

激光复合焊技术生产工艺有哪些要领
描述
为了扩大激光焊的应用范围、提高激光焊的质量、增加焊件厚度以及避免单纯激光焊的局限性,便出现了新的焊接工艺:激光复合焊,这里要注意激光复焊的优点不单单是两种焊接方法的叠加!特别是能量的利用率远远大于两种热源的简单相加。
激光复合焊的优点在于:能量利用率提高,母材处于固态时对激光的吸收率很低,而熔化后对激光的吸收率提高到50~100%;熔深增加很多,在电弧的作用下,母材熔化形成熔池,而激光又作用在电弧形成的底部,加上液态金属对激光束的吸收率高,因此激光复合焊要比单纯激光焊熔深要大;电弧很稳定,比如单独用TIG或MIG焊接时,焊接电弧有时不稳定特别是在小电流情况下,当焊接速度提高到一定值时会引起电弧漂移,而采用激光复合焊时,激光产生的等离子体有助于稳定电弧;提高激光焊接时对接接头间隙的适应性,降低激光焊的装配精度从而实现高效率。
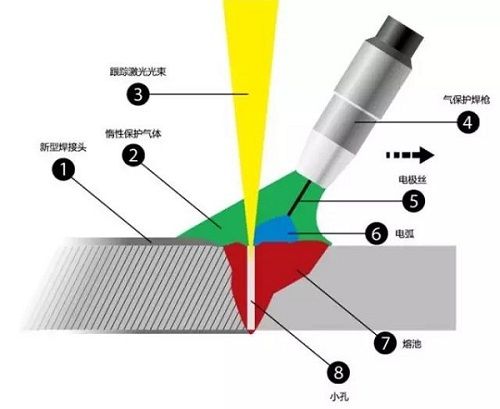
1,激光焊的工艺参数,脉冲激光焊有四个主要参数:脉冲能量、脉冲宽度、功率密度和离焦量;连续激光焊的参数主要有:激光功率、焊接速度、光斑直径、离焦量、保护气体的种类和流量等;双光束激光焊的参数有:光束排布方式、间距、两光束角度、聚焦位置、两光束的能量比等。激光复合焊种类有:激光-电弧复合焊、激光-高频焊、激光-压焊、激光-钎焊等;其中激光-电弧焊最为常见,如激光-氩弧焊(TIG)、激光-气保焊(MIG)等。按照激光与电弧的相对位置不同有:同轴复合式、交叉复合式、偏离复合式。
2,应用在大厚板深熔焊接,由于单纯激光焊严格的装配要求和大功率激光器成本高限制了厚板焊接。采用激光-电弧复合焊可进行厚板深熔焊接,并且提高对焊接坡口的制备、光束对中性和接头装配间隙的适应性。在造船业得到很好的应用,对于低合金高强度钢可不预热焊接,用激光-电弧复合焊单道焊熔深可达15mm,双道焊熔深达30mm焊接变形量仅为双丝焊的1/10,焊接厚度16mm的T形接头焊接速度可达3m/min。
3,应用在铝合金的激光焊接,激光焊接铝合金存在反射率大,易产生气孔、裂纹、成分变化等问题。采用激光-电弧复合焊,由于电弧的作用,激光束能够直接照射到液态熔池表面,增大吸收率,提高熔深。采用交流TIG或直流反接,可在激光焊前面清理氧化膜,同时电弧形成的熔池在激光束前方移动,增大熔池与固态金属之间的润湿性,防止咬边。
4,应用在搭接接头,搭接焊缝广泛应用于汽车的框架和底板结构中,目前汽车壳体焊接中很多都采用了镀锌钢板搭接焊和铝板焊接。采用激光-电弧复合焊可以减小焊接部件的变形量、消除下凹、咬边等缺陷,并大大提高焊接速度。比如:采用10kW的CO2激光与MIG电弧复合热源焊接低碳钢板的搭接接头,可实现间隙为0.5~1.5mm的搭接焊,熔深可达地板厚度的40%。又如:采用2.7kW的YAG激光-MIG电弧复合高速焊接的铝合金搭接接头,焊接速度可达8m/min。
5,应用在薄板高速焊上,激光高速焊接薄板的主要问题是焊缝成形连续性差,焊道表面易出现隆起等缺陷。采用等离子弧辅助YAG或CO2激光进行薄板(0.14mm)复合焊接,焊接速度为单独激光焊提高1倍,即使焊接速度达到100m/min电弧也很稳定,可获得较宽的焊道和光滑的焊缝表面。
审核编辑:汤梓红
-
微电机轴心的研磨生产工艺及调试技术2025-06-24 432
-
钽电容的生产工艺2012-09-25 4927
-
鑫芯源铜铝复合板、东莞铜铝复合排工艺2020-07-01 598
-
激光复合焊接技术介绍2010-11-13 894
-
复合预混合饲料生产工艺流程图2009-03-30 3166
-
什么是CPU的生产工艺技术/向下兼容?2010-02-04 1030
-
LCD生产工艺2016-12-29 1059
-
波峰焊生产工艺材料的质量控制及解决方法2020-04-03 3907
-
激光等离子复合焊的优缺点和工艺原理的介绍2020-10-22 7425
-
激光焊接在激光复合焊技术的应用2022-10-21 1726
-
激光电弧复合焊是新型激光焊接工艺 市场需求在不断增加2023-05-16 2445
-
消费电子防水透气复合膜生产工艺介绍2023-05-19 1878
-
浅谈高功率激光复合焊2023-08-19 5104
-
蓝光激光复合焊接的技术工艺2023-10-31 1656
-
激光拼焊如何提高汽车制造工艺?2024-03-26 1220
全部0条评论

快来发表一下你的评论吧 !
