

主流功率半导体器件IGBT的历史沿革和最新研究
模拟技术
描述
本文介绍了现代硅基核心功率半导体器件 IGBT 的历史演变和新型器件结构的研究进展,阐述了该器件在轨道交通、直流输电和新能源汽车等领域的研发进展和应用现状;最后讨论了 IGBT 技术面临的技术挑战和发展趋势。
绝缘栅双极型晶体管 (Insulated Gate Bipolar Transistor,IGBT)作为在金属氧化物场效应晶体管 (Metal Oxide Semiconductor Field Effect Transistor, MOSFET) 和双极结型晶体管 (Bipolar Junction Transistor,BJT)基础上发展起来的一种新型复合功 率器件,具有 MOSFET 输入、双极输出的特点。IGBT 集 BJT 器件通态压降小、电流密度大、耐压高 和功率 MOSFET 驱动功率小、开关速度快、输入阻 抗高、热稳定性好的优点于一身。尤其是,IGBT 作 为开关管,在电力系统中起到功率控制的作用,是电力电子系统实现高能效的关键器件,特别适用于 600V 以上的高电压、大电流、高功率电力电子系统 中,包括工业控制领域中的通讯电源、感应加热、 电焊机;计算机与网络通信领域中的不间断电源 (Uninterruptible Power Supply,UPS);消费电子中的 微波炉、电磁炉、变频家电;汽车电子中的汽车逆变 模块等,涉及到社会生活中的方方面面。
本文首先介绍了 IGBT 技术的研究现状,并对 IGBT 不同结构的特点和电学特性做了简要阐述;最 后列举了一些最新的研究成果,并探讨了 IGBT 的 相关问题,最后对 IGBT 未来的发展方向做了总结展望。
1 IGBT 的结构发展与电学特性
1.1 IGBT 低损耗技术研究现状
从 20 世纪 80 年代 IGBT 被首次提出至今,IGBT 器件不断朝着更低的正向导通压降、更小的开关损 耗方向发展;但是,鉴于 IGBT 器件的各种电学参数 之间存在着多种折中关系,故在结构设计时需要做 到统筹兼顾,其中最重要的便是正向导通压降和关 断损耗之间的折中关系。
目前,在改善 IGBT 正向导通压降和关断损耗 之间的折中关系方面,主要沿着两条路线进行:一是 超薄晶圆 IGBT 工艺制备技术,二是 IGBT 表面结构 设计技术。
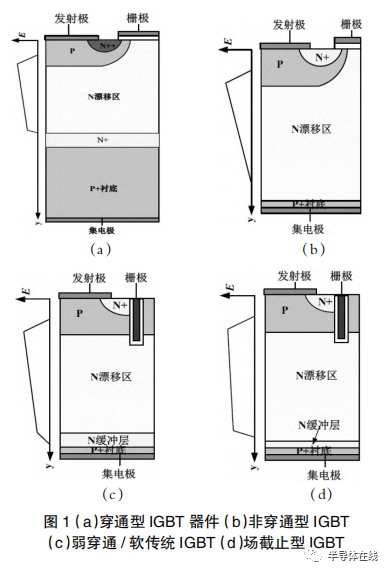
在超薄晶圆 IGBT 工艺制备技术方面,IGBT 又 经历了穿通型 IGBT、非穿通型 IGBT、透明集电极 IGBT、弱穿通型 IGBT/ 软穿通型 IGBT 和场截止型 IGBT 不同工艺制备技术。它们各自的主要不同 点:①穿通型 IGBT 是最早开发的 IGBT,其基于较 厚的 P 型衬底上生长 N 型外延制备,然后在外延层 表面通过氧化层生长、淀积、离子注入等多步工艺制 作器件表面结构(见图 1(a));该结构由于 P 型衬底 较厚,IGBT 集电极发射效率较高,关断时间长、拖尾 电流大、关断损耗大,且较高的集电极发射效率导致 器件呈现高温负阻特性,不易于器件的并联使用,可靠性低等问题。②非穿通型 IGBT 则是先在 FZ 或 MCZ 等高阻衬底上正面制作 IGBT 表面结构,然后 将衬底从背面研磨减薄至需要的厚度,最后再进行 背面硼离子注入并低温退火,由于早起的背面减薄 工艺、背面注入及背面退火工艺落后,NPT 型 IGBT 晶圆依然很厚,虽然相比于 PT 型 IGBT,NPT 型 IGBT 的可靠性得到了明显提升,但依然存在如导通 压降大、关断拖尾电流大、关断损耗大等问题(见图 1(b))。③随着 IGBT 背面加工制造工艺的发展,又 演变出了弱穿通型 IGBT(LPT-IGBT),并采用了激 光退火实现背面硼离子的激活,晶圆厚度进一步减 薄,明显改善了器件的关断损耗与导通压降的折中 关系,并实现了 IGBT 导通压降正温度系数,提高了 IGBT 的可靠性(见图 1(c))。④2000 年,场截止型 IGBT(Field Stop IGBT,FS-IGBT)被首次提出,其晶 圆厚度进一步减薄,并在背面注入工艺中采用了高 能离子注入工艺制备了较高浓度 N 型缓冲层,使得 高压状态下 IGBT 内部的电场强度在缓冲层中快速 下降到零,同时降低了 IGBT 集电极的发射效率,大幅减小 IGBT 的晶圆厚度,极大程度上改善了 IGBT 拖尾电流现象,同时明显降低了 IGBT 的正向导通 压降,至今为止,FS-IGBT 依然是最重要的技术手 段,并不断朝着更薄晶圆的方向发展(见图 1(d))。⑤近年来,各种先进的 IGBT 结构及加工制造技术 的发展都是基于场截止结构设计实现的,目前 1200V 电压等级 FS-IGBT 芯片产品的厚度可以达 到 115μm。
在表面结构设计技术方面,主要通过不断改善 IGBT 表面结构,提高 IGBT 在正向导通时发射极一 侧的载流子浓度来改善正向导通压降与关断损耗的 折中关系。主要研究有:
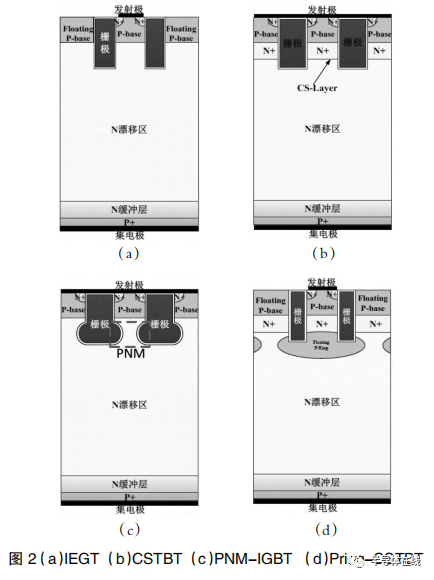
①1993 年,日本的 M. Kitagawa 首次研究了 IGBT 中的载流子注入增强效应(IE 效应),并提出交替浮 空 P- 基极(P-base)结构,使浮空 P-base 下方的空 穴更难流出,从而增大了该区域的载流子浓度,改善 IGBT 导通损耗和关断损耗折中关系,其 IEGT 结构 如图 2(a)所示。到 2007 年,日本的 Y. Onozawa 提出 点注入 P-base 结构,实现 IE 效应的同时,增加沟道 密度,实现了 IGBT 导通压降为 1.6V(300A/cm2 )时, 关断损耗达到 38mJ/cm2 。
②2008 年,三菱公司提出的载流子贮存型 IGBT(CSTBT)结构,通过在 IGBT P-base 下方引入 一个高浓度的 N 型区域,在 N 型漂移区和 N+ 载流 子贮存层结处形成了一个扩散电势,该扩散电势会 在器件导通时产生一个空穴势垒,用来阻挡 P-base 对空穴的抽取,使得器件导通时空穴在 P-base 下方 形成积累,提高器件正向导通时发射极一侧的载流 子浓度,增强了器件的电导调制效应,降低了器件的 正向导通压降,其结构如图 2(b)所示。该结构实现 了 IGBT 导通压降为 1.7V(300A/cm2 )时,关断损耗 达到 36mJ/cm2 。
③2012 年,日本的 M. Sumitomo 提出的部分窄 台面(PNM)-IGBT(Partially Narrow Mesa IGBT)结 构,如图 2(c)所示。通过将 IGBT 沟槽栅底部局部做 窄,使空穴在栅槽下方集聚而不易从发射极流走,提 高器件正向导通时发射极一侧的载流子浓度,从而 增强器件的电导调制效应,实现了 IGBT 导通压降 为 1.6V(300A/cm2 )时,关断损耗达到 27mJ/cm2 。
④ 2015 年 , 欧 洲 的 M. Antoniou 首 次 提 出 Trench 底部 P- 环形(P-ring)注入的 IGBT 结构,如 图 2(d)所示该结构在保证器件耐压不变的条件下, 提高 CS 层掺杂浓度,进一步提高发射极一侧载流 子浓度,实现了 IGBT 导通压降为 1.5V(300A/cm2 ) 时,关断损耗达到 28mJ/cm2 。2018 年,英飞凌在 ISPSD 会议中首次展示其新一代 1200V IGBT 产品 性能,通过窄台面间距(Narrow Mesa Pitch)工艺技术 和 IEGT 结构,实现了 1.4V 正向导通压降,同时关 断损耗达到 12mJ/cm2 。
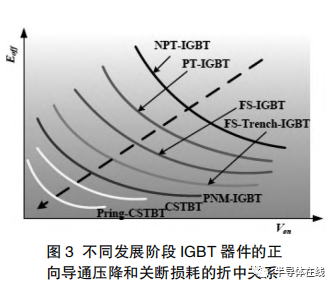
如图 3 所示,IGBT 器件发展至今,在改善器件 的导通压降和开关损耗折中关系方面,国内外已经 提出了很多种结构,通过提高 IGBT 发射极一侧的 载流子浓度来改善导通压降与关断损耗折中关系, 最 新 的 低 损 耗 技 术 已 实 现 导 通 压 降 为 1.5V (300A/cm2)时,关断损耗仅有 28mJ/cm2 。
1.2 IGBT 低 EMI 噪声技术研究现状
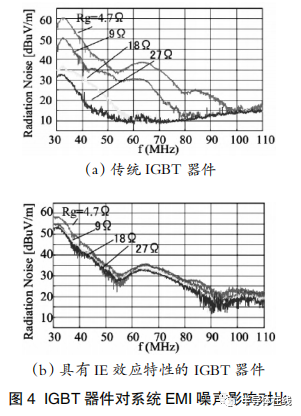
IGBT 在系统应用中时,由于高频开关会引入较 大的电磁干扰(EMI)噪声。早期阶段的 IGBT 器件, 尚未引入 IE 效应,IGBT 导通压降大、关断损耗大。此类 IGBT 在开启过程中,可以通过调节测试电路 中栅极电阻 Rg 的大小,将其电压上升速率(dv/dt) 的值控制在一定范围内;而随着 IGBT 器件的发展, 基于 IE 效应的 IGBT 器件虽然在单管导通损耗、开 关损耗及短路能力上获得了很大的提升,但是其开 启特性变差,在小电流开启条件下,开启瞬间栅压会 出现大幅抬升,一般称之为栅极电压 VGE 过冲,从 而导致开启 dv/dt 不受栅极电阻 Rg 控制,使得 IGBT 器件开关电路中的续流二极管的反向恢复电流上升 速率(di/dt)加大且不受栅电阻控制,形成动态穿通, 造成电路中电流电压振荡,导致系统应用中 EMI 噪 声较大。一般而言,系统中往往会采取增大栅极电 阻,降低 IGBT 开关 dv/dt 和 di/dt 的方法降低 EMI 噪声。然而,研究发现,基于 IE 效应开发的 IGBT 在 系统应用中很难通过增大 Rg 的方法减小 EMI 噪声。如图 4 所示,这是由于 IGBT 器件在不同的栅极 电阻 Rg 测试条件下,给系统造成的 EMI 噪声大小 的测试结果。其中,图 4(a)是采用传统 IGBT 的系统 中 EMI 噪声随栅极电阻 Rg 变化关系图,可以看出 所测得的系统噪声是随着栅极电阻 Rg 的增大而减 小的,当栅极电阻 Rg 较大时,系统 EMI 噪声明显减 小;图 4(b)是采用 IEGT 的系统中 EMI 噪声随栅极 电阻 Rg 变化关系图,可以看出,系统 EMI 噪声基本不随栅电阻的增大而减小,即增大栅电阻大幅增加 了 IGBT 在系统应用中的开关损耗,但 IGBT 器件给 系统带来的噪声并没有明显减小。
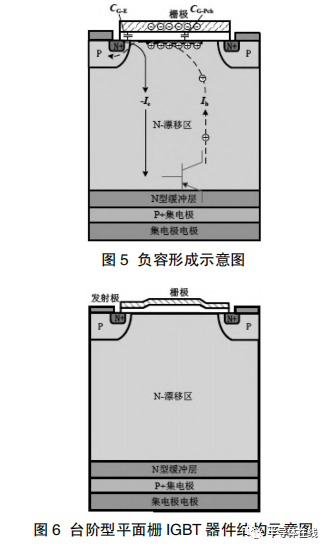
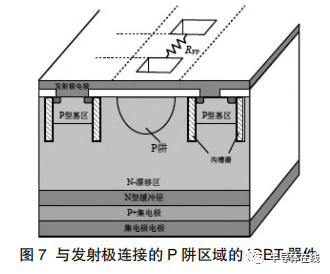
上述问题是由最早提出 IE 效应的日本东芝公 司 Omura 等人发现的,他们对 IGBT 器件在高压、大 电流条件下的电容特性进行了研究和建模,发现该 条件下 IGBT 的栅极电容呈现负微分电容的现象, 而在 IGBT 器件开启瞬间、关断瞬间、短路过程均会 出现高压大电流的现象,严重影响器件的 EMI 噪声 特性和可靠性。IGBT 负微分电容特性机理如下:一 是当 IGBT 器件处于关断状态时,集电极 - 发射极 电压 VCE 较大,IGBT 栅极下方电势明显高于栅极 电势,在 IGBT 栅极下方,N- 漂移区表面形成有空 穴反型层;二是当 IGBT 器件开启瞬间,电流电流通 过沟道、漂移区向 IGBT 集电极漂移,集电极 PN 结 开启,空穴从 IGBT 的集电极注入到 N- 漂移区,并 在较高的纵向电场作用下,以饱和速度向器件表面 漂移,这部分空穴达到器件表面后,无法及时通过 IGBT 发射极流出,导致 IGBT 栅极下方空穴浓度迅 速增加(如图 5 所示)。应该看到,这些带正电的空穴 会在栅上感应出相应的负电荷,相当于在 IGBT 器 件栅极形成一个由集电极到栅极的反向位移电流给 栅电容充电,抵消了原本由外部驱动电路给 IGBT栅极充电的部分电流,因此,器件表现出随着栅极电 压 VGE 的升高,总的栅电荷 QG 反而降低的特性,等 同于此处存在一个负电容的效果。三是 IGBT 负微 分电容导致 IGBT 的时间常数 RGCG 也为负数,使 得器件在高压大电流状态下的 dv/dt 无法收敛,振荡 变得越来越严重,并进一步导致 IGBT 器件集电极 电流电压振荡、芯片体内的电流不均匀等严重的问 题。基于负容理论,日本东芝公司的 Omura 等人提 出平面栅 IGBT 器件可以通过改进栅极结构抑制负 容,如图 6 所示,该 IGBT 的栅极结构为阶梯栅氧结 构,增大了 N- 漂移区表面栅极下方的氧化层厚度, 减小由集电极向 IGBT 栅极的反向位移电流,从而 抑制负容对器件性能的影响。
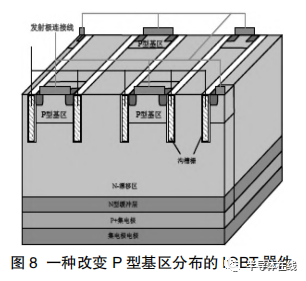
针对 IGBT 开启 EMI 噪声不受栅极电阻控制的 问题,富士公司研究人员又进一步研究了其内部产 生机理,他们指出 IGBT 在系统应用中的 EMI 噪声 不仅与器件的负微分电容特性相关,更多是由于 IGBT 开启瞬间栅极下方表面电势的快速抬升导致, 而 IGBT 栅下方电势的抬升,与 IGBT 器件内流向栅 极该位置的空穴数量直接相关,基于该理论,研究人 员对 IGBT 器件的结构又做出了以下改进。日本丰田公司的 Yoshiaki 等研究人员在文献中 提出了如图 7 所示的结构,在 IEGT 的虚设(Dummy)区域区域采用了深 P 阱结构,并在该深 P 阱结 构表面间隔打孔连接到 IGBT 器件的发射极,形成 器件表面薄膜压力传感电阻(RFP),使得空穴能够从 此路径通过,在小电流条件下,空穴的主要流通路径 是通过深 P 阱流向发射极,而在大电流条件下,由于 RFP 的存在,空穴电流主要通过 P-base 流向发射极, 仅仅小幅度降低了 IGBT 在大电流下的正向导通压 降,就明显改善了 IGBT 小电流 EMI 噪声特性。
日本的 Y.Onozawa 等研究人员在文献中提出了 一种不带浮空 P-layer 区的结构,如图 8 所示,该结 构将 P 型基区点注入的形式间隔分布在 IGBT 沟槽 内部,通过改变 IGBT 器件在开启瞬间的电流路径, 减小 IGBT 表面横向漂移电流来改善 IGBT 小电流 下的 EMI 噪声特性,但是这种方法会明显降低器件 的击穿电压和短路能力。
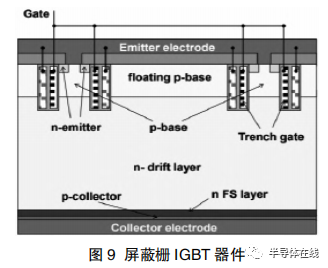
同时,它们进一步提出来屏蔽栅 IGBT 结构,如 图 9 所示,通过在 IGBT 沟槽栅靠近浮空 p-base 区 域添加发射极沟槽栅结构,屏蔽由浮空 p-base 区域 的空穴电流对栅极电势的影响,进一步改善了 IGBT 的 EMI 噪声特性,但这种结构工艺较为复杂,增大 了 IGBT 的生产成本。
目前有关改进 IGBT 器件 EMI 噪声问题方面, 国内外持续在对 IGBT 在系统中的 EMI 噪声产生 机理进行深入研究,并根据各个阶段性理论研究成 果提出了多种新结构,降低了 IGBT 在系统应用中 的 EMI 噪声。
1.3 IGBT 高雪崩击穿可靠性技术研究
近年来,器件可靠性得到越来越多的关注,尤其 是在感性负载开关电路中的雪崩击穿可靠性。对于 IGBT 的雪崩击穿可靠性而言,很多研究重点分析了 IGBT 在硬开关条件下的雪崩击穿可靠性以及相关 失效机理,研究成果表明大多数 IGBT 器件的失效 是由于能量过大导致局部过热,进而导致器件毁灭 性的失效。目前,越来越多的产品规格书已经将这样 一个临界能量作为 IGBT 器件雪崩击穿可靠性的一 个指标。IGBT 体内存在寄生 NPNP 晶闸管,在 IGBT 雪崩击穿可靠性的测试,当集电极电压高于其击穿 电压时,器件发生雪崩击穿,其体内产生大量的电子 空穴对,在电场的作用下,电子向集电极漂移形成 IGBT 体内寄生 PNP 三极管的基极电流,IGBT 的集 电极向漂移区内注入大量的空穴电流,这部分空穴 电流通过 P-base 区流向发射极。当这部分电流较大 时,容易使表面 N+ 与 P-Base 之间的 PN 结开启,使 IGBT 发生闩锁效应失效。IGBT 的雪崩击穿可靠性研 究初期,通常认为是由于其内部寄生的晶闸管开启 导致的,尤其高温条件下,寄生晶闸管更容易开启。
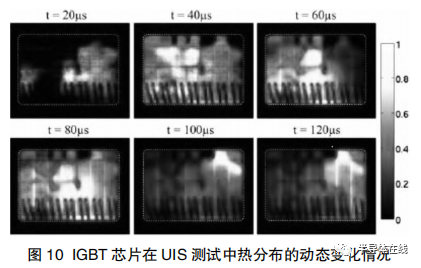
然而,在近几年有学者进一步研究发现,IGBT 自身存在一定的击穿负阻特性,是 IGBT 器件雪崩 击穿可靠性差的主要原因。2011 年,欧洲的 Ettore Napoli 通过热图像锁定技术测试方法,对 IGBT 在非 钳位感性开关系统中的击穿过程进行热分布测试, 发现 IGBT 击穿过程中不断地会有电流集中并转移 的特性,电流的不均匀分布极大程度上降低了芯片 的雪崩击穿可靠性,如图 10 所示。
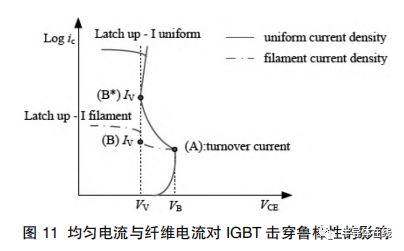
在 2013 年,欧洲 ST 半导体的 Paolo Spirito 等人 研究了在非嵌位感性负载开关过程(Unclamped Inductive Switching,UIS)测试过程中 IGBT 不同的失 效机制,并深入研究了 UIS 测试中的电流限,首次提 出了 IGBT 的负阻特性对雪崩击穿可靠性的影响, 指出当 IGBT 的雪崩击穿电流较大时,器件的击穿 电压随电流的增大而减小,即 IGBT 呈现击穿负阻 特性。这种现象会导致 IGBT 芯片在击穿时,由于工 艺波动导致的元胞之间微小的击穿电压的差异被不 断放大,出现电流集中的现象。这种电流集中现象导 致IGBT 器件局部过热,电流密度十分大,最终导致 闩锁效应的发生,器件破坏性失效。图 11 表明了均 匀击穿电流与电流集中时对 IGBT 击穿 I-V 特性曲 线的不同影响,有纤维电流出现的击穿 I-V 特性曲 线(虚线)比均匀电流的击穿 I-V 特性曲线(实线)在 更低的电流下发生闩锁。
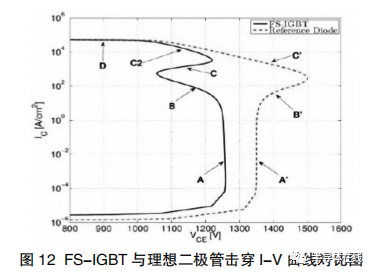
2014 年,研究人员进一步深入研究了 IGBT 的击穿 I-V 曲线中不同阶段的形成机理,如图 12 所 示。从图中可以看出,IGBT 的击穿 I-V 曲线与参考 理想二极管的击穿 I-V 曲线不同,IGBT 的击穿 I-V 曲线中存在两个明显的负阻区。当电流密度较小时, 载流子浓度远低于漂移区的掺杂浓度,对漂移区的电 场分布几乎没有影响;当电流密度较大时,载流子浓 度达到漂移区掺杂浓度的相近的水平,集电极注入的 载流子以及碰撞电离产生的载流子会改变 IGBT 漂 移区内的净正电中心浓度,使得漂移区的电场分布改 变,动态击穿电压改变,器件的击穿鲁棒性变化。
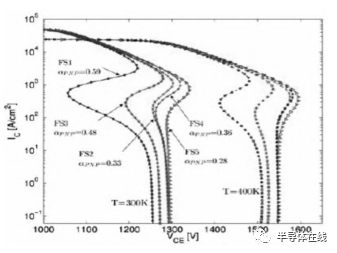
Paolo Spirito 等人进一步通过优化 IGBT 集电极 N 型缓冲层和 P 型集电极的厚度与掺杂浓度来调节 IGBT 背面集电极的注入效率 αPNP,从而改善了 IGBT 的击穿负阻特性。如图 13 所示,IGBT 击穿 I-V 曲线的负阻特性随着垂直寄生 PNP 三极管的 αPNP 的减小而改善,甚至当 αPNP<0.5 之后可以 完全消除负阻分支,从而有效提高了 IGBT 的雪崩 击穿可靠性,但这样会造成 IGBT 导通压降的显著增加。
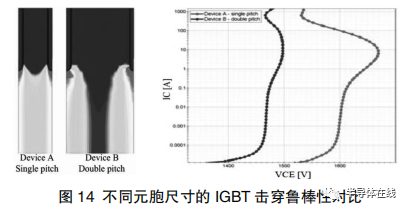
在 2014 年,Paolo Spirito 等人进一步指出 IGBT 中沟槽栅密度增大时,器件的雪崩击穿负阻特性变 得更加明显,器件的雪崩击穿可靠性进一步降低,并 提出采用低沟槽栅密度的元胞结构以改善器件的击 穿鲁棒性,如图 14 所示。
在 2015 年,Paolo Spirito 等人最新提出了在考 虑热效应后 IGBT 体内击穿引起的纤维电流会发生 转移,纤维电流造成的电流集中点会导致该区域温 度迅速上升,而 IGBT 的击穿电压具有正温度特性, 在温升的作用下,该区域击穿电压上升到 IGBT 低 温时的击穿电压时,纤维电流将会发生转移,避免了 在最初的纤维电流产生点击穿失效,如图 15 所示。从图中可以看出,FS-IGBT 相比于 PT-IGBT 更不容 易发生失效,因为 50℃的温升使得 FS-IGBT 的击穿 电压高于常温击穿电压,进而导致纤维电流位置转 移,但对于 PT-IGBT 而言,50℃的温升时 IGBT 击穿 电压依然较低,纤维电流不会发生转移,导致器件更 容易失效。

综上所述,目前 IGBT 的雪崩击穿可靠性严重 受限于其击穿负阻特性,且现有的改善击穿负阻可 靠性的方法,如增大 N 型缓冲层浓度、厚度,减小 P型集电极浓度厚度等,会增大 IGBT 的正向导通压 降,并且尚无论文通过结构设计的方法突破上述折 中关系,IGBT 雪崩耐量可靠性研究还处于起步阶 段,因此对 IGBT 雪崩耐量可靠性还需要更深入的 研究和改善。
2 IGBT 技术应用与进展
2.1 轨道交通领域
21 世纪,中国铁路进入高速重载时代,急需开发 高压 IGBT 以支撑交流传动技术的发展。国内 IGBT 产业化主要有“引进芯片 + 自主封装”和“并购→消 化吸收→再创新”2 种技术路线,并且 2 种路线都获 得了发展。牵引级高压 IGBT 模块是基于平面栅“U 型”元胞、发射极注入增强和平面栅软穿通结构特征 而设计开发的第 4 代“双扩散 MOS(DMOS)+IGBT” 和配套的快恢复二极管(Fast Recovery Diodes,FRD) 芯片,基于该芯片研制了 1500A/3300V 高功率密度 IGBT 模块,并在“和谐号”大功率机车和地铁牵引变 流器中获得应用和批量推广。2014 年,自主设计并 建成全球首条直径 200mm 高压 IGBT 芯片生产线, 开发了以高能质子注入和激光退火为特征的低温缓冲层技术和成套先进工艺,实现了高压 IGBT 芯片 制造从直径 150mm 到直径 200mm 晶圆工艺的技术 跨越。基于 200mm 晶圆工艺技术平台,开发了 1500A/3300V,750A/6500V 高性能 IGBT 模块,总体 性能达到国外同类产品先进水平,满足了“复兴号” 高速铁路应用需求,现场失效率优于国外同类产品。中国铁道电气化 60 多年来,从交直传动到交流传 动,从普速轻载到高速重载,国产功率半导体器件 (如图 16 所示)起到了巨大推动作用,高压 IGBT 在 中国高铁的应用正逐步展开,并将快速扩大应用。

2.2 高压直流输电
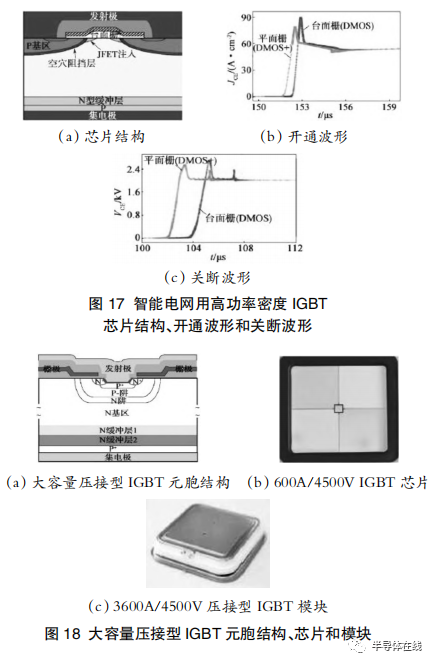
随着新能源的大规模开发利用和接入并网,以 及柔性直流输电技术的发展,行业对具有自主关断 能力的大功率半导体器件提出了迫切需求。基于电 网系统应用特点和对产品参数均匀性的要求,通过 引入 JFET 区注入、空穴阻挡层(Hole Barrier)和台面 栅(Terrace Gate)等元胞优化技术,实现改进型 IGBT 元胞设计,提升了 IGBT 芯片整体性能,同时基于此 设 计 开 发 了 智 能 电 网 用 焊 接 型 高 功 率 密 度 1500A/3300VIGBT 模块,其芯片结构和模块开关特 性如图 17 所示,该产品已在厦门柔直和渝鄂背靠背 等工程中获得成功。随着电力系统的电力电子柔性 化进程加快,焊接型 IGBT 模块在容量、效率、电路 拓扑和可靠性等方面都难以满足应用需求,而压接型IGBT 作为一种容量更大、更易串联应用的新型封 装形式,是高压柔性直流输配电技术的关键核心器 件。基于应用需求,对大规模 IGBT 芯片压接封装过 程中面临的“机 - 电 - 热”强耦合条件下的芯片均 流原理我国已有了深入研究:①首次完成了大尺寸 IGBT 芯片设计研究,及其力学增强、方形陶瓷管壳 和压接封装等关键技术研究;②首次提出了 IGBT 低时延栅极互连与元胞栅电阻结构,完成了 IGBT 元胞开关同步与均流控制技术研究,开发了全球最 大容量的 600A/4500V IGBT 芯片;③提出了 IGBT 大芯片低温银烧结工艺与芯片增强技术,解决了高 压 IGBT 压接封装过程中的均压和均流等技术难 题,研制了低损耗和高关断能力的 3600A/4500V 大 容量压接型 IGBT, 其元胞结构、芯片和模块如图 18 所示,产品在张北±500kV 直流电网和乌东德± 800kV 特高压直流输电工程获得成功应用与推广。
2.3 汽车电动化领域
车规级功率器件要适应汽车应用场景下高温、 高湿和强振动的运行环境和复杂电磁环境下频繁启 停、功率循环与温度冲击的应用工况,使得电动汽车 更高效、更节能地完成能量的传递与输出。电动汽车 性能的不断提升对功率器件提出了更高的要求,主 要体现在芯片损耗、模块电流输出能力和温度循环 寿命 3 个方面,低损耗与整车电耗、续驶里程强相 关,电流输出能力关系到电机输出功率,而温度循环 寿命代表功率器件适应不同环境的可靠性与使用寿 命。牵引逆变器的功率密度直接决定了电动汽车的 动力输出能力,由于牵引逆变器体积和母线电压等 级的限制,当前实现高功率密度均着眼于逆变器中 功率半导体器件电流密度的提高。此外,电动汽车续 航能力的提升一方面需通过功率半导体器件的低功 率损耗优化技术来提高牵引逆变器的能量转换效 率;另一方面,通过提高动力电池的电压等级实现充 电效率的提升,这对功率半导体器件耐压等级提出 了更高要求;同时,高温漏电流会使芯片热可靠性急 剧下降,甚至导致功率半导体器件损坏,引发逆变器 二次烧毁;而保障高温工况下牵引逆变器的安全可 靠性运行一方面要求功率半导体模块封装具有良好 的散热能力;另一方面,要求通过功率半导体结构优 化技术,提高其耐高温能力。最后,电动汽车直接关 系人身安全,牵引逆变器的安全、可靠运行离不开传 感器对其运行状态的精准监控以及辅助电路的保护 作用,将传感器或驱动 / 缓冲电路集成在功率半导 体器件上或功率模块内部,有利于进一步提高牵引 逆变器的功率密度。
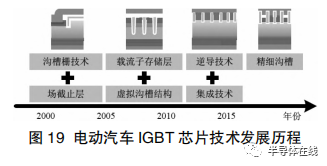
目前,可用于车规级功率模块的功率半导体器 件,包括碳化硅基功率金属氧化物半导体场效应晶 体管和硅基 IGBT。虽然碳化硅(Silicon Carbide,SiC) 器件具有大功率、耐高温、损耗低及开关速度快等优 势;但其成本高,动态特性对封装杂感参数敏感,缺 少长期运行可靠性评估,并且微管缺陷(Micropipe Defect,MPD)、Bazel 平面缺陷 (Bazel Plane Defect, BPD)等主要材料问题和栅极氧化层的工艺可靠性有待解决。同时,由于当前工艺限制,单个碳化硅芯 片面积小,载流能力远低于硅基 IGBT 芯片,因此需 更多芯片并联使用,而实现多个芯片间的均流以及 低热耦合是碳化硅逆变器设计中亟需解决的问题。此外,传统的封装形式杂散电感大,封装材料耐温 低,限制了碳化硅器件发挥其开关速度快和耐温高 的优势。以上因素均在一定程度上制约了碳化硅器 件在电动汽车领域的广泛应用。目前,市面上特斯拉 的部分车型中已使用碳化硅器件,减轻了整车重量, 且增加了续航里程。因此,可以预见,碳化硅器件今 后将会和硅基器件长期并存互补,共同成为电动汽 车领域的主流选择,推动牵引逆变器向高功率密度、 高效率等方向前进。鉴于车规级功率模块的应用场 景需求分析,硅基 IGBT 芯片仍是电动汽车逆变器 应用上的主流功率器件,且极具发展潜力,其芯片技 术演进历程如图 19 所示。
3 机遇挑战与前景展望
由于资源的消耗与环境的巨大压力,节能减排 和绿色低碳成为普遍的发展共识。功率半导体器件 朝着提升功率密度、提高开关速度、降低工作损耗、 提高工作温度和增强可靠性等方向发展和创新,在 很大程度上满足了社会各行业多样化的应用需求;但同时也面临着器件结构精细化、功能集成与智能 化、热管理与可靠性、新型材料与工艺等方面的技术 挑战。目前面临的挑战有以下几个方面:
1)沟槽栅精细化的进一步研究。目前,英飞凌 公司 EDT2 IGBT 的台面宽度最小,约为 600nm,但 仍远大于理论极限水平 20~40nm。改进沟槽制造工 艺,例如深亚微米级的曝光技术、化学机械抛光、快 速热退火处理等,进一步减小槽间台面宽度始终是 提升芯片电流密度的关键。
2)IGBT 芯片高压 / 高温优化技术的研究。电动 汽车动力电池电压等级在主流 400V 的基础上呈现 上升趋势,目前已有保时捷、雪佛兰、菲斯克等多个 汽车厂家都已在开发采用 800V 动力电池的电动汽 车,其中保时捷的 Taycan 系列已经进入市场;动力 电池电压等级升高对电动汽车 IGBT 芯片的耐压能 力提出了更高的要求。提高 IGBT 芯片工作结温是 提高功率密度,确保电动汽车逆变器可靠运行的关 键。一方面,通过改进缓冲层掺杂方式,来减小高温 漏电流;另一方面,需要解决电压回跳问题以推动逆 导型 IGBT (Reverse Conducting IGBT,RC-IGBT)芯 片在电动汽车领域的广泛使用。
3)多种优化技术组合的探索。IGBT 芯片特性 之间相互影响,例如电流密度、开关损耗和短路耐量 间存在着复杂的制约关系,仅使用单一技术对 IGBT 芯片性能进行改进会带来新的问题。沟槽精细化、超 级结、逆导技术、薄片工艺和终端结构技术的结合为 高性能 IGBT 芯片实现多种特性的折衷提供了更多 的可能。
4)功率半导体技术面临着功能集成和智能化 的挑战,因此,芯片和封装层面的传感和监测技术成 为主要的技术发展趋势之一。通过 IGBT 与 FRD 单 芯片集成,IGBT 封装更加简单,运行过程中结温波 动更小有利于提高应用可靠性;通过在 IGBT 芯片 上集成电流和温度传感器,可以把芯片结温和电流 等信号实时传送到驱动保护单元,监测芯片本身的 健康状态和寿命,充分发挥芯片潜能,使 IGBT 应用 系统更加智能化。
4 结语
本文详细介绍了主流功率半导体器件 IGBT 的 历史沿革和最新研究进展,阐述了该器件的技术和 应用现状和面临的技术挑战和未来发展趋势。在新 型器件结构、先进制造工艺、宽禁带材料及器件等研 究成果的支撑下,基于应用需求,全产业链协同创新,半导体器件正朝着更高电流密度、更高工作温度、 更高工作频率、更低损耗和更低成本的方向快速迭 代。作为核心功率半导体器件,IGBT 健康发展有力地 支撑了 21 世纪人类面临的新一轮电气化革命,为全 球环境和资源保护、碳达峰和碳中和等人类共同目标 提供了电力电子技术基础和器件的全面解决方案。
编辑:黄飞
-
功率半导体器件——理论及应用2025-07-11 943
-
功率器件热设计基础(十一)——功率半导体器件的功率端子2025-01-06 1923
-
功率半导体的知识总结(MOSFET/IGBT/功率电子器件/半导体分立器件)2023-07-26 11449
-
什么是基于SiC和GaN的功率半导体器件?2023-02-21 10324
-
IGBT功率半导体器件2023-02-15 1859
-
全球功率半导体市场格局:MOSFET与IGBT模块2022-11-11 12027
-
#硬声创作季 #半导体元器件 功率半导体器件-29-IGBT1水管工 2022-10-13
-
半导体功率器件的分类2021-07-12 5262
-
什么是IGBT?功率半导体元器件的特点2021-05-24 17548
-
【基础知识】功率半导体器件的简介2019-02-26 11546
-
功率半导体器件的研究意义在哪里2018-05-30 16834
-
功率半导体器件发展趋势2017-09-20 1277
-
IGBT场效应半导体功率器件导论免费下载2011-11-09 3365
全部0条评论

快来发表一下你的评论吧 !
