

零件加工中基准的种类和选择原则
描述
一、零件加工中基准的种类
基准是指用来确定生产对象上几何要素间的几何关系所依据的那些点、线、面。根据基准的作用不同,可将基准分为设计基准和工艺基准两大类。
1.设计基准
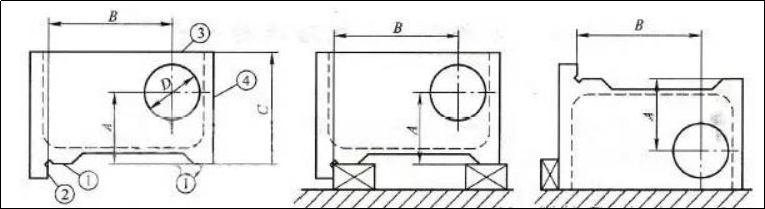
设计图样上所采用的基准称为设计基准。如图下图所示的箱体,A、B为孔中心位置的尺寸,其设计基准为①、②面,它们在图上反映出来的是线。孔径D的设计基准为轴线,在图上反映出来的是点。
2.工艺基准
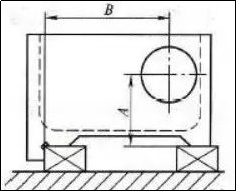
在零件加工过程中用作定位、检测及组装的基准称为工艺基准,它包括定位基准、测量基准和装配基准三种。例如镗削如上图上所示的圆孔,一种安装方法是以①、②面作为定位基准,定位基准与设计基准重合;
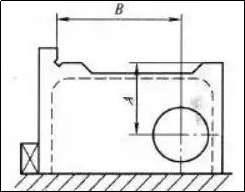
另一种方法是以①、③面作为定位基准,此时定位基准与设计基准不重合
第一道工序用毛坯面作为定位基准,这种未曾经过切削加工的定位基准称为粗基准,粗基准只使用一次。继续加工时就用已加工面作为定位基准,这种经过切削加工的定位基准称为精基准。
二、零件加工中基准的选择原则
1.粗基准的选择原则
粗基准是在最初的加工工序中以毛坯表面来定位的基准。选择粗基准时,应保证各个表面都有足够的加工余量,使加工表面对不加工表面有合适的相互位置,其选择原则是:
1)采用工件不需加工的表面作粗基准,以保证加工面与不加工面之间的位置误差为最小。
2)若必须保证工件某重要表面的加工余量均匀,则应选择该表面作为粗基准。
3)应尽量采用平整的、足够大的毛坯表面作为粗基准。
4)粗基准不能重复使用,这是因为粗基准的表面精度较低,不能保证工件在两次安装中保持同样的位置。
2.精基准的选择原则
在以后的各工序中必须使用已经加工过的表面作为定位基准,这种定位基准称为精基准。精基准的选择直接影响着零件各表面的相互位置精度,因而在选择精基准时,要保证工件的加工精度和装夹方便、可靠。选择精基准的原则是:
1)基准重合原则:尽可能使用设计基准作为精基准,以免产生基准不重合带来的定位误差。
2)基准同一原则:应使尽可能多的表面加工都用同一个精基准,以减少变换定位基准带来的误差,并使夹具结构统一。例如,加工轴类零件用中心孔作精基准,在车、铣、磨等工序中始终都以它作为精基准,这样既可保证各段轴颈之间的同轴度.又可提高生产率。又如齿轮加工时通常先把内孔加工好,然后再以内孔作为精基准。
3)互为基准原则:使用工件上两个有相互位置精度要求的表面交替作为定位基准。例如加工短套筒,为了保证孔与外圆的同轴度,应先以外圆作为定位基准磨孔,再以磨过的孔作为定位基准磨外圆。
4)便于安装,并且使夹具的结构简单。
5)尽量选择形状简单、尺寸较大的表面作为精基准,以提高安装的稳定性和精确性。
审核编辑 :李倩
-
复杂曲面零件超精密抛光2018-11-15 1950
-
零件加工精度的提升策略2018-11-16 3302
-
加工轴类零件的注意细节2018-12-28 3312
-
典型冲压模具零件制造与装配2009-10-17 974
-
光学零件的粗磨加工实验2008-09-22 2292
-
虚拟仪器实现的零件加工精度测量与分析系统2009-10-16 1301
-
零件与工装的形位精度理论与应用2011-01-16 1373
-
典型零件叶片的仿真加工2011-06-07 2649
-
金属零件直接成型技术原理及加工软件系统的设计2019-05-03 4473
-
薄壁件切削加工中几个方面的正确选择2019-08-03 2475
-
如何提高数控机床零件加工精度2019-08-24 10247
-
如何避免铝件零件加工变形2020-09-27 6448
-
机械零件加工技术要求汇总2021-06-15 4905
-
我们该如何修改和添加SolidWorks零件库中的零件2021-11-17 7214
-
镍铁合金薄壁零件车削加工研究2023-02-09 1957
全部0条评论

快来发表一下你的评论吧 !
