

双轴肩搅拌摩擦焊你知道多少?
描述
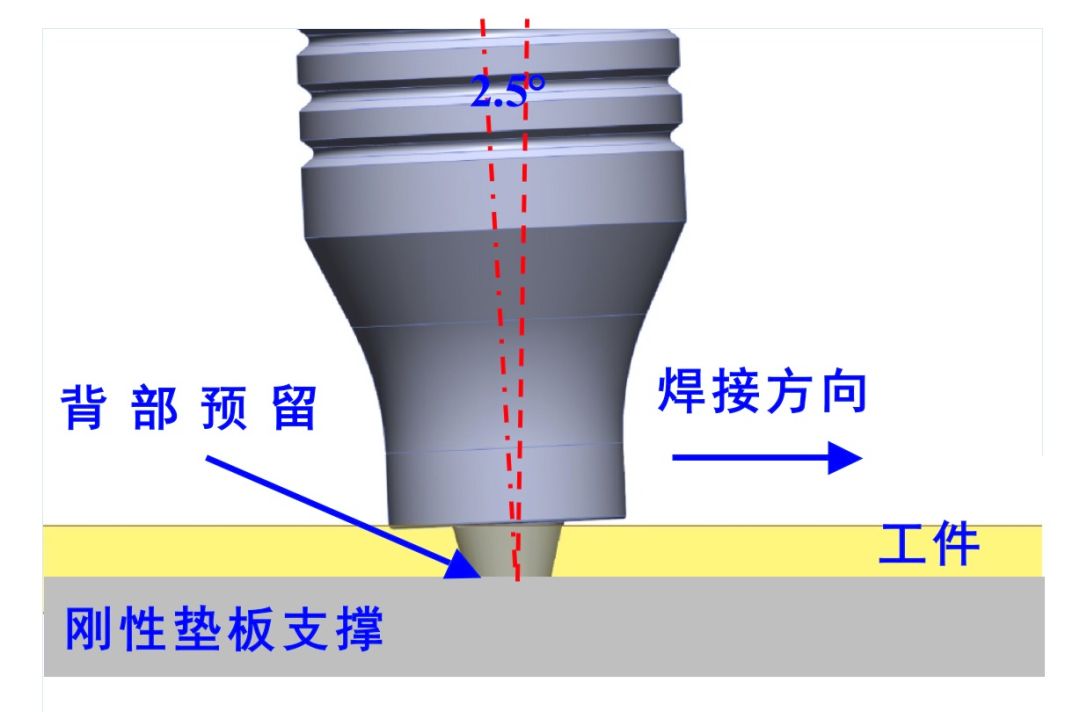
搅拌摩擦焊接作为一种新型固相连接方法,有效地克服了铝合金熔化焊接头的气孔、裂纹等缺陷,且具有接头残余应力和变形小、环保无污染等优点,双轴肩搅拌摩擦焊,作为常规搅拌摩擦焊的补充,有效解决了常规搅拌摩擦焊顶锻力大、背部未焊透及根部缺陷等问题。
双轴肩搅拌摩擦焊技术自其发明以来,得到了国内外的广泛关注,此焊接技术在船舶带筋板、列车空调板、火箭燃料贮箱、飞机壁板等制造领域具有很强的应用背景。下面我们来了解一下双轴肩搅拌摩擦焊技术!
1、原 理
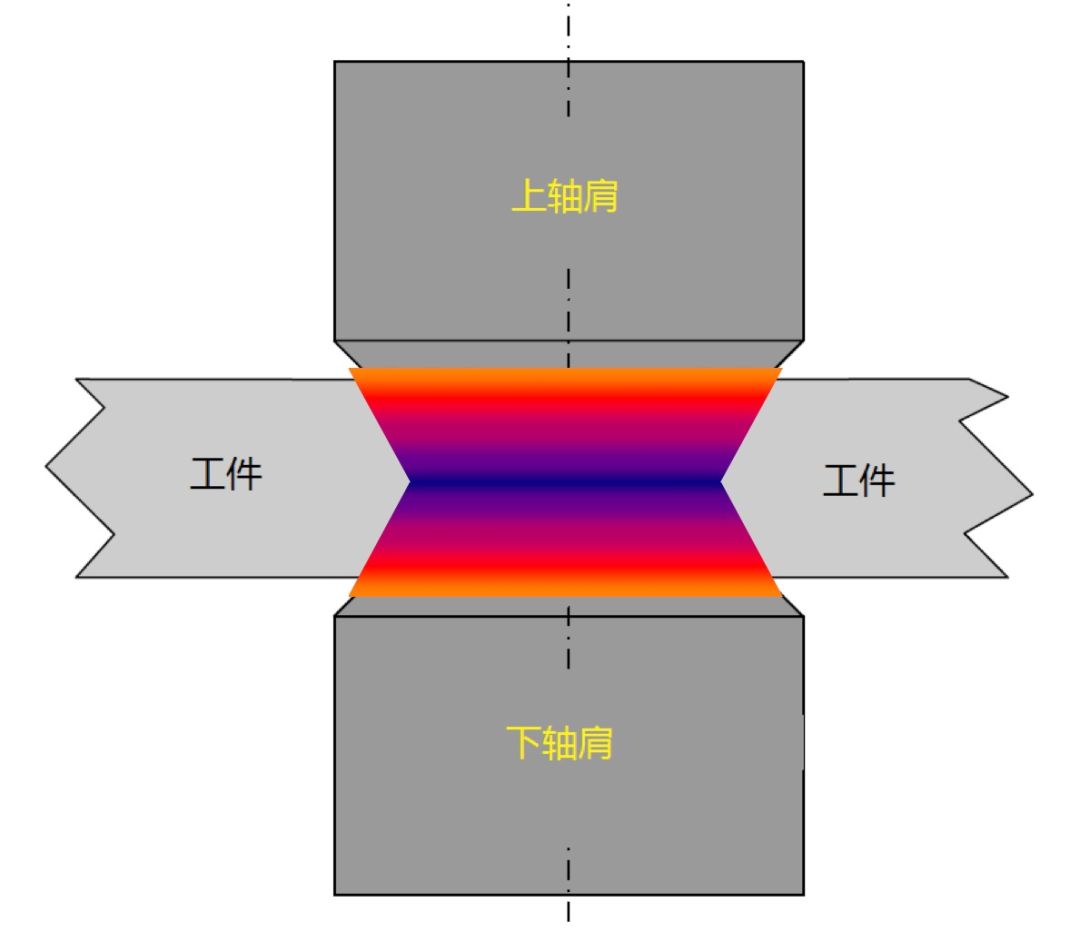
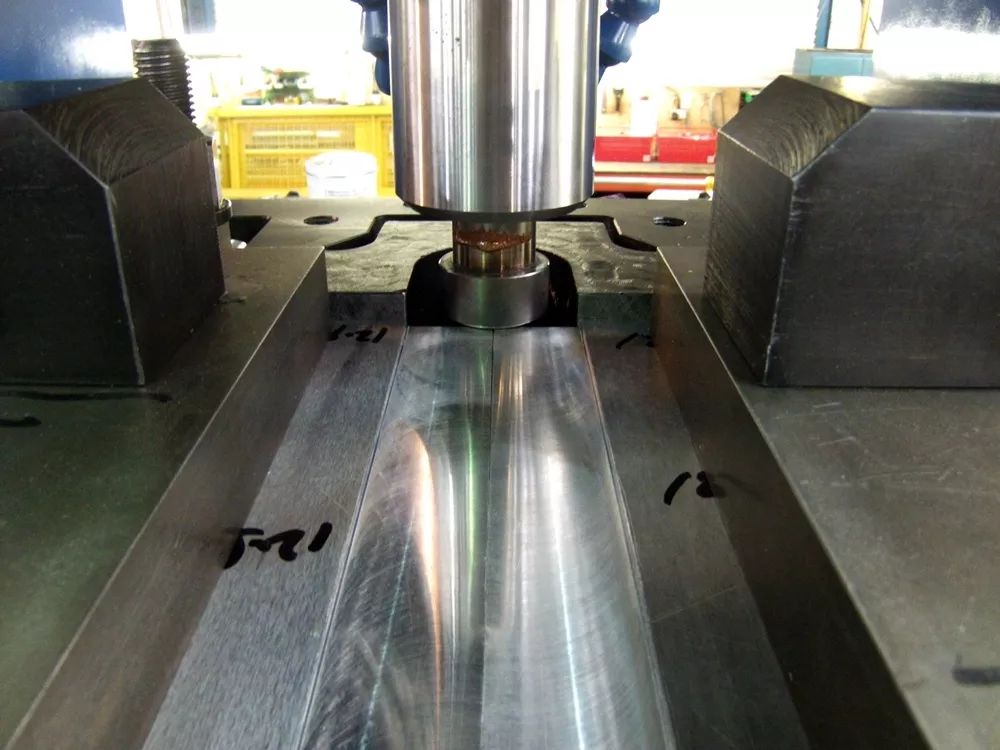
双轴肩搅拌摩擦焊采用带有上、下两个轴肩的搅拌工具,上轴肩(在试板上方)和下轴肩(在试板下方)通过与试板厚度相当的搅拌针相连接,焊接过程中上、下轴肩与搅拌针共同旋转并与被焊材料表面相互作用而实现焊接。
2、分 类
双轴肩搅拌摩擦焊又称自支撑搅拌摩擦焊,即采用下轴肩进行自支撑,在目前工程化应用中,以夹持柄状态分类主要分为固定式和浮动式双轴肩搅拌摩擦焊。固定式双轴肩搅拌摩擦焊即夹持柄固定不动,但对板厚不均匀的试验件焊接控制要求较高;赛福斯特技术团队与英国焊接研究所合作开发了浮动式双轴肩搅拌摩擦焊技术,大大降低了焊接过程中的控制问题。
3、接头组织
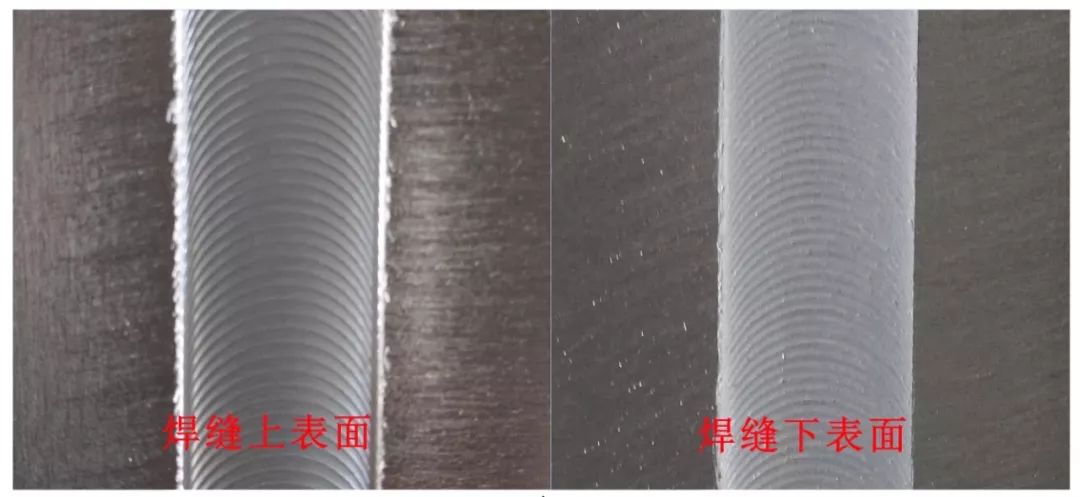
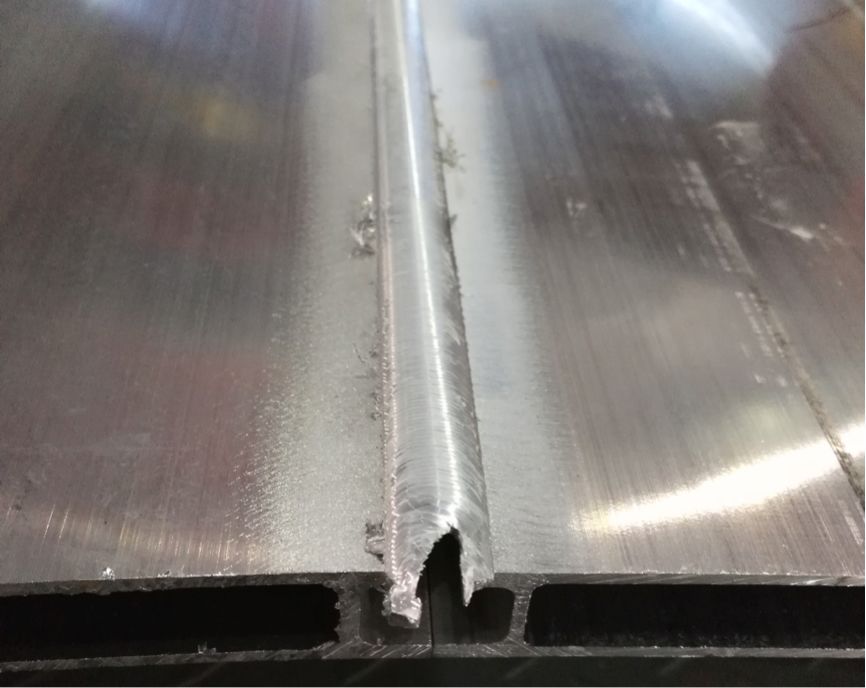
双轴肩搅拌摩擦焊由上、下轴肩与搅拌针共同旋转并与被焊材料表面相互作用而实现焊接,因此焊缝分上、下表面。接头的热输入由试样上、下表面向中心传递,热输入量均匀,厚度方向热梯度小。双轴肩焊缝接头宏观形貌呈哑铃型,上、下表面宽,中间窄,接头与常规搅拌摩擦焊一致,也分为母材区(BM)、热影响区(HAZ)、热力影响区(TMAZ)及焊核区(WNZ)。

4、优缺点
双轴肩搅拌摩擦焊优点:
① 无需背部刚性垫板支撑;
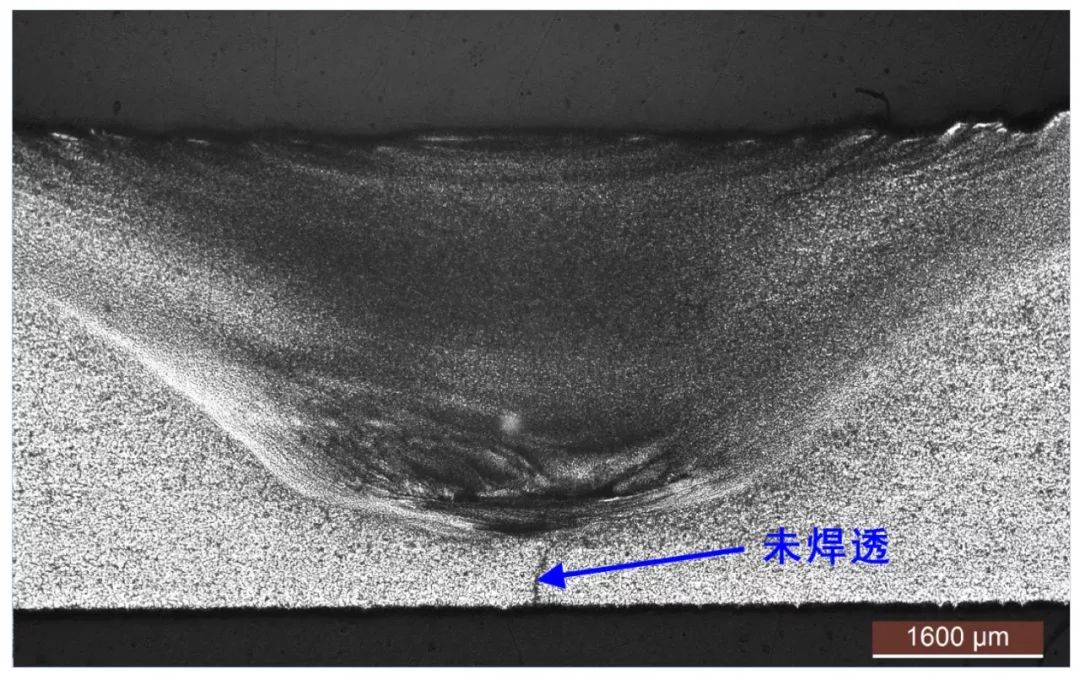
② 避免接头根部未焊透缺陷;
③ 双面摩擦、接头产热和受力均匀,应力变形小;
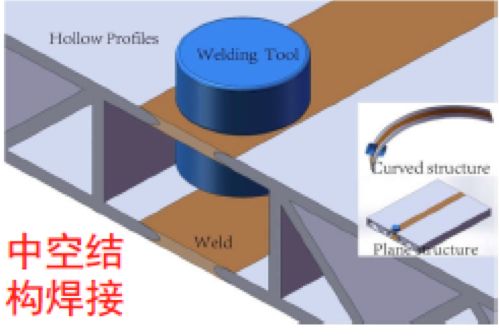
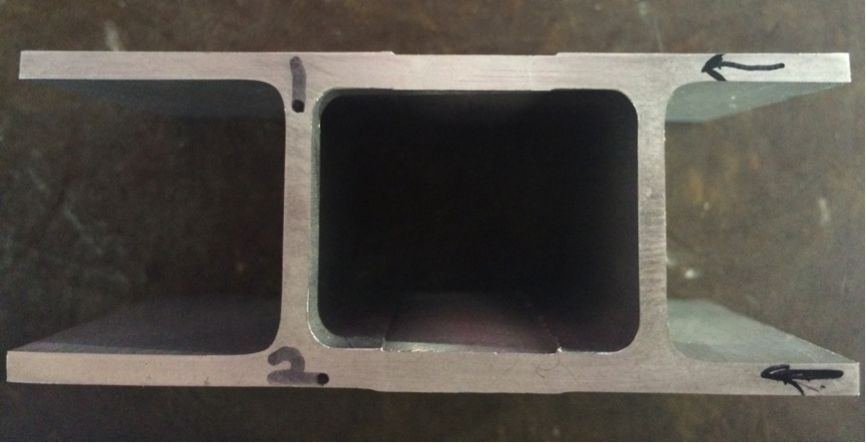
④ 易实现贮箱结构的环缝和狭小、空腔等复杂型面结构的型材的焊接;
⑤ 曲线或双曲率的机身壁板进行三维焊接;
⑥ 焊接无倾角,施焊灵活、易于实现自动化;
双轴肩搅拌摩擦焊的缺点:
双轴肩焊接的搅拌工具,是一个共用的搅拌针连接两个轴肩,每个轴肩分别与试件的上、下两个表面接触,下轴肩代替了背部的刚性支撑垫板,降低了焊接过程中的锻压力,并且节省了制造刚性装置的成本,但对双轴肩搅拌工具的要求大大提高,双轴肩搅拌工具的制造更为复杂,成本更高,不易实现2mm以下薄板和30mm以上厚板的焊接。
5、双轴肩搅拌摩擦焊的应用
国外已将双轴肩搅拌摩擦焊用于火箭贮箱环缝的焊接,接头性能与常规搅拌摩擦焊相近。国内已有技术团队将此技术在部分船板铝合金和列车车体铝合金结构部件上得到了推广应用。双轴肩搅拌摩擦焊技术在轻合金结构件的制造领域具有普遍适用性和广阔的市场前景。
审核编辑 :李倩
-
搅拌器轴机封位磨损的修复2023-05-08 444
-
搅拌器轴的修复方法2022-09-08 750
-
搅拌器轴径磨损现场修复的方法2022-06-08 801
-
发酵罐搅拌器轴磨损修复及维护保养2022-05-20 701
-
终聚釜搅拌器轴磨损怎么修复2022-03-03 539
-
搅拌机霍尔元件应用2020-08-15 942
-
未来轻量化是趋势 搅拌摩擦焊解决轻合金焊接技术难题2020-04-12 2883
-
搅拌摩擦焊原理2019-05-10 25049
-
机器人搅拌摩擦焊技术的进化史2018-10-22 6214
-
紫金桥监控组态软件在摩擦焊领域中的应用2017-10-12 678
-
铝合金摩擦搅拌焊接焊区的I II型复合断裂研究2010-01-26 740
-
搅拌轴热处理变形的控制2009-12-21 505
全部0条评论

快来发表一下你的评论吧 !
