

高级组态监控将成为流水线降本提效的秘诀?
描述
2018 年,世界经济论坛(WEF)携手麦肯锡公司共同倡议并正式启动了全球“灯塔工厂网络项目”(Lighthouse Network),共同遴选率先应用工业革命 4.0 技术实现企业盈利和持续发展的创新者与示范者。这就使得工厂系统需要对各流水线及生产运行成本方面进行多角度监控、分析,同样急需对信息化应用成果和各项信息资源,进行多元化的展示并支持多元化终端的便捷访问。
图扑软件 HT 可视化技术采用 B/S 架构,通过对传统二维的工厂流水线组态图进行重构设计,对接测点数据实现 Web 化跨平台多端访问,无论是 PC、PAD 或是智能手机打开浏览器,即可随时访问监控场景。并支持集成至 B/S 端,与其他主流前端框架如 Angular、React 和 Vue 等无缝融合,通过数据驱动形式让新型组态得以使用 2D/2.5D 等不同形式实现多样化展示。
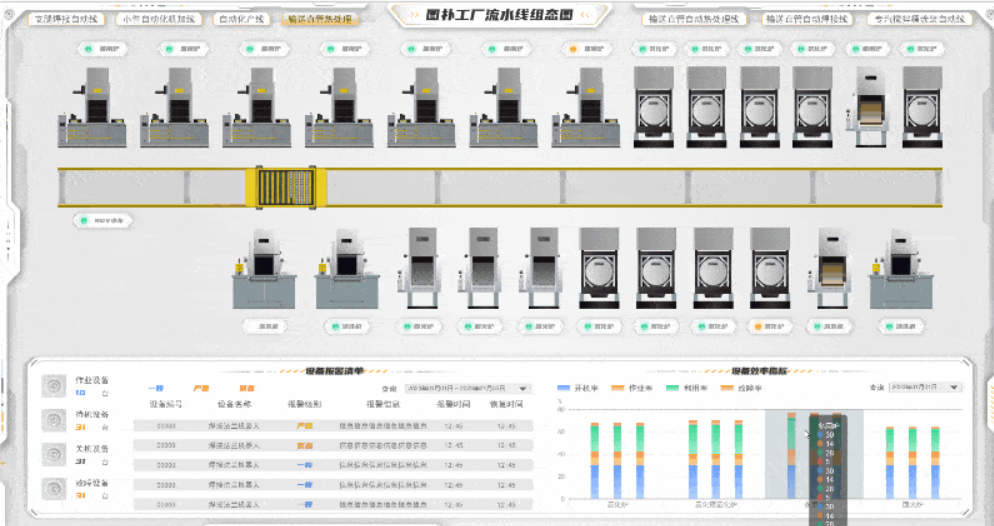
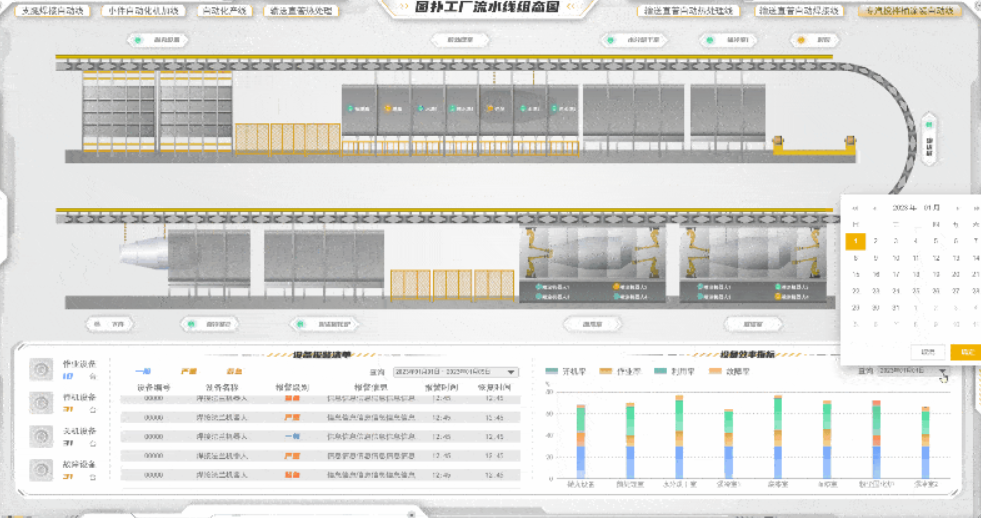
本期案例对工厂流水线的主要工艺流程进行 2D 可视化设计,根据不同的单元“支腿焊接自动线”、“小件自动化机加线”、“自动化产线”、“输送直管热处理”、输送直管自动热处理线”、“输送直管自动焊接线”、“专汽搅拌桶涂装自动线”进行分类设计,结合接入测点后监测到的实时数据,直观呈现工艺流程和工艺设备的运行状态。
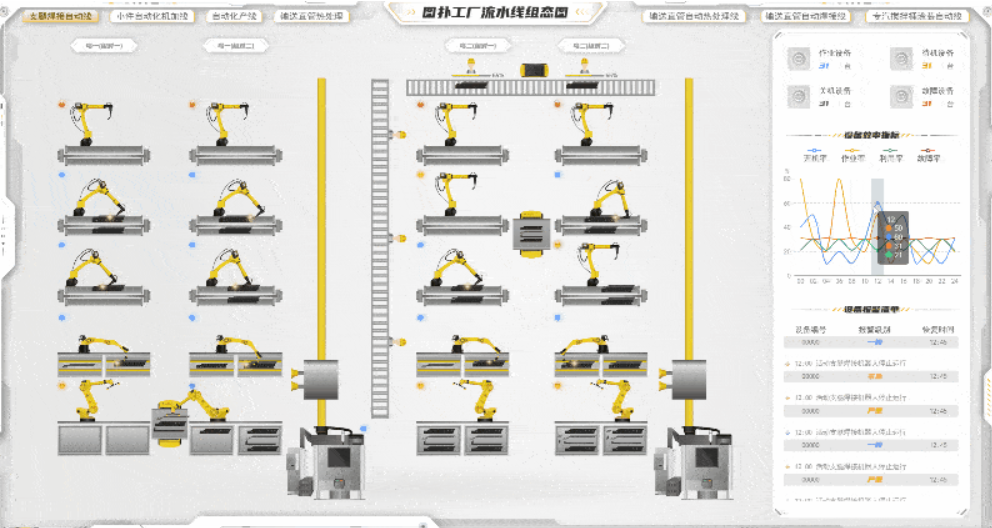
支腿焊接自动线
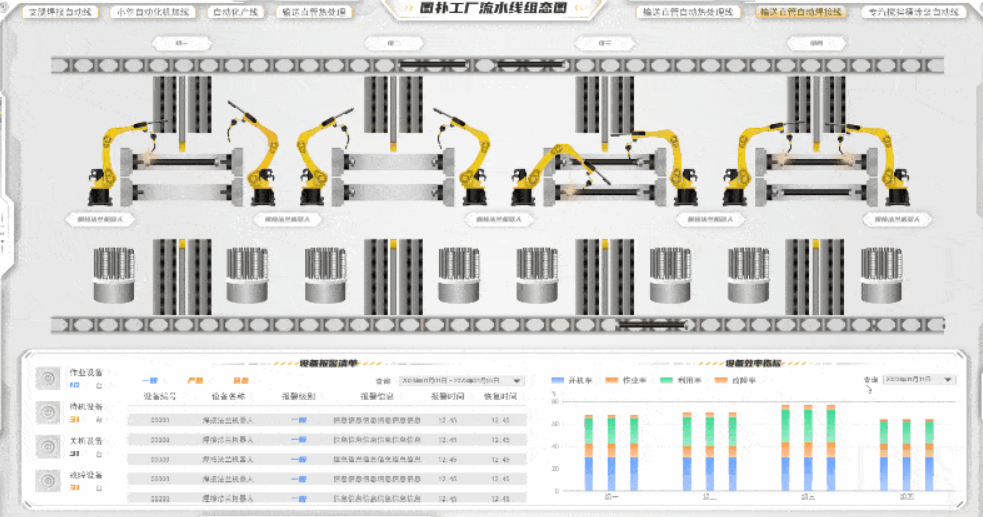
焊接作为现代制造业中的一项重要制造技术,已经渗透到制造业的各个领域。活动支腿焊接机器人采用 PLC 可编程序控制器控制,能与机器人通信,在操作平台上能对整个生产线的工作过程进行控制,并且多台焊接机器人协调控制,保证焊接过程的智能性和稳定性。自动焊接生产线就是将焊接机器人、焊接设备、辅助设备及工装、控制系统、变位机、物流系统进行有效集成,通过整条线的自动化输送,能够提高整条生产线的工作效率。
图扑软件 HT 可视化界面中,每台焊接机器人都有其相对应的报警装置,根据报警级别实时汇总其状态并在右侧面板轮播展示。并且根据焊接机器人携带的传感器传输回的数据信息,将设备效率指标以曲线图的形式进行可视化展示。
点焊机械臂
鼠标划过点焊机械臂设备会高亮显示,点击后可进入设备详情界面,界面内是对点焊机械臂设备的二维展示,两侧辅助以相关设备基础信息包括焊接电流、焊接电压、送丝速度等。

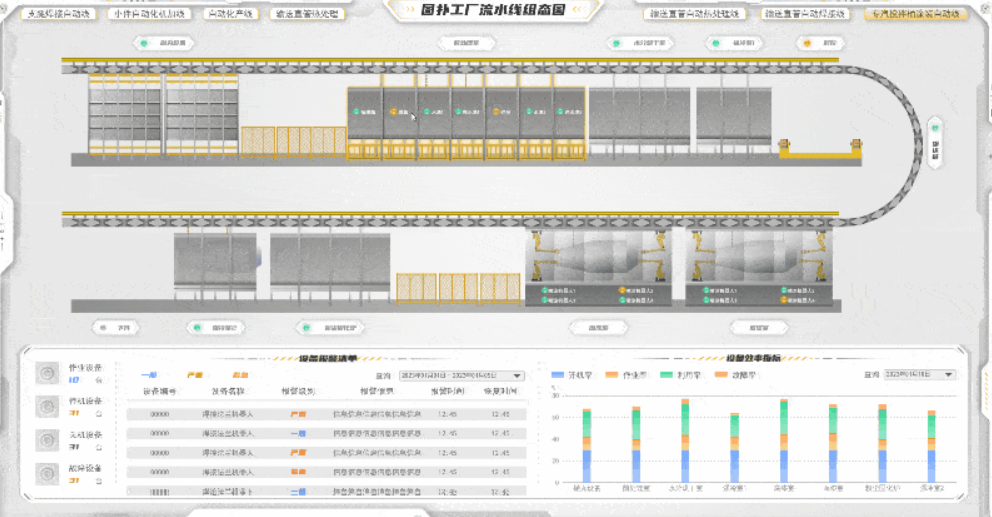
小件自动化机加线
小件自动化流水线生产过程繁琐而复杂,为保证整个流水线的正常运行,需要一个合理的设计方案。对整个流水线生产过程而言,需要考虑加工设备的摆放位置、每台设备的运行速度、整个生产线的节拍。合理的流水线设计能够使得加工设备之间减少碰撞、减缓待加工工件堆积。
本系统中展示了 6 条综合线产线流程,采用固定面板的方式展示作业设备、待机设备、关机设备、故障设备等实时数据;以及设备报警清单,设备和产线效率指标数据等。

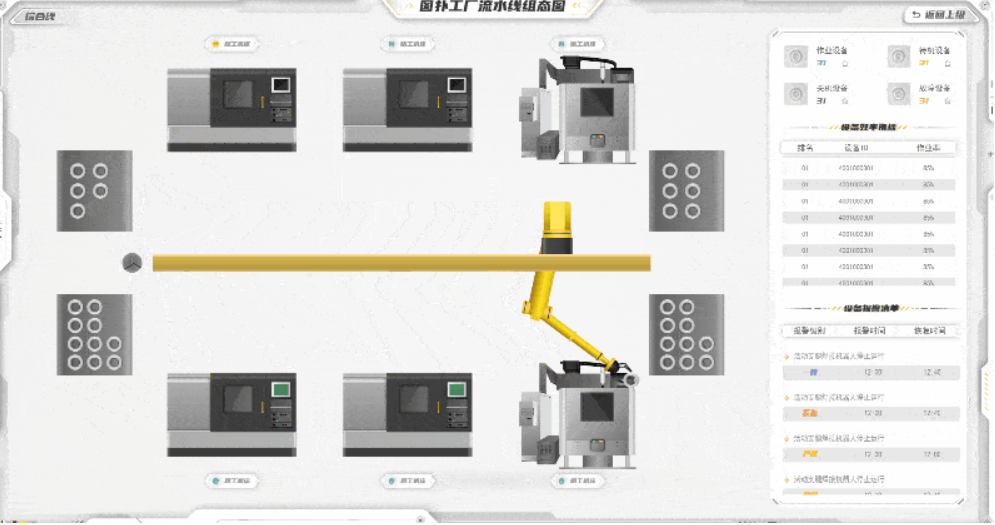
综合线
鼠标划过综合线工艺会高亮显示,点击后可进入综合线详情界面,界面内是对法兰加工步骤的可视化展示,右侧辅助以相关设备基础信息包括设备报警清单、设备效率指标等。
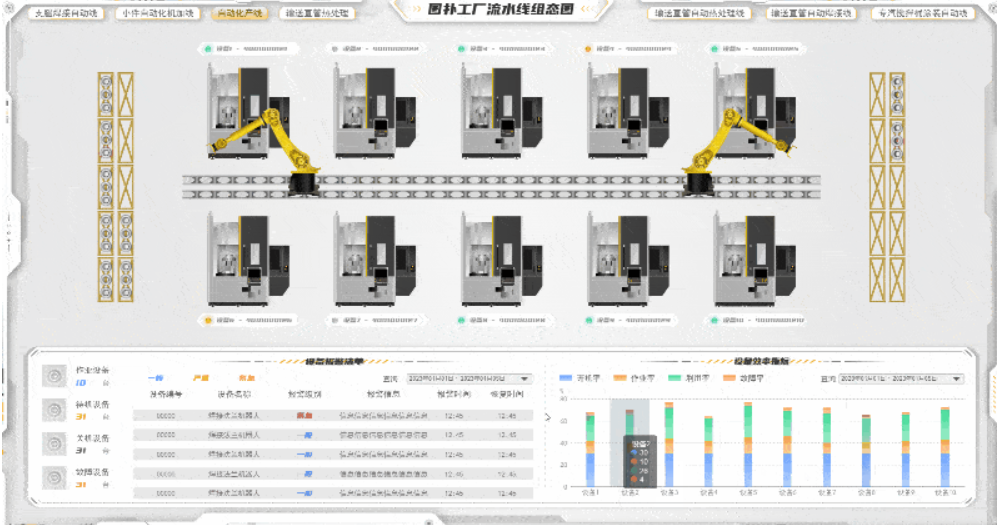
自动化产线
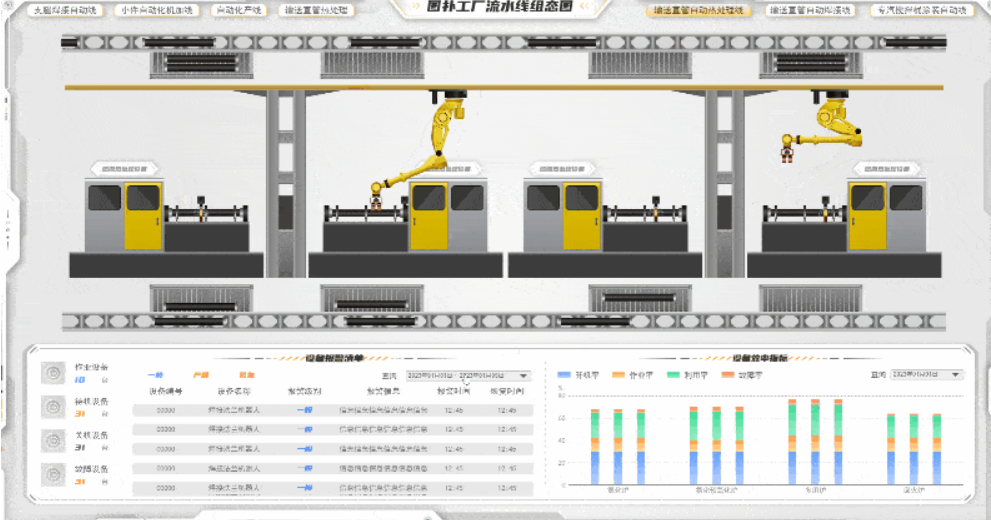
自动生产线是指由自动化机器体系实现产品工艺过程的一种生产组织形式。它是在连续流水线的进一步发展的基础上形成的。自动化产线的目标是实现设备加工的减量化,其特点是:加工对象自动地由一台机械臂传送到相应的设备机床上,并由机床自动地进行加工、装卸、检验等,所有的机器设备都按统一的节拍运转,生产过程高度连续。
本系统中形象地展示了运输带上的机械臂运送法兰到各对应机加机床进行钻孔、扩孔、铰孔、滚花等后续工作的示意。
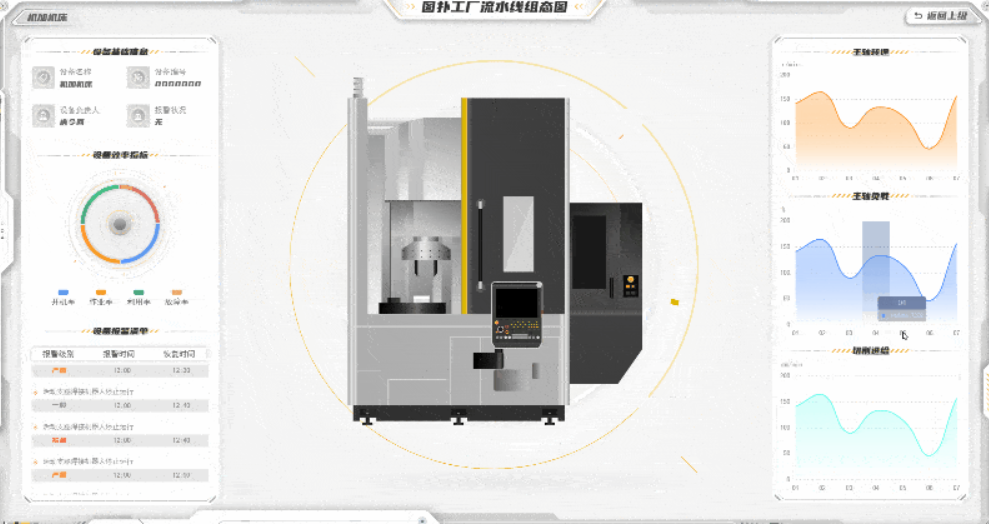
机加机床
鼠标划过机床设备会高亮显示,点击后可进入机加机床详情界面,界面内是对设备的二维展示,两侧辅助以相关设备基础信息包括主轴转速、主轴负载、切削进给等。
输送直管热处理
在直管自动焊接工艺过后,要进行相应的热处理来保护我们的焊缝以达到要求的焊接质量,并使其焊接厚度和结构刚性都达标。焊接热处理一体机,包括机架,机架的下方安装有履带和驱动电机,履带的上方安装有多用炉、氧化炉、氮化炉,机架上开有供焊件进入热处理炉的 RGV 小车;该流程将焊接工艺与热处理工艺通过机械机构有机连接,大大提升效率,实现焊接工艺与热处理工艺自动化、一体化。点击页面下方表格的设备报警清单中的查询按钮,可以进行时间选择查询对应时间段内各设备详情状况。
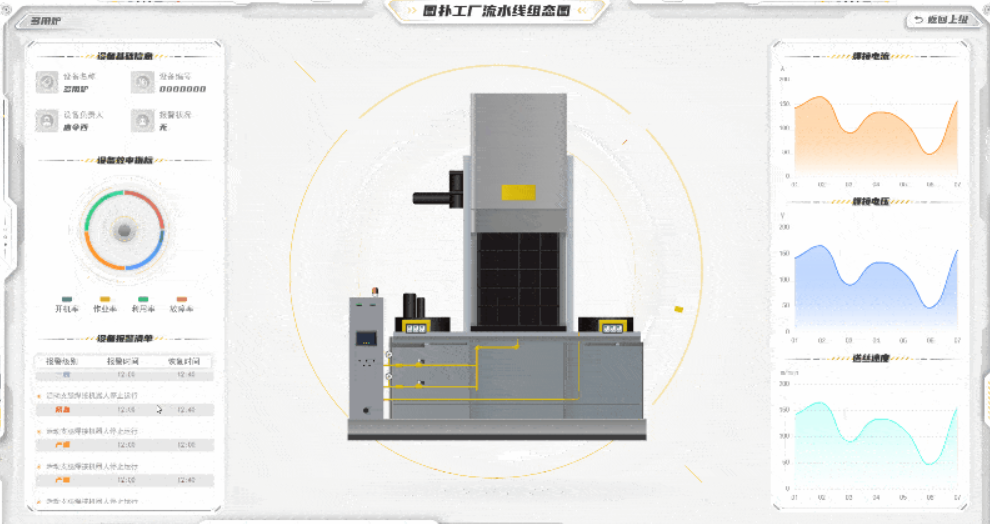
多用炉
鼠标划过多用炉会高亮显示,点击后可进入设备界面,界面内是对设备的二维展示,两侧辅助以相关设备基础信息包括焊接电流、焊接电压、送丝速度、设备效率指标等,方便使用者对该设备的详情进行掌握。
输送直管自动热处理线
自动热处理是将直管放置在履带后,通过履带上方的机器抓手将经过水冷后的直管运输至感应热处理设备中,并以一定速度加热到设定温度并保持预定的时间,再以预定的冷却速度进行冷却的综合工艺方法。通常热处理炉测控系统由热电偶及仪表组成。采用普通系统不能直观设定参数和显示设备效率曲线,而热处理炉控制的好坏将直接影响到热处理效果。因此,做好热处理炉的控制是提高热处理产品质量的关键。所以图扑将整个输送直管自动热处理线进行 HT 可视化展示,将采集到的设备效率指标以图表的形式体现。
热感应处理设备
鼠标划过热感应处理设备会高亮显示,点击后可进入设备界面,界面内是对设备的二维展示,两侧辅助以相关设备基础信息包括电流、电压、电源功率、设备效率指标等,方便使用者对该设备的详情进行掌握。

输送直管自动焊接线
现如今一些大型生产厂家会存在将直管加长处理的需求。传统方法是需要在直管的一端先焊接套管,然后在套管上再焊接加长直管。但是这种方法生产效率低下,所以现阶段各种行业的直管法兰自动焊接的工序如下:管子堆放工位→自动上管→自动焊接→自动下管→成品工位,实现整个流程全部自动化控制。焊前送管是通过管道横向输送车将待焊接的管段运送至半成品存放料架前端。自动上管是通过管道纵向输送车将横向输送车上的管道平移并输送至直管法兰自动焊接机。最后焊接完毕后通过管道纵向输送车将成品管举升并输送至料架。
焊接机器人
鼠标划过焊接机器人设备会高亮显示,点击后可进入设备界面,界面内是对设备的二维展示,两侧辅助以相关设备基础信息包括焊接电流、焊接电压、送丝速度、设备效率指标等,方便使用者对该设备的详情进行掌握。

专汽搅拌桶涂装自动线
专用汽车搅拌桶表面多为涂装面,涂层决定了汽车的外观、耐腐蚀性和使用寿命,汽车涂装工艺直接影响汽车的市场竞争力。目前,汽车涂装多采用自动化程度较高的输送线,输送线的设计不仅要考虑精度、柔性、配送、效率、存储,还需兼顾结构、布局以及配置等问题。为了实现输送线运行与工序实施的并行性,保证输送过程的高效流畅,工件输送系统宜采用立体式的机械化输送方式,如空中悬挂和地面滑橇一体化设计。根据生产工艺的实际要求,电控系统采用 PLC 可控编程,并实行现场总线中心监控和分区自动转接运行。
在全新的 2D 组态界面中,通过图扑软件 HT 引擎技术将整个涂装过程进行可视化展示,实现组态图元流畅的动态效果开发。本系统中展示了涂装的产线流程,采用固定面板的方式展示作业设备状态等实时数据。对接各个流程的报警及传感器装置以方便操作和维修,保证工件在各处理工位自动输送的平稳顺畅。
前处理室
鼠标划过前处理室工位会高亮显示,点击后可进入设备界面,界面内是对设备的二维展示,两侧辅助以相关设备基础信息包括水压、槽液温度、液位情况等,方便使用者对该设备的详情进行掌握。
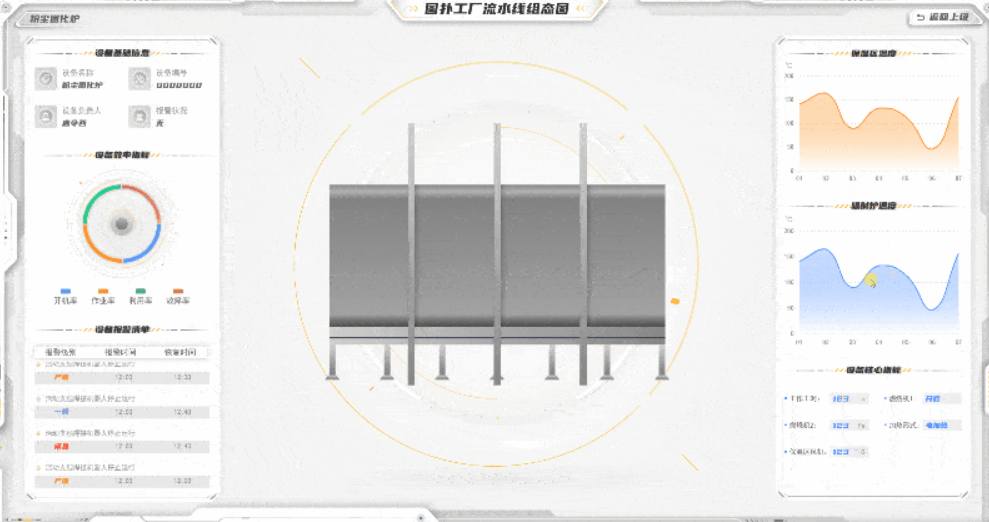
粉尘固化炉
鼠标划过粉尘固化炉会高亮显示,点击后可进入设备界面,界面内是对设备的二维展示,两侧辅助以相关设备基础信息包括保温区温度、辐射炉温度、设备核心指标等,方便使用者对该设备的详情进行掌握。
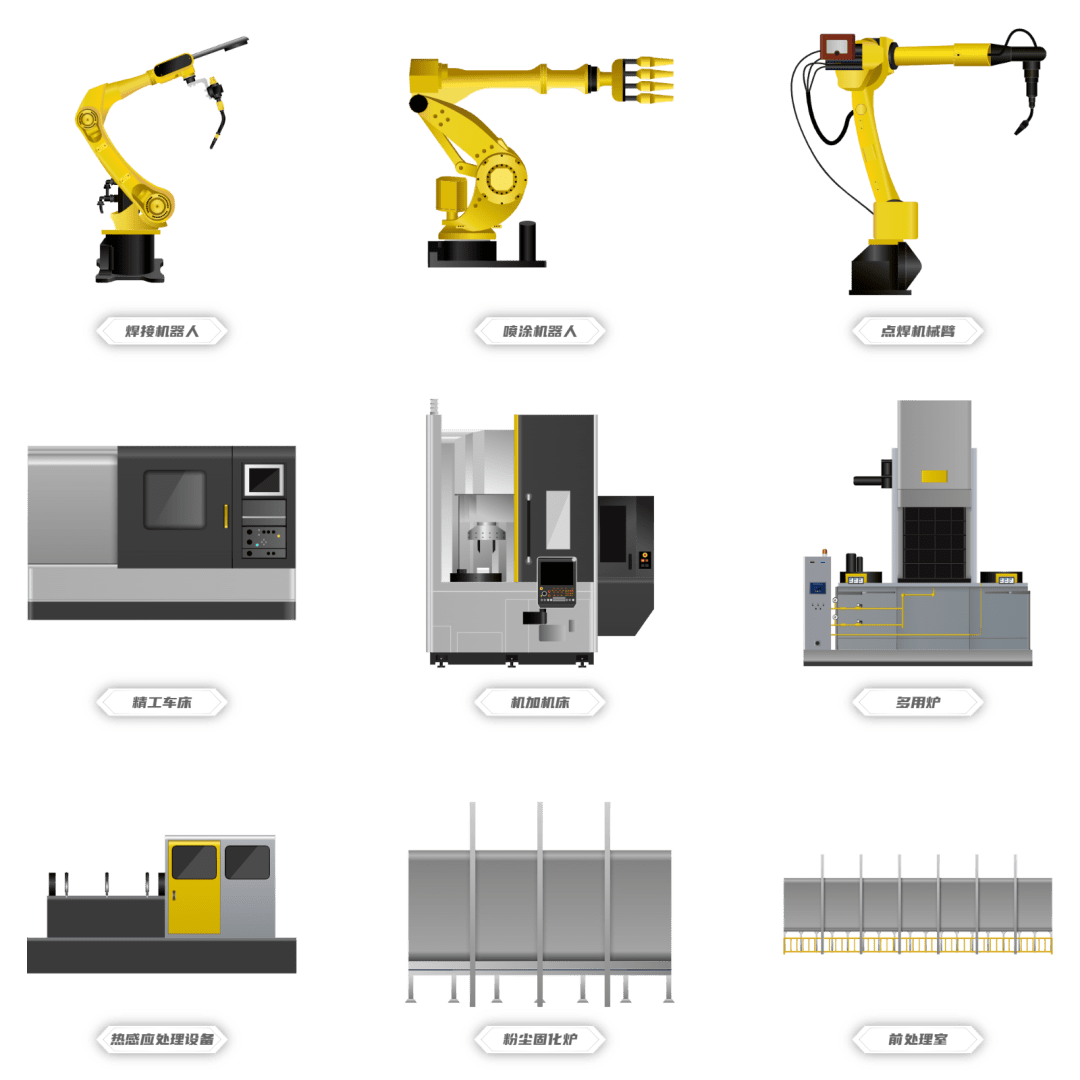
模型汇总
本次案例各条流水线设备采用写实风格设计,精细化展示设备的结构及状态。
审核编辑 黄宇
-
FPGA中的流水线设计2020-10-26 0
-
现代RISC中的流水线技术2023-03-01 0
-
周期精确的流水线仿真模型2009-12-31 1204
-
什么是流水线技术2010-02-04 3932
-
流水线中的相关培训教程[1]2010-04-13 1063
-
电镀流水线的PLC控制2016-02-17 1137
-
装配流水线控制系统设计2016-12-17 909
-
改变流水线练习1的电路结构2019-11-28 2329
-
FPGA之为什么要进行流水线的设计2019-11-28 3616
-
各种流水线特点及常见流水线设计方式2021-07-05 7407
-
滚筒输流水线故障排除方法2021-07-08 1916
-
如何选择合适的LED生产流水线输送方式2021-08-06 1032
-
嵌入式_流水线2021-10-20 839
-
CPU流水线的问题2022-09-22 2017
-
什么是流水线 Jenkins的流水线详解2023-05-17 1093
全部0条评论

快来发表一下你的评论吧 !
