

一种面向3D微流控芯片的纳米纤维自支撑增材制造方法
描述
微流控芯片在个性化诊疗、环境和食品检测、生物医学工程等领域具有广泛的应用,这得益于其高效的功能单元整合能力。与2D结构相比,3D微流控器件具有更高密度的功能单元(如可动膜腔结构和功能化纳米纤维等),这使得其能够进行复杂的流体操作和高通量检测。
实验室常用的3D微流控芯片主要采用软光刻、对准、键合等多步工艺进行制造,该过程流程繁琐,环境洁净度要求高,且对工艺人员的操作技能提出一定要求,这极大限制了微流控芯片的制造效率及其结构设计的灵活性。
3D打印技术具备一体化和高通量的制造特征,为微流控芯片的制造提供了绝佳的技术方案。典型地,光固化打印技术(如DLP、SLA等)能提供高分辨率的流体通道,熔融沉积成型(FDM)和多射流喷射成型(MJP)技术则擅长于构建多材料微流控芯片。
然而,这些3D打印方法在打印极窄通道和T形微通道时常遇到通道堵塞的常见问题。此外,悬垂结构(可动膜、悬臂梁等)的3D打印也面临着牺牲层去除时由液体表面张力引起的结构塌陷问题。
近期,厦门大学孙道恒教授团队提出了一种实用的增材制造策略——纳米纤维自支撑增材制造(NSCAM)方法,通过交替使用静电纺丝和电流体动力射流(E-jet)直接制造3D微流控芯片。NSCAM基于电纺纳米纤维的自支撑效应和多孔化结构特性,创新性地将纳米纤维用作悬垂结构打印的支撑层和工作流体的渗流介质。
通过直写墨水在纳米纤维中的可控渗透,形成图案化的3D通道壁。整个制造过程可以实现一体化制备3D微流控芯片,同时避免了去牺牲层和对准键合流程。作为演示,该研究制作并测试了一个典型的3D流体微阀,该阀具有3D微流控通道、悬臂式结构和可动膜结构,验证了该方法的可行性和优势性。
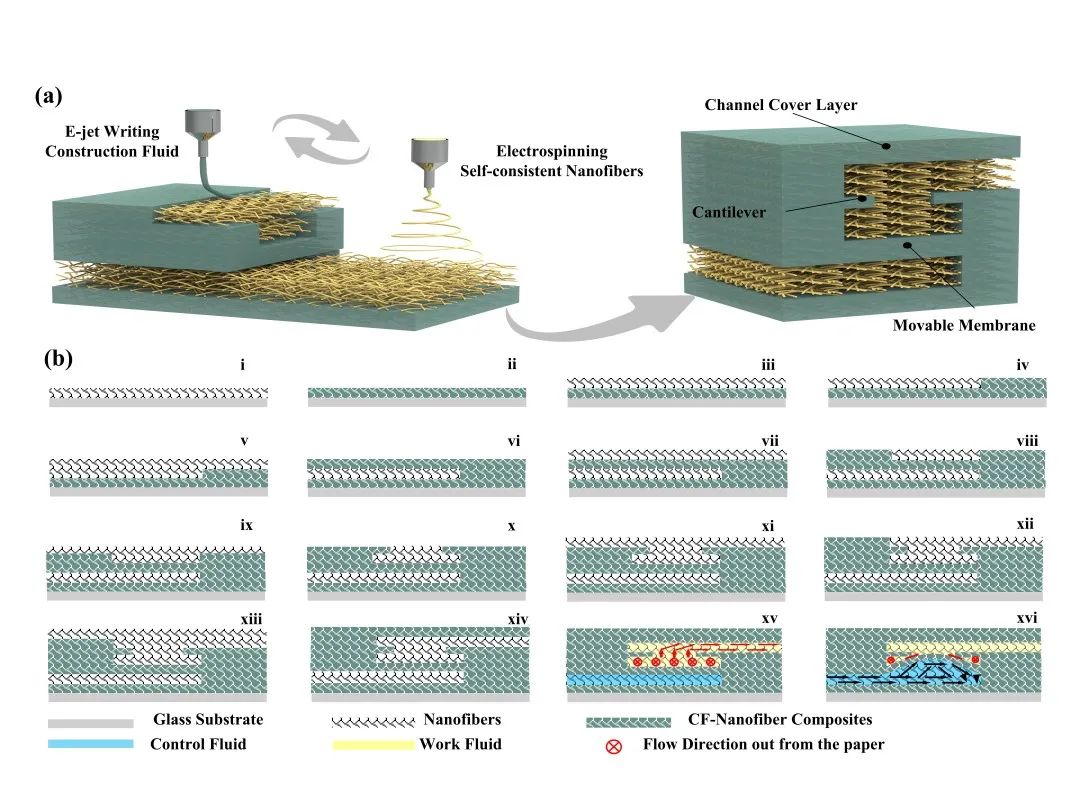
图1 纳米纤维自支撑工艺流程:(a)交替静电纺丝与静电直写工艺制备纳米纤维自支撑型3D微流控通道;(b)以3D微流控压力增益阀的制备为例,展示NSCAM工艺的具体流程:(i)在玻璃基底上静电纺丝;(ii)将静电直写墨水((也被称为“筑型流体”))喷印在纳米纤维上,保证膜的渗穿;(iii-iv)通过静电直写工艺图案化筑型流体墨水,以制备控制流道层结构;(v-vi)控制墨水在纳米纤维上的纵向渗透距离以形成完整流道结构;(vii-xiv)输入流道层、连接流道层、输出流道层、封顶层的构建;(xv-xvi)3D微流控压力增益阀工作原理
在打印过程中,静电纺丝和静电直写交替进行。通过静电纺丝形成的纳米纤维被用作多孔基底,静电直写墨水(也被称为“筑型流体”)被喷印在纳米纤维膜上。筑型流体在多孔纳米纤维中的铺展和渗透行为主要受打印温度的调控,当基板保持温度设置为90℃时,最小穿透深度为~45 μm。
在NSCAM过程中,电纺纳米纤维被用作每一切片层的基底,并在打印流道封顶层时被用作微通道的支撑材料。在打印流道底层(ii)和流道层(iv)时,筑型流体彻底穿透纳米纤维,并在固化后形成通道下壁和侧壁。在打印流道封顶层(vi)时,通过控制筑型流体的纵向穿透距离来形成通道。重复这两个过程,可以逐层堆叠制备三维微纳结构。
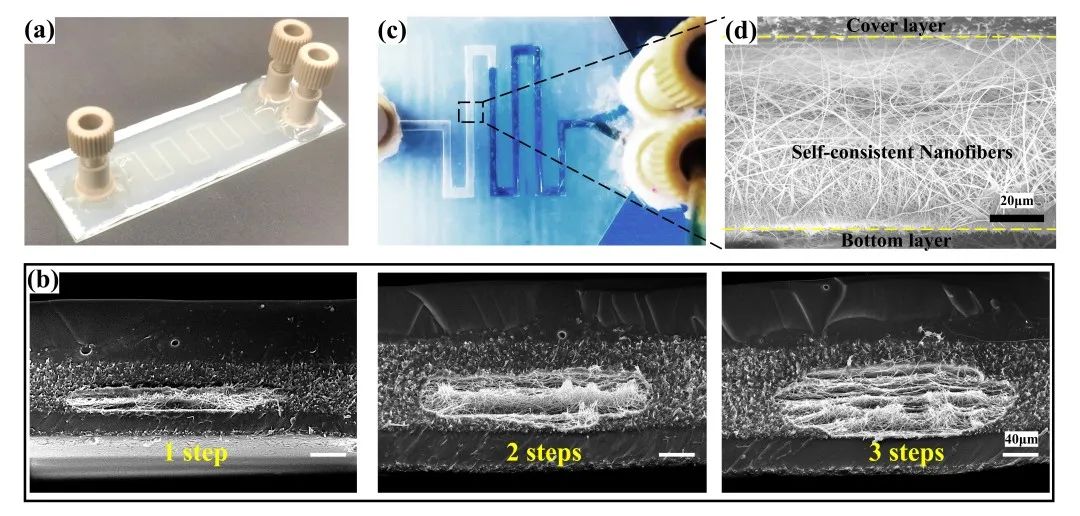
图2 含自支撑纳米纤维的二维微流控器件:(a)微流控芯片;(b)在流体通道层制备过程中,分别交替进行1次、2次和3次静电纺丝和静电直写以创建不同高度的单层微流控通道;(c)工作流体通过含自支撑纳米纤维的微通道;(d)含自支撑纳米纤维的微通道截面
静电纺丝纳米纤维在厚度方向上具有连续性。因此,通过控制纳米纤维膜的厚度,可以获得不同高度的微通道。控制每次电纺纳米纤维的厚度保持在~25 μm,以确保筑型流体完全渗穿纳米纤维膜。通过增加交替静电纺丝和静电直写的次数,分别获得了高度为26 μm(交替1次),51.23 μm(交替2次)和76.54 μm(交替3次)的微流控通道。
向通道中注入工作流体(蓝色染料),得益于纳米纤维的多孔性,工作流体可在通道中顺畅流动,且通道中的纳米纤维可将流道封顶层和流道底层连接起来,并支撑悬浮的流道封顶层以防止塌陷。
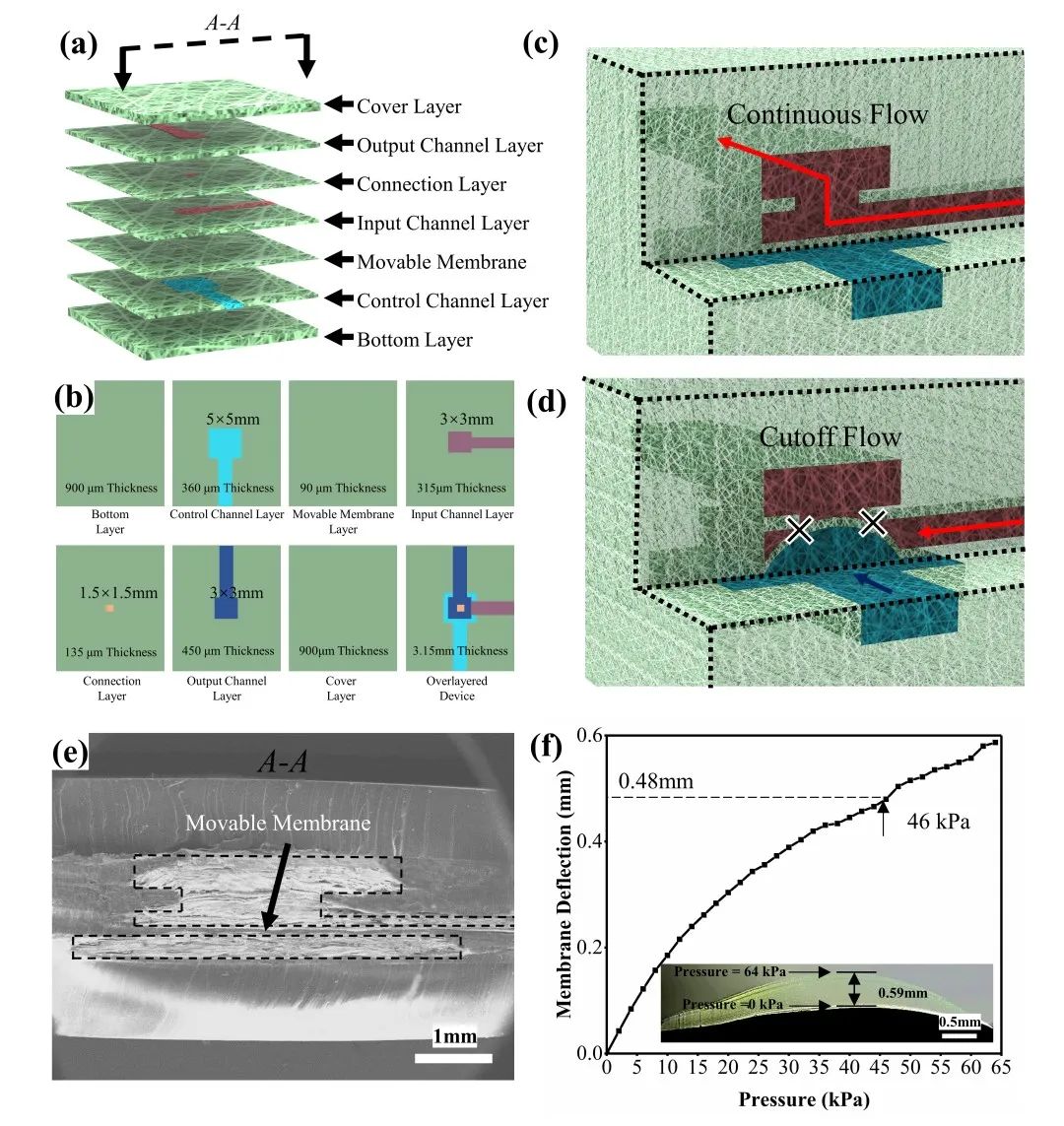
图3 微流控增益阀的结构特性:(a)示意图;(b)设计结构尺寸;(c-d)工作原理;(e)打印的阀芯截面;(f)可动膜在通道中压力作用下的挠曲特性
为了证明NSCAM的可行性和优势性,该研究制备了一个微流控压力增益阀。微阀控制通道的高度和宽度分别约为350 μm和5 mm,宽高比高达为15。当向控制通道施加气压时,可动膜向连接流道层偏转。随着控制压力的增加,位移达到最大点,此时薄膜完全堵塞了连接孔,切断了输出通道层中的流速。
结果表明,当控制通道中的空气压力从0 kPa增加到64 kPa时,位于膜中心的最大偏转点达到最大位移590 μm。
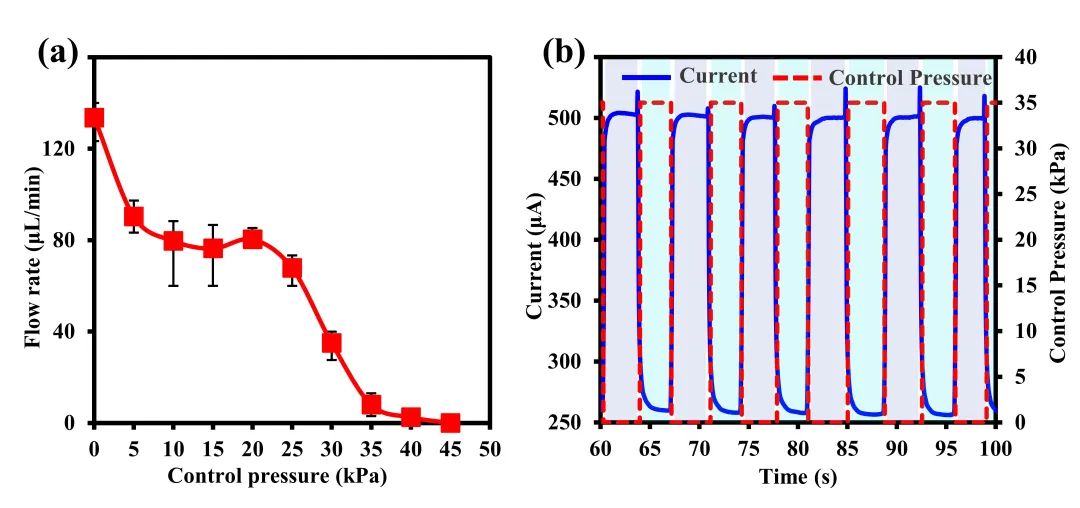
图4 微流控增益阀的功能特性:(a)微阀压力静态响应;(b)微阀循环动态响应
在输入流道中以135 μL/h的流量通入流体,随着控制流道中压力的升高(0~10 kpa),输出流道的流量降低,这主要是由于纳米纤维的压缩。接着提高控制压力,由于纳米纤维的压缩程度有限,输出流速响应存在一个压力不应期(即10 ~20 kPa之间),这有利于稳定输出流量在~80 μL/min。截止压力出现在45 kPa,这时纳米纤维膜被极大压缩,可被视为无孔隙薄膜,并在压力作用下偏转将连接层流道完全堵塞。为了评估阀门的动态性能,将KCL溶液通入输入流道,并在流路中施加12 V电压。
当控制压力从0 kPa上升到35 kPa时,连接层流道过流截面减小,电流值从500 μA下降到250 μA,压力负载和电流变化之间的延迟约为52.6 ms。接着对阀门开展了频率为0.15 Hz的循环测试,在高于100次重复加载-卸载测试中未见结构失效。
综上所述,该研究演示了一种面向3D微流控芯片的免去牺牲层增材制造方法,避免了传统增材制造方法支撑结构去除过程中由溶剂挥发或树脂溶留阻塞等现象造成的微结构失效。该方法采用电纺纳米纤维作为3D打印支撑结构,并通过静电直写实现每层切片的微尺度图案化。文章研究了直写墨水在电纺纳米纤维中的铺展渗透规律,实现了~120 μm 和~45 μm的横、纵向打印分辨率,制备的3D流体微阀可实现~50ms的快速开关响应。
审核编辑:刘清
-
如何通过3D打印完善5G的PCB增材2019-07-17 2203
-
增材制造系统——用于医疗行业的3D打印样本2016-12-28 1049
-
基于MSC的增材制造的仿真2017-09-25 1013
-
纳米增材制造2018-02-11 1435
-
增材制造产业发展提速 3D打印推上制造业制高点2018-04-24 2097
-
Stratasys推出碳纤维3D打印机满足日益激增的碳纤维应用需求2018-08-24 7147
-
3DXpert软件使金属增材制造研究步入了新的台阶2020-04-09 3220
-
一种新型的3D打印增材制造生产技术的特种材料2020-04-26 4404
-
西门子3D打印新技术,助力金属增材制造发展2020-05-23 3704
-
3D打印的增材制造正不断进化2020-12-29 2611
-
增材制造与3d打印技术区别2021-05-26 14633
-
3D打印和增材制造:一个充满活力和创新的行业2022-08-13 2668
-
增材制造技术是干什么的 增材制造和3d打印有区别吗?2024-01-19 5910
-
ATA-7015增材制造测试高压放大器的应用场景介绍2024-06-05 920
-
2025深圳3D打印增材制造展,台湾高技即将亮相深圳增材展2025-08-15 1714
全部0条评论

快来发表一下你的评论吧 !
