

浅谈电机制造工艺 转子质量对电机性能的影响
工业控制
描述
电机工艺特征
要说电机和一般机器类产品相比,其共同之处在于有着相似的机械结构、相通的铸、锻、机加工、冲压和装配工艺;
但不同之处则更为明显,电机有着特殊的导电导磁和绝缘结构,且特有铁芯冲制、绕组制造、浸漆和塑封这些普通产品少见的工序工艺。
电机的制造工艺主要有以下几个特点:
工种多,工艺涉及面广,
非标设备及非标工装多,
制造材料的种类多;
加工精度要求高;
手工劳动量较大。
电机铁芯的制造 铁芯质量分析
电机铁心是由很多冲片叠压起来的一个整体,冲片冲制的质量直接影响铁心压装的质量,而铁心质量对电机产品质量将产生很大的影响。
如槽形不整齐将影响嵌钱质量、毛刺过大、铁心的尺寸准确性、紧密度等将影响导磁性及损耗。
因此,保证冲片和铁心的制造质量是提高电机产品质量的重要一环。
冲片质量是与冲模质量、结构、冲制设备的精度、冲制工艺、冲片材料的力学性能以及冲片的形状和尺寸等因素有关。
冲片尺寸的准确性
冲片的尺寸精度、同轴度、槽位置的准确度等可以从硅钢片、冲模、冲制方案及冲床等几方面来保证。
从冲模方面来看,合理的间隙及冲模制造精度是保证冲片尺寸准确性的必要条件。
当采用复式冲模时,工作部分的尺寸精度主要决定于冲模制造精度,而与冲床的工作状态基本无关。
按技术条件规定,定子齿宽精度相差不大于0.12mm,个别齿允许差0.20mm。
毛刺
冲模间隙过大、冲模安装不正确或冲模刃口磨钝,都会使冲片产生毛刺。
从根本上减小毛刺,就必须在模具制造时严格控制冲头与凹模间的间隙;
在冲模安装时要保证各边间隙均匀,在冲制时还要保证冲模的正常工作,经常检查毛刺的大小,及时修磨刃口;
毛刺会引起铁心的片间短路,增大铁耗和温升。严格控制铁心达成压装尺寸,由于毛刺的存在,会使冲片数目减少,引起励磁电流增加和效率降低,槽内的毛刺会刺伤绕组绝缘,还会引起齿部外胀。
转子轴孔处毛刺过大,可能引起孔尺寸的缩小或椭圆度,致使铁心在轴上的压装产生困难。当毛刺超过规定限值时,应及时检修模具。
冲片不完整、不清洁
当有波纹、有锈、有油污或尘土时,会使压装系数降低。此外,压装时要控制长度,减片太多会使铁心重量不够,磁路截面减小,励磁电流增大。
冲片绝缘处理不好或管理不善,压装后绝缘层被破坏,使铁心适中,涡流损耗增大。
铁芯压装的质量问题
定子铁芯长度大于允许值
定子铁心长度大于转子铁心长度太多,相当于气隙有效长度增大,使空气气隙磁通势增大(励磁电流增大),同时使定子电流增大(定子铜耗增大)。
此外,铁心的有效长度增大,使漏抗系数增大,电机漏抗增大。
定子铁芯齿部弹开大于允许值
这主要是因为定子冲片毛刺过大所致于,其影响同上。
定子铁芯重量不够
它使定子铁心净长减小,定子齿和定子扼的截面积减小,磁通密度增大。
铁心重量不够的原因是:
定子冲片毛刺过大;
硅钢片厚薄不匀;
冲片有锈或沾有污物;
压装时由于液压机漏油或其它原因使得压力不够。
定子铁心不齐
外圆不齐
对于封闭式电机,定子铁心外圆与机座的内圆接触不好,影响热的传导,电机温升高。因为空气导热能力很差,仅为铁心的0.04%,所以即使有很小的间隙存在也使导热受到很大的影响。
内圆不齐
如果不磨内圆,有可能发生定转子铁心相擦;如果磨内圆,既增加工时,又会使铁耗增大。
槽壁槽口不齐
如果不锉槽口,则嵌线困难;如果锉槽口,则定子卡式系数增大,空气隙有效长度增加,使励磁电流增大,旋转铁耗(即转子表面损耗和脉动损耗)增大。
定子铁心不齐的原因是:
冲片没有按顺序顺向压装;
冲片毛刺过大;
槽样棒因制造不良或磨损而变小;
叠压工具内圆因磨损而不能将定子铁心内圆胀紧;
定子冲片槽不整齐等。
定子铁心不齐而需要锉槽,使电机质量下降,为使定子铁心不磨不锉,需采取以下措施:
提高冲模制造精度;
实现单机自动化,使冲片顺序顺向叠放,顺序顺向压装;
保证定子铁心压装时所产生胎具、槽样棒等工艺装备应用的精度
加强在冲制与压装过程中各道工序的质量检查。
铸铝转子的质量分析
铸铝转子质量的好坏直接影响异步电动机的技术经济指标和运行性能,在研究铸铝转子质量问题时,不仅要分析转子的铸造缺陷,而且应该了解铸铝转子质量对电机的效率、功率因数以及启动、运行性能的影响。
铸铝方法与转子质量的关系
铸铝转子比铜条转子异步电机的附加损耗大得多,采用的铸铝方法不同。附加损耗也不同,其中压力铸铝转子电机附加损耗最大。
这是因为压铸时强大的压力使笼条和铁心接触得十分紧密,甚至铝水挤入了叠片之间,横向电流增大,使电机的附加损耗大增加。
此外,压铸时由于加压速度快,压力大,型腔内的空气不能完全排除,大量气体呈“针孔”装密布于转子笼条、端环、风叶等处,致使铸铝转子中铝的比重减小(约比离心铸铝减少8%)平均电阻增加13%,这样使电机的主要技术经济指标大大下降,离心铸铝转子虽然受各种因素影响,容易产生缺陷,但电机的附加损耗小。
低压铸铝时铝水直接来自坩埚内部,并采用较“缓慢”的低压浇注,排气较好;导条凝固时由上、下端环补充铝水。因此低压铸铝转子质量优良。
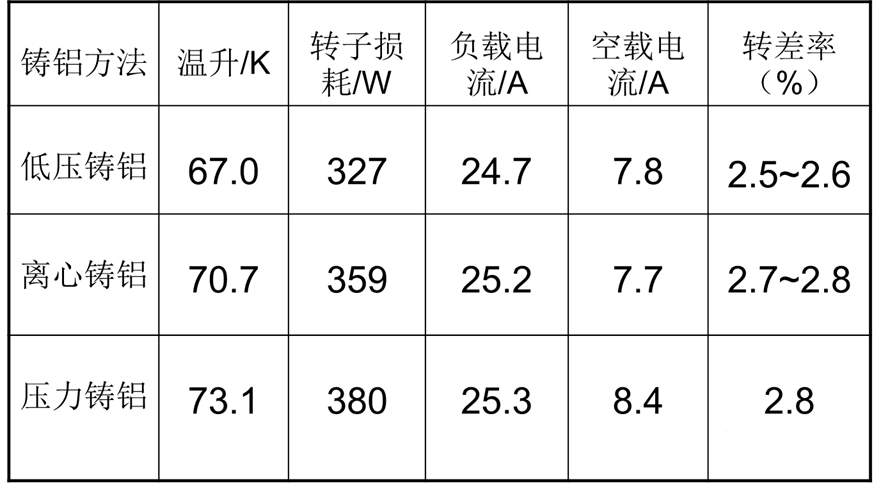
电机采用不同铸铝转子的电气性能
可见,电气性能以低压铸铝转子最好,离心铸铝次之,压力铸铝最差。
转子质量对电机性能的影响
铸铝转子质量对电机的性能影响较大,下面较详细地讨论这些缺陷产生的原因及其对电机性能的影响。
转子铁心重量不够
转子铁心重量不够的原因有:
转子冲片毛刺过大;
硅钢片厚度不匀;
转子冲片有锈或不干净;
压装时压力小(转子铁心的压装压力一般为2.5~.MPa)。
铸铝转子铁心预热温度过高,时间过长,铁心烧损严重,使铁心净长减小。
转子铁心重量不够,相当于转子铁心净长减少,使转子齿、转子扼部截面积减小,则磁通密度增大。对电机性能的影响是:
励磁电流增大,功率因数降低,电机定子电流增大,转子铜损增大,效率降低,温升增高。
转子错片、槽斜线不直
产生转子错片的原因有:
转子铁心压装时没有用槽样棒定位,槽壁不整齐。
假轴上的斜键和冲片上键槽间的配合间隙过大;
压装时的压力小,预热后冲片毛刺及油污被烧去,使转子片松动;
转子预热后在地上乱扔乱滚,转子冲片产生角位移。
以上缺陷将使转子槽口减小,转子槽漏抗增大,导条截面减小,导条电阻增大,并对电机性能产生如下影响:
最大转矩降低,起动转矩降低,满载时的电抗电流增大,功率因素降低;
定子、转子电流增大,定子铜耗增大;
转子损耗增大,效率降低,温升高,转差率大。
转子斜槽宽大于或小于允许值
斜槽宽大于或小于允许值的原因,主要是转子铁心压装时没有采用假轴上的斜键定位,或假轴设计时斜键的斜度尺寸超差。
对电机性能的影响是:
斜槽宽大于允许值,转子斜槽漏抗增大,电机总漏抗增大;
导条长度增加,导条电阻增大,对电机性能影响同下;
斜槽宽小于允许值时,转子斜槽漏抗减小,电机总漏抗减小,起动电流增大;
电机的噪声和振动大。
转子断条
产生断条的原因是:
转子铁心压装过紧,铸铝后转子铁心胀开,有过大的拉力加在铝条上,将铝条拉断。
铸铝后脱模过早,铝水未凝固好,铝条由于铁心胀力而断裂。
铸铝前,转子铁心槽内有夹杂物。
绕组的制造
绕组是电机的心脏,其寿命和运行可靠性,主要取决于绕组制造质量和运行中的电磁作用,机械振动与环境因素影响;
而绝缘材料与结构的选择,制造过程中的绝缘缺陷和绝缘处理质量、直接影响到绕组质量,因此应注意绕组制造,绕组落扎和绝缘处理。
电机绕组常用的电磁线大多为绝缘导线,因此要求导线绝缘真有足够的机械强度,电器强度,良好的耐溶剂性,具有较高的耐热性,绝缘要求越薄越好。
绝缘材料
绝缘材料是一种电阻率很高的材料,流过其中的电流可以认为忽略不计,一般电阻率大于107Ω*M
电气性能
介电强度
绝缘电阻率KV/mm MΩ绝缘材料外加电压/绝缘材料泄露电流的比值;
介电常数,贮存静电荷能力的能量;
介电损耗,在交变磁场中产生的能量损耗;
耐电晕,耐电弧及抗漏痕迹性能。
热性能
绝缘材料的热性能包括耐热定额,耐热冲击性能、耐热膨胀系数、导热性能和固化温度;
力学性能
例如漆包线漆抗剥落,耐刮、耐弯曲,对于槽绝缘和耐热绝缘要求有一定的抗压、抗拉、抗弯、抗剪、粘结湿度、冲击韧度和硬度。
理化性能
指吸水性,耐酸、耐碱和溶剂性、耐霉性等。
线圈的质量检查
定子绕组嵌线后的质量检查包括外表检查、直流电阻测定和耐压试验。
外表检查
检查所用材料的尺寸及规格应符合图纸及技术标准的规定。
绕组节矩应符合图纸规定,绕组间连接应正确,直线部分平直整齐,端部没有严重交叉现象,端部绝缘形状应符合规定。
槽楔应有足够紧度,必要时用弹簧秤检查,其端部不应有破裂现象,槽楔不得高于铁心内圆,伸出铁心两端的长度应当相等。
用样板检查绕组端部的形状和尺寸应符合图纸要求,端部绑扎应当牢固。
槽绝缘两端破裂修复,应当可靠,对于少于36槽的电机,不能超过三处且不准破裂到铁心
直流电阻允许±4%
耐压试验
耐压试验的目的,是检查绕组对地及绕组相互间的绝缘强度是否合格。耐压试验共进行两次,一次在嵌线后进行,一次在电机出厂试验时进行。
试验电压为交流、频率为50Hz及实际正弦波形。在出厂试验时,试验电压有效值为1260V(P2<1KW时)或1760V(P2≥1KW时);
在嵌线后进行试验时,试验电压的有效值1760V(P2<1KW)或2260V(P2≥1KW)。
定子绕组应能承受上述电压1min而不发生击穿。
绕组绝缘处理的质量检查
绕组的电气性能
绝缘漆的电气击穿强度为空气几十倍。绝缘处理后,绕组中的空气为绝缘漆所取代,提高了绕组的起始游离电压和其它电气性能;
绕组的耐潮性能
绕组浸渍后,绝缘漆充满绝缘材料的毛细管和缝隙,并在表面结成一层致密光滑的漆膜,使水分难以浸入绕组,从而显著提高绕组的耐潮性能。
绕组的导热和耐热性能
绝缘的的热导率比空气优良得多。绕组浸渍后,可显著改善其导热性能。同时,绝缘材料的老化速度变慢,耐热性能得到提高。
绕组的力学性能
绕组经浸渍后,导线与绝缘材料粘结成坚实的整体,提高绕组的力学性能,可有效地防止由于振动、电磁力和热胀冷缩引起的绝缘松动和磨损。
绕组的化学稳定性
绝缘处理后形成的漆膜能防止绝缘材料直接与有害的化学介质接触而损坏。
经过特殊绝缘处理,还可使绕组具有防霉、防电晕及防油污等能力,从而提高绕组的化学稳定性。
电机装配的工艺特点
电机装配的特点主要由使用要求和结构特征决定的,主要有:
所有零件都应具有互换性
即要求结构设计时,每个零件都应有明确的尺寸、形位公差及表面粗糙度要求,这是保证微特电机产品质量的基础。有些比较精密的微特电机零部件完全互换不能满足要求时,需分组装配。
保证轴类装配质量
轴类装配对电机寿命、噪声、静摩擦、温升等影响极大。各电机对轴类精度与安装要求各不相同,应当有明确的规定,工艺上要切实保证。
保证定、转子的同轴度
和端盖轴承安装的垂直度
必要时,在装配过程中可增加装配同轴度和垂直度的检查。
保证转子的静平衡和动平衡要求
因为,静不平衡和动不平衡使电机工作时产生附加力矩,轻者有振动、噪声,重者可能出现扫膛、共振等。需要专门设备仔细校正。
注意轻小薄壁零件变形损伤
电机轻小零件和薄壁零件很多,刚度差,易变形。加工和装配时,必须采用专门的工具传送、转运和保存。不准使其受到不应有的外力,引起变形和损伤。
装配工艺路线应与
生产批量相适应
对大批量生产的电机,可以流水作业装配,装配过程分得很细,逐工序保证质量。对多品种、小批量产品,宜彩成组工艺装配,常分成定子、转子,总装配工艺可制定统一的专用工艺规程,同时包括各产品的具体要求。这样便于保证质量,必要时可增加中间检验工序。
电机执行的标准
国家有关部:根据各类电机可某一大类电机的共性,制定出一部份通用标准。根据某一系列或某一品种的特殊要求又制定出来用标准。
各企业根据自己的情况制订标准实施细则制定企业特种产品标准。
在各级标准中,特别是国标中,有强制性标准,推荐性标准和指导性标准。
标准编号组成
第一部份用字母/汉语/汉音组成。表示:标准级别,国际行标、企标;性质:强制、推荐、指导;
第二部份:例如GB755为第755号国定标准,用阿拉伯数字表示本级别标准中的序列号。
第三部份:有—与第二部份分开用阿拉伯数字表示开始实施的年份。
产品应达到的标准(通用部份)
GB/T755—2000旋转电机定额和性能
GB/T12350—2000小功率电动机的安全要求
GB/T9651—1998单向导步电动机试验方法
JB/J4270—2002房间空调器内局电机通用技术条件。
专用标准
GB/T10069.1—2004旋转电机噪音测定方法及限值,噪音测定方法
GB/T12665—1990电机在一般环境下使用的湿热试验要求
编辑:黄飞
-
电机制造工艺关键技术有哪些2023-07-21 2026
-
电机铁心定、转子片冲压复合模具工艺设计2025-04-28 387
-
电动汽车电机制造工艺流程图解2018-10-11 8690
-
电机是如何制造的?2018-10-30 2400
-
怎么才能买到货真价实的电机,如何分辨电机质量的优劣?2023-03-22 1308
-
永磁电机制造关键工艺浅议2010-08-25 793
-
电机制造工艺学_胡志强(完整版)2015-05-04 1960
-
高压高效电机铜排转子制造中的冲槽切气隙工艺2017-01-02 825
-
永磁伺服电机转子偏心对电机性能的影响研究_孔汉2017-01-08 1083
-
电机制造工艺关键技术要求2023-08-01 1630
-
电机转子不平衡对电机质量的影响大吗2023-08-30 1880
-
盘点全球七大顶尖电机制造强国2023-10-20 3968
-
外转子电机和内转子电机哪个效率高2024-06-12 7535
-
电机的制造工艺有哪些2024-06-14 6582
-
电机转子设计要点2025-11-14 859
全部0条评论

快来发表一下你的评论吧 !
