

直流电动机的常见故障及检修方法
工业控制
描述
直流电动机的使用与维护
1.使用前的准备及检查
(1)清扫电动机内部的灰尘、电刷粉末及污物等。
(2)检查电动机的绝缘电阻,正常时不应小于0.5MΩ,若低于0.5MΩ需进行烘干后方能使用。
(3)检查换向器表面是否光洁,如发现有机械损伤或火花灼痕,应对换向器进行保养。
(4)检查电刷是否磨损得太短,刷握的压力是否适当,刷架的位置是否符合规定。 如不符合规定需要更换电刷时,应按原尺寸和型号进行更换。
2.直流电动机运行中的维护
对运行中的直流电动机,必须经常进行维护,以便及时发现异常情况,消除设备缺陷,保证电动机长期安全运行。
(1)电动机在运行中应检查各部分的温度、振动、声音和换向情况,并应注意有无过热变色和绝缘被烧焦的气味。
(2)如果是压力油循环系统,还应检查油压和进出油的温度是否符合规定要求。 一般进油温度应小于40℃,出油温度应小于等于65℃。
(3)用听棒检查各部分部件的声音,注意转子、定子间除电磁音响、通风音响外,有无其他摩擦声音。 检查轴瓦或轴承有无异常声音。
(4)对主电路的连接点和绝缘体,注意有无过热变色,以及有无绝缘烧焦等不正常气味。
(5)对闭式冷却系统,应注意水温和风温,还应检查冷却器有无漏水和结露情况,以及补充风网有无堵塞不畅等情况。
(6)时刻注意电动机的电流和电压值,注意不要过载。 对具有绝缘检查装置的直流系统,应定期检查其对地绝缘情况。
(7)检查换向器表面的氧化膜颜色是否正常,电刷与换向器间有无火花,换向器表面有无炭粉和油垢积聚,以及刷架和刷握上是否有积灰。
(8)检查电刷边缘是否碎裂,是否已磨损到允许的最短长度。
(9)检查电刷刷辫是否完整,有无断裂和断股情况,与刷架的连接是否良好,以及有无接地与短路的情况。
(10)检查是否有电刷或刷辫因过热而变色,以及电刷在刷握内有无卡涩或摆动情况。
(11)检查各电刷间刷压是否均匀,压指是否压好。
(12)检查换向器是否磨损不均,不平直度是否已超过允许值,以及是否出现片间云母凸出导致电刷振动等情况。
直流电动机的常见故障及检修方法
直流电动机不能启动
故障可能原因
(1)电动机未接入合适的电压或电源无电压。
(2)励磁绕组回路断路。
(3)电刷有接触不良处。
(4)启动时通入直流电动机的电流过小。
(5)负载过重难以启动。
检修方法与技巧
(1)首先用万用表测电源有无电压,无电压时要恢复供电电压。 检查熔丝是否熔断,以及线路接线是否断路,如是应接好连接线。 还要检查过载保护装置动作情况,如已动作应查明原因后进行复位,再重新启动电动机。
(2)用万用表电阻挡测励磁绕组通断,如接头烧断要重新接好; 如绕组烧毁断路,应更换绕组。 最后用万用表电压挡测其通入的励磁电压是否正常,从配电线路上查找原因,并加以修复。
(3)检查直流电动机电刷的接触情况,用细砂纸磨平接触面,并调整电刷压力,使其适当。
(4)检查线路是否有接触不良处,核对启动设备与直流电动机是否配套。
(5)负荷过重是直流电动机不能启动的重要原因之一。 首先用手转动一下电动机联轴器或传动皮带轮,看其是否能灵活转动。 如果电动机负载过重或卡死,应从机械传动方面查找原因,并修复机械设备; 如果是电动机本身轴承损坏卡死,就需打开电动机,更换同型号的轴承。
直流电动机启动后转速异常,转速过高或过低,并伴有剧烈的火花
故障可能原因
(1)电刷位置偏移,不在正常位置上。
(2)磁场绕组回路电阻过大。
(3)电枢及磁场绕组有短路或断路点。
(4)串励电动机负载过轻。
(5)串励磁场绕组接反。
检修方法与技巧
(1)重新按原来标记的位置配电刷或用感应法调整电刷的位置。
(2)检查磁场绕组回路的所有接头是否有氧化层,防止接触不良,若有氧化层要用砂纸磨平接好。 用万用表检查磁场绕组,其电阻过大时应打开电动机查找原因,并测量实际通入磁场的电压值对不对,如果不对,要从配电线路上查找原因。
(3)打开直流电动机,分开接线连接头,分别测量磁场绕组的电阻,查找每组线圈的短路点,并局部更换线圈或修复线圈。
(4)串励电动机轻载时转速不正常,而电动机线路又无问题时,要适当增加电动机的负载。
(5)检查串励磁场绕组接线情况,并按正确方法重新接线。
直流电动机在运行时出现振荡
故障可能原因
(1)直流电动机电源电压波动。
(2)电动机电刷未在中性线上。
(3)励磁电流过小或励磁电路有短路点。
(4)串励绕组或换向极绕组接反。
(5)机械负载在转动时波动太大。
检修方法与技巧
(1)首先断开电动机电枢电压,接上负载,查找电枢电压波动的原因,应从配电设备上查找原因并加以处理。
(2)按照原来标记的位置重新装配电刷,或应用感应法调整电刷的位置。
(3)适当增加励磁电流或断开电源,检查励磁线路中有无短路点或断路处,线路短路严重时,要更换线圈。
(4)对照直流电动机铭牌上的接线图重新连接换向极绕组。
(5)检查机械磨损情况,是否有瞬间过载,更换机械磨损严重部件。
直流电动机在运行中电刷火花过大
故障可能原因
(1)电刷与换向器有接触不良处。
(2)电刷与刷架配合过紧,在里面卡死。
(3)电刷磨损过度或新更换的电刷尺寸、性能与原来的不一致。
(4)电刷分布不均以及电刷之间电流分布不均。
(5)换向极绕组接反或有短路点。
(6)电枢绕组与换向器脱焊。
(7)电刷位置不在中性线上或刷架松动移动。
(8)电刷压力不适当或不均匀。
(9)换向器有污垢,接触电阻太大,或换向片间绝缘物凸出。
(10)机械负载过重。
检修方法与技巧
(1)用细砂纸研磨电刷接触面,并用干净布擦磨电刷与换向器接触处,装好电刷,通入电压,使直流电动机在低转速轻载下空转1h左右。
(2)用细砂纸稍微磨小电刷,使电刷在刷架内上下活动自如。
(3)按直流电动机原来的型号和尺寸更换质量合格的新电刷。
(4)重新调整电刷的分布位置。
(5)按正确的方向重新连接换向极绕组的接线,并用500V兆欧表摇测其绝缘情况,线圈短路严重时应更换线圈。
(6)打开直流电动机,认真查找电枢绕组与换向器脱焊点,并重新焊接。
(7)调整刷杆座至原位或用感应方法重新查找出电刷中性线位置。 例如,在电动机停电时,将毫伏表接到相邻两组的电刷上,励磁绕组串联一个开关,接上3V电池,当通断开关时,毫伏表指针即左右摆动,这样连续反复通断开关,将电刷架位置来回移动,直到指针摆动最小时,电刷位置即正好在中性线上,见图9-68。
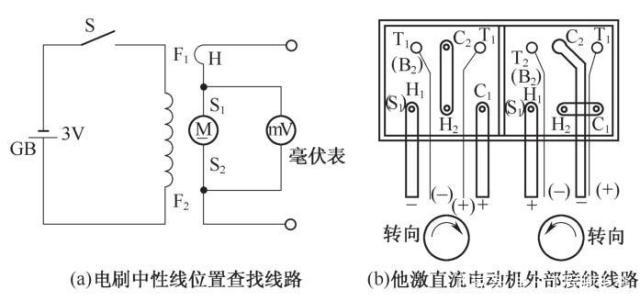
图9-68
图9-68 直流电动机电刷中性线位置查找方法
(8)找一弹簧秤,校正电刷压力,使其在150~250gf/cm为好(1gf/cm2=98.0665MPa)。
(9)擦磨换向器不洁处,将云母绝缘物适当消除一些。
(10)检查负载过载的原因,是电动机轴承引起的要更换轴承,是机械负载引起的应修理机械故障点,电动机容量不适当时应更换一台容量大的直流电动机。
直流电动机配电柜冒烟
故障可能原因
(1)电动机过载时间较长。
(2)电动机的换向器或电枢短路。
(3)电动机直接高速启动或正反向运转频繁。
(4)电动机端电压过低。
(5)电动机轴承损坏。
(6)定子与转子内有铁锈、杂物相互摩擦。
检修方法与技巧
(1)立即断开电动机电源,查找机械负载的故障原因,待负载正常时再启动电动机。
(2)细心观察换向器内有无异物或金属屑等落入,若有要进行清扫处理。 然后用毫伏表检查电枢绕组短路情况,短路较轻微能修复的应修复,最后加绝缘漆处理; 不能修复的要重新绕制绕组。
(3)使用配套的配电柜,并调整启动操作方法,延长正反向转换时间。
(4)检查配电设备,用万用表测量电动机电枢电压是否过低,若过低应调整至正常值。
(5)打开直流电动机,检查电动机轴承的损坏情况,若损坏要更换同型号质量较好的轴承。
(6)打开电动机抽出转子,清除铁锈等杂物,检查电动机气隙是否均匀,气隙不均匀时应更换轴承。
直流电动机换向片每隔一片烧焦发黑,经清理后使用,电动机仍发黑
故障可能原因
(1)烧焦发黑的换向片均压线与电枢绕组连接线之间有脱焊、断路故障。
(2)连接到这些烧焦发黑的换向片上的电枢绕组有短路点。
检修方法与技巧
(1)重新焊接断路均压线,检查与电枢绕组之间是否有脱焊处,若有要重新焊接。
(2)打开电动机,检查电枢绕组短路处并加以修复。 如短路严重,要重新更换电枢绕组。
直流电动机并励电动机启动时反转,启动后又变成正转
故障可能原因
串励绕组接反。
检修方法与技巧
调换一下串励绕组两根引出线的接头。
直流电动机机壳漏电
故障可能原因
(1)电动机进水或有其他导电杂质进入电动机内部。
(2)电动机引出线某处与电动机外壳接触。
(3)电动机接地线断路或电动机绕组对外壳绝缘电阻太小。
(4)电动机绕组绝缘损坏,与外壳连接。
检修方法与技巧
(1)打开电动机,直接观察其内部有无进水,并检查是否有潮湿处,若有要清洗后加以烘干,然后用500V兆欧表摇测电动机每相绕组及对地绝缘,达到要求方能再次使用电动机。
(2)打开电动机,对引出线接触外壳或对外壳绝缘不良的导线予以更换。
(3)用多股铜导线重新接好电动机保护接地线。 对绝缘性能差的电动机进行刷绝缘漆处理,并加以烘干。
(4)更换电动机绝缘损坏的绕组。
直流电动机有异常振动
故障可能原因
(1)直流电动机基础不牢。
(2)固定电动机螺栓未紧固或滑丝。
(3)电动机轴承损坏。
(4)直流电动机和机械轮不同心。
检修方法与技巧
(1)重新安装电动机基础设施。
(2)紧固电动机地脚螺栓或重新给地脚孔攻螺纹。
(3)更换同型号的电动机轴承。
(4)松开电动机地脚螺栓,并重新校正电动机轮与机械负载轮,使其同心对正。
-
他励直流电动机的能耗制动介绍2023-09-26 708
-
#硬声创作季 55 24 直流电动机常见故障的检修方法jf_27932003 2022-12-31
-
如何使用Arduino控制直流电动机2021-11-17 1680
-
Arduino直流电动机控制教程2021-11-10 1258
-
汽车直流电动机2021-09-15 968
-
带光电编码器式直流电动机模型及控制2021-06-29 1141
-
直流电动机类型和速度控制的方法2020-03-14 11709
-
直流电动机有什么常见故障?2019-10-14 2457
-
直流电动机的调速方法2018-12-21 60190
-
直流电动机常见故障现象与原因及排除方法的介绍2017-12-04 1657
-
直流电动机的常见故障及故障排除方法2016-08-05 39946
-
直流电动机介绍2011-12-12 4393
-
直流电动机的分类2008-09-01 2066
全部0条评论

快来发表一下你的评论吧 !
