

弧焊机器人焊接方法及系统的组成
电子说
描述
机器人弧焊主要应用于各类汽车零部件、工程机械、金属行业的自动化生产。
随着技术的发展,弧焊机器人正利用机器视觉及云数据向智能化的方向发展。接下来就随弧焊机器人厂家无锡金红鹰一起去看看吧。
系统组成
一般的弧焊机器人系统是由以下部分组成:
1、机器人本体
2、自动送丝装置
3、焊接电源
4、焊枪
5、变位机
6、工装夹具
系统组成还可根据焊接方法的不同以及具体待焊工件焊接工艺要求的不同等情况,选择性扩展以下装置:
1、清枪剪丝装置
2、冷却水箱
3、焊剂输送和回收装置(SAW时)
4、移动装置
5、焊接变位机
6、传感装置
7、除尘装置及焊缝检测设备
以下是一个标准的机器人弧焊工作站
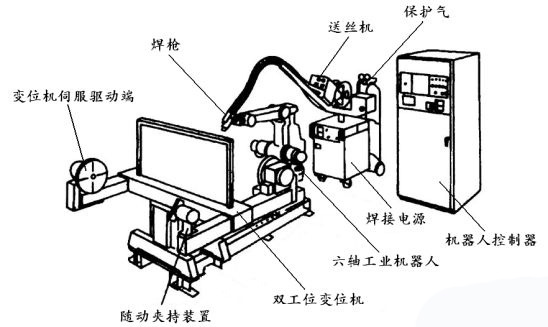
弧焊工作站
三种焊接方法
1、气体保护电弧焊:
利用氩气作为焊接区域保护气体的氩弧焊、利用二氧化碳作为焊接区域保护气体的二氧化碳保护焊等,均属于气体保护电弧焊。
其基本原理是在以电弧为热源进行焊接时,同时从喷枪的喷嘴中连续喷出保护气体把空气与焊接区域中的熔化金属隔离开来,以保护电弧和焊接熔池中的液态金属不受大气中的氧、氮、氢等污染,以达到提高焊接质量的目的。
2、钨极氩弧焊:
以高熔点的金属钨棒作为焊接时产生电弧的一个电极,并处在氩气保护下的电弧焊,常用于不锈钢、高温合金等要求严格的焊接。
3、等离子电弧焊:
由钨极氩弧焊发展起来的一种焊接方法,等离子弧是离子气被电离产生高温离子气流,从喷嘴细孔中喷出,经压缩形成细长的弧柱,高于常规的自由电弧,如:氩弧焊仅达5000-8000K。由于等离子弧具有弧柱细长,能量密度高的特点,因而在焊接领域有着广泛的应用。
三种气体保护焊
弧焊机器人多采用气体保护焊方法(MAG、MIG、TIG),通常的晶闸管式、逆变式、波形控制式、脉冲或非脉冲式等的焊接电源都可以装到机器人上作电弧焊。由于机器人控制柜采用数字控制,而焊接电源多为模拟控制,所以需要在焊接电源与控制柜之间加一个接口。
近年来,国外机器人生产厂都有自己特定的配套焊接设备,这些焊接设备内已经播人相应的接口板、所以部分弧焊机器人系统中并没有附加接口箱。
无锡金红鹰提醒大家,在弧焊机器人工作周期中电弧时间所占的比例较大,因此在选择焊接电源时,一般应按持续率100%来确定电源的容量。
1、MIG焊(熔化极气体保护电弧焊):
这种焊接方法是利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊炬嘴喷出的气体来保护电弧进行焊接的。惰性气体一般为氩气。
2、TIG焊(惰性气体钨极保护焊):
TIG焊的热源为直流电弧,工作电压为10~15伏,但电流可达300安培,把工件作为正极,焊炬中的钨极作为负极。 惰性气体一般为氩气。
3、MAG焊(熔化极活性气体保护焊):
熔化极活性气体保护焊是采用在惰性气体中加入一定量的活性气体,如O2、CO2等作为保护气体。
总结:弧焊机器人系统是由机器人本体、自动送丝装置、焊接电源、焊枪、变位机和工装夹具等组成的;主要有气体保护电弧焊、钨极氩弧焊和等离子电弧焊三种焊接方法;气体保护焊又分为MAG、MIG、TIG三种。如果您对弧焊机器人感兴趣可以联系无锡金红鹰:4008-258-628,我们提供机器人的设计、生产、销售及售后服务,助力工业自动化。
审核编辑 黄宇
-
弧焊机器人焊接方法及系统的组成2023-08-07 2372
-
机器人焊接系统基本组成结构详解2023-07-17 3617
-
弧焊机器人焊接参数包括哪些?要怎么设置?2023-07-13 6041
-
弧焊机器人的构成及安装调试2023-03-27 3250
-
弧焊机器人焊接电源是什么?2023-03-17 3382
-
弧焊机器人的组成、工作原理和特点2023-03-15 4155
-
弧焊机器人是什么?2020-12-26 2934
-
焊接传感器一款转为焊接机器人而设计的焊缝跟踪传感器2020-06-16 1860
-
六轴机器人之弧焊机器人功能包2020-03-18 2041
-
点焊机器人和弧焊机器人特点2019-10-15 5846
-
机器人弧焊系统组成及分类2017-10-17 1454
-
机器人焊接技术在车身焊接工艺的应用2017-09-12 4510
全部0条评论

快来发表一下你的评论吧 !
