

超声功率放大器在柔性模冲压技术中的应用
描述
实验名称:超声辅助聚氨酯冲裁工艺研究
研究方向:复合材料
测试目的:
聚氨酯冲裁是一种典型的柔性模冲压技术,采用聚氨酯制成的富有弹性的弹性垫替代传统刚性模具中的凸、凹模,将聚氨酯弹性体垫与金属模具配合,以实现冲裁。最早的柔性模冲压技术起源于19世纪末,该技术可在一定程度上解决冲裁过程中出现的划擦问题。此后,柔性模冲压技术经过不断的发展日趋成熟,并在工业生产等领域得到了广泛应用,其中最著名的就是采用格林橡胶模冲压法制造的飞机面板[6],由此可见该技术可用于加工精度较高、缺陷较少的零件。虽然柔性模冲压及微冲裁技术都已有了较成熟的机理研究和应用,但仍存在一些问题,例如:①凹、凸模对中精度较高,难以对中;②利用聚氨酯冲孔的方法缺少能夯实理论基础的力学仿真;③聚氨酯冲孔对模孔深度有较高要求,通常得到的冲孔圆角带过大。针对上述问题,本文主要研究了以下内容:①设计并搭建了聚氨酯微孔阵列冲裁装置,并进行单因素冲裁实验;②探究了冲孔直径和断面质量随板料厚度、模孔深度、冲裁力及冲裁速度变化的规律;③采用解析法设计变幅杆,进行了有限元优化,并进行超声辅助聚氨酯微孔阵列冲裁实验,探究超声振动对冲裁过程的优化作用。
测试设备:信号发生器、ATA-4052功率放大器、换能器、变幅杆;
实验过程:
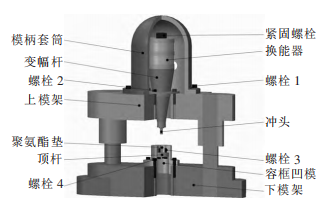
图:超声辅助聚氨酯微孔阵列冲裁装置的模型
主要模块包括由换能器、变幅杆等组件组成的超声模块,由模柄套筒、上模架、下模架等构成的模架模块及由冲头、容框凹模、顶杆、聚氨酯垫等构成的模具模块。
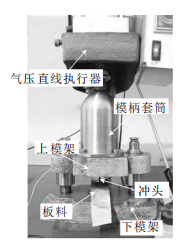
图:装置实物图
可见换能器、变幅杆和冲头装配成超声模块,换能器和变幅杆之间使用紧固螺栓连接;通过变幅杆的法兰盘将超声块安装于上模架的上表面,法兰盘下方的定位台。
实验选用信号发生器和ATA-4052功率放大器组成超声模块中的超声电源,用于提高频率固定的高频振荡符号。信号发生器是一款功能较全面的双通道函数/任意波发生器,其输出正弦波形频率可达60MHz,采样率达500MSa/s,但存在输出信号幅度最大值较小的问题,并不能满足加工所需的振幅,故需搭配ATA-4052超声功率放大器以放大其幅度。二者共同作用维持了超声波振动振幅的稳定输出。
实验结果:
(1)本文设计了一套聚氨酯微孔阵列冲裁的装置,设计并装配了超声辅助模块,进行了超声振动优化聚氨酯冲裁工艺研究。首次提出了在一个冲压行程内先后完成刚性模落料和柔性模冲孔的特殊工艺。通过单因素实验探究了模孔深度、冲裁力和冲裁速度对冲裁过程和加工件质量的影响规律,验证了超声振动优化工艺和改善冲裁件质量的作用。
(2)通过设计、装配超声模块进行振幅的测量,发现振幅随着电源信号输入幅度的增加而增大。超声辅助聚氨酯微孔阵列冲裁实验结果显示,深度分别为200、300、400μm的模孔均能冲孔成功,并得到带有微孔阵列的落料件;调整电源信号幅度进行超声辅助冲裁实验,并对冲孔断面进行观测,结果表明,超声振动能改善冲孔的断面形貌,且随着振幅的增加,冲孔断面光亮带的比例由未施加超声振动时的57%增大到81%,断面质量得到显著改善。
安泰ATA-4052高压功率放大器:
本文实验素材由西安安泰电子整理发布。Aigtek已经成为在业界拥有广泛产品线,且具有相当规模的仪器设备供应商,样机都支持免费试用。
审核编辑 黄宇
-
功率放大器,超声功率放大器定义分类和应用2017-12-15 5898
-
超声功率放大器-ATA43152020-02-12 2793
-
超声功率放大器原理(超声功率放大器的作用是什么)2023-02-27 3337
-
超声功率放大器原理及作用2023-03-07 1090
-
超声功率放大器在柔性模冲压技术中的应用2023-03-14 1012
-
超声功率放大器的特点和原理是什么2023-03-21 1951
-
超声功率放大器应用哪些行业研究2023-05-17 1598
-
超声功率放大器基本原理和设计流程2023-07-27 2427
-
超声功率放大器的技术方案是什么2023-12-21 1581
-
超声功率放大器怎么用2023-12-28 1908
-
一文快速了解超声功率放大器基础知识2024-01-04 1760
-
什么是超声功率放大器?高频超声功率放大器好用吗?2024-01-24 1882
-
安泰超声功率放大器技术参数有哪些2024-02-27 1244
-
Aigtek超声功率放大器产品介绍2024-03-19 1502
-
超声功率放大器的技术方案有哪些内容2025-03-17 1154
全部0条评论

快来发表一下你的评论吧 !
