

晶圆级封装及其应用
描述
本应用笔记讨论ADI公司的晶圆级封装(WLP),并提供WLP的PCB设计和SMT组装指南。
介绍
WLP 具有小尺寸和低电感的优点。ADI公司的WLP在晶圆上制造。背面层压可提高WLP主体的机械强度。无铅焊球用作 PCB 互连的芯片。示例封装概述如图 1 所示。
图1.WLP 的 SEM 照片。
其他T&R信息
ADI公司以磁带和卷轴(T&R)格式提供WLP。T&R要求基于EIA-481标准。
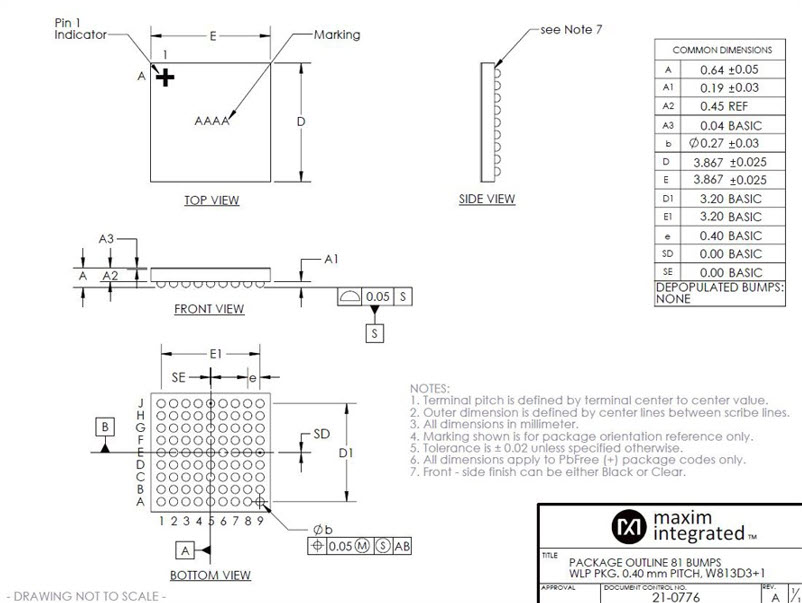
图2.0.4mm 间距 WLP 的封装外形图。
印刷电路板设计
表面贴装封装使用两种类型的焊盘模式(图 3):
非阻焊层定义 (NSMD) 焊盘 – 阻焊层开口大于金属焊盘。NSMD焊盘尺寸与金属焊盘相同。
阻焊层定义 (SMD) 焊盘 – 阻焊层开口小于金属焊盘。SMD焊盘尺寸是指阻焊层开口的大小.
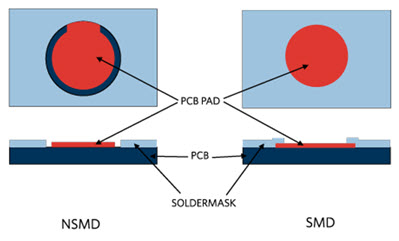
图3.NSMD 和 SMD 焊盘模式的图示。
虽然 NSMD 和 SMD 焊盘均用于应用,但建议使用 NSMD 焊盘。NSMD焊盘具有更精确的焊盘尺寸和电路板侧更好的焊点可靠性的优点。在给定的占地面积下,只能使用一种类型的焊盘(NSMD或SMD)和一种焊盘表面光洁度。推荐的焊盘尺寸如表1所示。走线的宽度不应大于100μm,以避免焊料在进入NSMD焊盘时过度润湿到走线上,这可能会改变焊点形状。建议在迹线入口处使用泪滴,以降低痕量破裂的风险。
当由于高载流等原因需要宽走线进入焊盘时,可以使用 SMD 焊盘。SMD焊盘可以使用较大的金属焊盘和更宽的金属走线。
通过垫内(VIP)是可以接受的。VIP处的凹坑会导致组装时焊料空洞。真空绝热板处的小空隙不会显著降低焊点的可靠性。用户可以通过质量评估可接受的质量。完全固定的VIP可以通过封顶来实现,尽管这不是必需的。建议将VIP放在角球位置,以提高PCB的可靠性。
| 球间距(毫米) | 可接受的印刷电路板焊盘直径(μm) | 推荐的印刷电路板焊盘直径(μm) |
| 0.5 | 220 到 280 | 250 |
| 0.4 | 200 到 260 | 250 |
| 0.35 | 190 到 220 | 200 |
| 0.3 | 160 到 190 | 180 |
印刷电路板表面光洁度
工业中使用有机可焊性防腐剂(OSP),化学镀镍/沉金(ENIG),电解镍/金,化学镀镍化学镀钯/沉金(ENEPIG),沉银和沉锡饰面。对于需要跌落测试可靠性的应用,建议使用 OSP。
贴片组装
标准SMT设备和工艺用于WLP组装。工艺流程如下:
来料 WLP 检验 ↓
焊膏沉积
↓
WLP 拾取和放置
↓ 焊料回流
↓ 助焊剂清洗(可选)
↓
检验
焊膏或助焊剂印刷和浸渍方法均可提供可接受的装配质量和可靠性。ADI公司的WLP符合联合电子设备工程委员会(JEDEC)1级湿度敏感度分类。组装前无需烘烤。
模板设计
焊膏、助焊剂或液体助焊剂可以在组装前用模板在 PCB 上印刷。带有纳米涂层的高质量激光切割不锈钢模板提高了传输效率和一致性。建议用于WLP,尤其是间距小于0.4mm的WLP。焊膏检测 (SPI) 也推荐用于此类细间距 WLP 组件。最佳钢网孔径尺寸取决于钢网制造技术、印刷设备、焊膏类型和工艺参数.推荐的模板厚度和参考孔径尺寸列于表 2 中。
| WLP 球球场 | 0.5mm 间距 | 0.4mm 间距 | 0.35mm 间距 |
| 推荐模板厚度 | 4密耳 | 4密耳 | 4密耳 |
| 参考模板孔径尺寸 | 250微米 | 250微米 | 200微米 |
0.3mm间距WLP的锡膏印刷具有挑战性。用户应根据设备功能确定模板设计, 锡膏选择, 和模板技术.或者,可以使用助焊剂浸渍。
焊膏
传统的无铅焊膏可用于WLP组装。3 型焊膏可用于 0.5mm 和 0.4mm 间距 WLP 组件,而 4 型焊膏则优选用于 0.35mm 和 0.3mm 间距 WLP。SnPb焊膏不应用于无铅WLP组装。
自动组件拾取和放置
标准拾取和放置设备可用于放置ADI公司的WLP。为了获得更好的精度,首选细间距 IC 封装贴装设备。建议使用塑料拾取喷嘴。拾取和放置力不应超过2N。
WLP 车身轮廓可用于组件识别。为了获得更好的放置精度,可以使用焊球进行对准。通过这种方法,使用查找相机来识别焊球。设备将球阵列本身进入封装,以获得更好的对准精度。
薄型 WLP 和超薄型 WLP 的标记检测
移动或可穿戴应用对更薄封装的需求越来越多。对于WLP,在晶圆减薄到一定厚度后需要特殊工艺来处理大的翘曲。薄型WLP或超薄型WLP采用胶带打标(在二合一背面层压板上),标记比正常情况浅。
强烈建议使用散射光(非直光)进行标记检查。设备设置有发光二极管(LED)环形灯或侧灯或暗场功能,可以轻松实现散射光效果。
回流 焊
ADI公司的所有WLP均兼容行业标准的焊接回流工艺。优化的回流曲线考虑了助焊剂类型和要焊接到电路板上的所有组件。使用氮气惰性气氛回流焊是可选的。与空气回流焊相比,它证明了无铅 WLP 在焊盘上的居中效果更好,焊料氧化更少。
助焊剂清洗
不建议进行回流焊后清洗,尤其是在使用免清洗型焊膏时。如果需要清洁,建议使用浸泡式喷雾或超声波浸没式清洁方法。必须对助焊剂、焊膏和清洁溶剂的相容性进行彻底的研究。
底部填充
通常,WLP 不需要底部填充材料。在某些应用中,当选择合适的底部填充材料时,底部填充可以提高WLP的机械坚固性。
重做
不建议返工。它只能使用受控且合格的过程进行,以防止机械和静电放电 (ESD) 损坏。
可靠性
可靠性要求列于表 3 中。
| 强调 | 规范 | 阿布夫 | 条件 | 每手手数/SS 数 | 期限/接受 |
| MSL 预处理 | JESTD20 | 个人电脑 | MSL1 | 3手/150单位 | 视觉和电气测试 |
| 高温储存 | JESD22-A103 | 高温 超导 | 150°C | 3手/77单位 | 1000小时/0 失败 |
| 温度循环 | JESD22-A104 | TC | -40°C 至 +125°C,1 个周期/小时 | 3手/77单位 |
数组大小 1000 个周期 = 6×6/注意 阵列大小 500 个周期 > 6×6/注释 |
| 工作寿命测试 | JESD22-A108 | 乙二醇 | TJ = 135°C | 3手/77单位 | 1000小时/0 失败 |
| 跌落测试 | JESD22-B111 | DT | 康德· | 1手/60个单位 | 150滴/纸币 |
| 注意:在为可靠性应力指定的循环数下,在 5% 置信水平下满足小于 90% 的故障率。 | |||||
热性能
热建模是在JEDEC静止空气条件下执行的。0.5mm 和 0.4mm 间距 WLP 的结温到环境热阻值分别列于表 4 和表 5 中。
| 阵列大小 | 节距(毫米) | Θ贾(°C/W) 适用于 1S0P 板 | ΘJA(°C/W) 适用于 2S2P 板 |
| 2×2 | 0.5 | 329.2 | 87.4 |
| 4×4 | 0.5 | 154.8 | 49.1 |
| 6×6 | 0.5 | 110.4 | 37.7 |
| 8×8 | 0.5 | 87.8 | 31.6 |
| 10×10 | 0.5 | 73.4 | 27.7 |
| 12×12 | 0.5 | 63.4 | 24.8 |
| 14×14 | 0.5 | 55.9 | 22.5 |
| 阵列大小 | 节距(毫米) | Θ贾(°C/W) 适用于 1S0P 板 | Θ贾(°C/W) 适用于 2S2P 板 |
| 2×2 | 0.4 | 434.5 | 102.6 |
| 4×4 | 0.4 | 209.7 | 57.9 |
| 6×6 | 0.4 | 151.3 | 45.7 |
| 8×8 | 0.4 | 121.2 | 38.2 |
| 10×10 | 0.4 | 101.9 | 33.6 |
| 12×12 | 0.4 | 88.4 | 30.2 |
| 14×14 | 0.4 | 78.1 | 27.5 |
审核编辑:郭婷
-
晶圆级封装的基本流程2023-11-08 12383
-
HRP晶圆级先进封装替代传统封装技术研究(HRP晶圆级先进封装芯片)2023-11-30 4588
-
晶圆级封装(WLP)的各项材料及其作用2023-12-15 4122
-
什么是晶圆级封装?2011-12-01 16916
-
晶圆级芯片封装有什么优点?2019-09-18 5758
-
晶圆级封装的方法是什么?2020-03-06 3944
-
晶圆级三维封装技术发展2020-12-28 4495
-
晶圆封装有哪些优缺点?2021-02-23 6828
-
晶圆级封装产业(WLP),晶圆级封装产业(WLP)是什么意思2010-03-04 47148
-
华天科技昆山厂晶圆级先进封装项目投产2021-01-09 6084
-
什么是晶圆级封装2022-04-06 12681
-
晶圆级芯片封装技术上市公司有哪些 晶圆级封装与普通封装区别在哪2023-08-30 6737
-
【科普】什么是晶圆级封装2023-12-07 3362
-
一文看懂晶圆级封装2024-03-05 4252
-
详解不同晶圆级封装的工艺流程2024-08-21 5168
全部0条评论

快来发表一下你的评论吧 !
