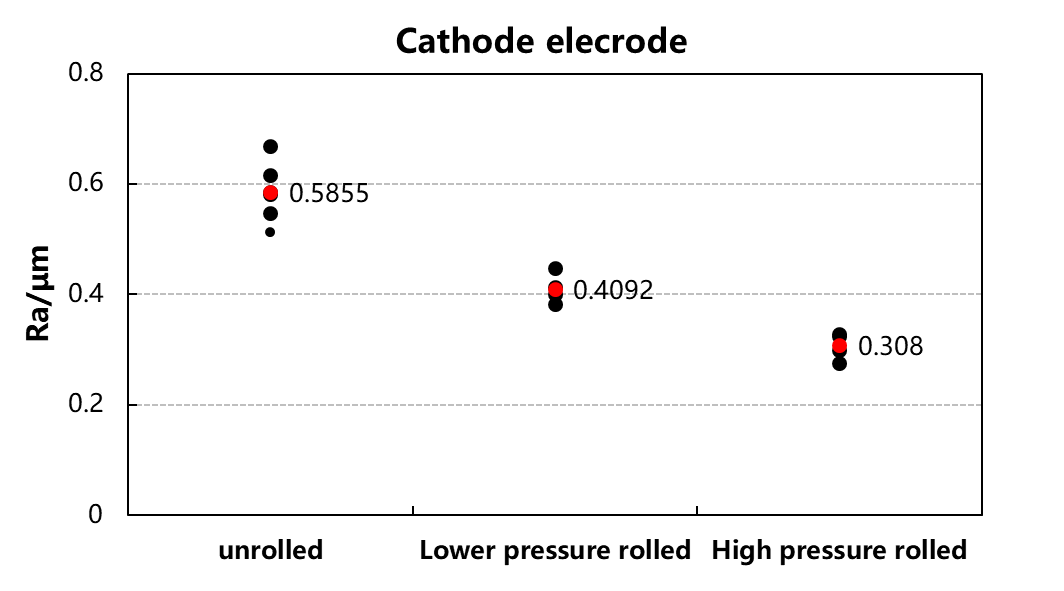
图5.三种正极极片表面粗糙度变化趋势
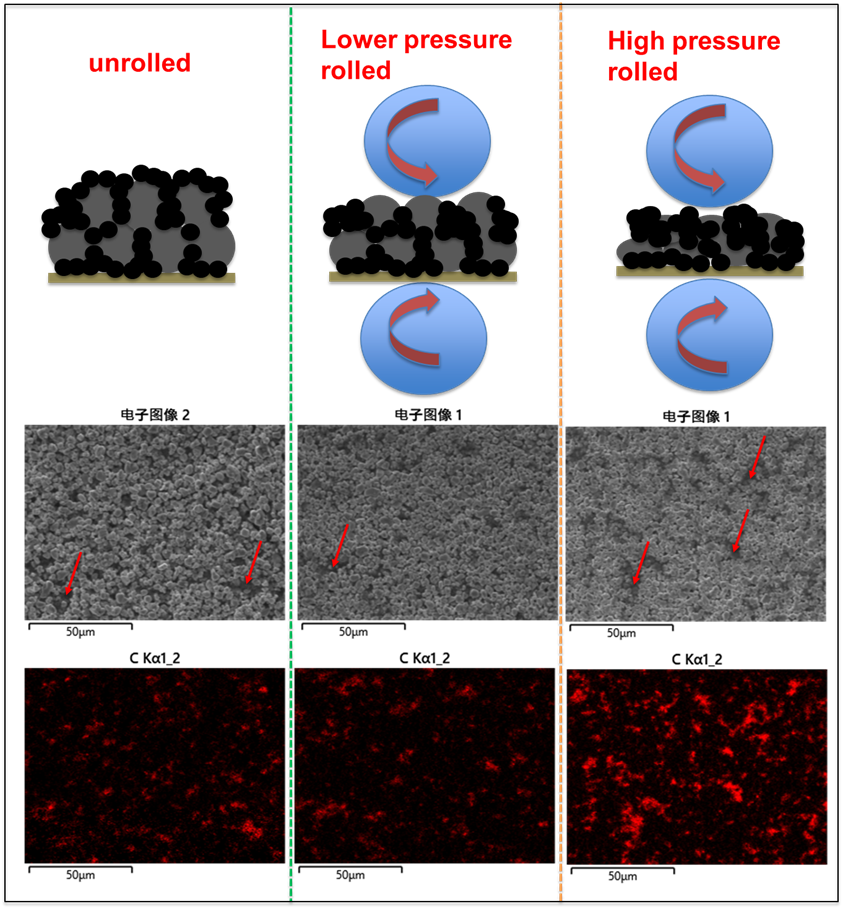
图6.三种三元极片表面电镜图和碳元素分布
3、总结
本文对不同辊压压密的正负极片电阻进行表征,发现正负极的电阻随着辊压压密增大的变化趋势不同,进一步结合正负极的电镜形貌分析,推测负极电阻变大与极片的取向排列有关,而正极的电阻随着辊压先增大后减小,这与极片导电剂三维网络电子传输路径和表面的粗糙度有关。因此,在采用极片电阻法评估正负极片导电性能的差异以及导电均匀性时,要尤其注意活性颗粒的取向排布以及极片表面状态的一致性。
审核编辑:刘清
-
背光正负极装配问题2019-01-08 2850
-
如何判断电路中的正负极?2021-03-02 10070
-
正负极性调制2009-07-31 1479
-
电解电容符号的正负极判断2017-10-28 47926
-
电感有正负极吗2018-08-29 66290
-
探析锂电池用正负极集流体类别及工艺流程2018-12-17 8685
-
led灯正负极区分2019-08-22 139931
-
复杂电路的正负极如何判断2020-01-11 13373
-
如何识别电解电容正负极,电解电容正负极识别方法的介绍2020-11-27 17946
-
如何识别钽电容的正负极2021-06-22 18107
-
电流源正负极怎么判断2022-01-29 29741
-
薄膜电容分正负极吗2023-03-06 8171
-
cbb电容怎么分正负极?到底哪些电容需要区分正负极?2023-09-22 5950
-
压敏电阻有没有正负极 如何判断压敏电阻器的好坏?2023-12-25 5280
-
法拉电容正负极怎么区分 电容器正负极判断方法2024-01-31 15552
全部0条评论

快来发表一下你的评论吧 !
