

浅析膨胀压缩机无法启动故障原因
工业控制
描述
叶仕生 殷珠辉
齐新海 韩 桥 徐国辉 中海石油(中国)有限公司深圳分公司
摘 要:
某天然气处理厂选用的膨胀压缩机是加拿大PROPAK公司的FRAME 2.5型压缩机,利用膨胀制冷时的动力进行天然气压缩。2022年,在一次机组正常切换过程中,滑油压差无法稳定在1 030 kPa,不满足启机条件,导致无法启机。现场对故障原因进行了排查分析,突破国外厂家技术封锁,对转子进行了更换,解决了膨胀压缩机启动故障,完成了自主检修和技术创新总结。
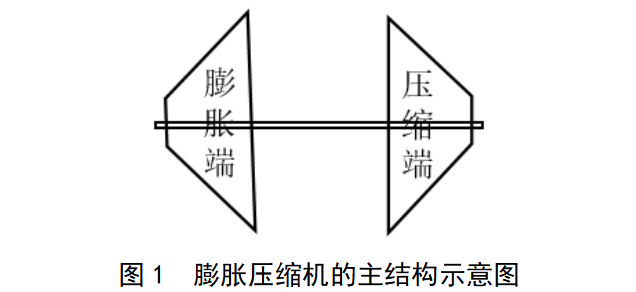
膨胀压缩机的主结构示意图如图1所示,两个叶轮背靠背安装,分别为膨胀端和压缩端。高压天然气进入膨胀端,膨胀过程中对叶轮做功的同时降低自身温度,获得更多分离液态产品的冷量,之后再进入压缩端进行加压,循环利用,达到降低能耗的目的[1]。机组正常转速达25 000 r/min。
JI DIAN XIN XI
1
膨胀压缩机
故障背景
该天然气处理厂出现故障的膨胀压缩机是加拿大PROPAK公司的FRAME 2.5型压缩机。此机组正常工作时,维持滑油罐内外压差(DPT-X40,设定值1 030 kPa)维持在1 030 kPa,压力调节阀PV的调节开度大部分时间维持在30%~70%[2]。
但在某次正常切换机组的过程中,在测试过程中出现滑油压差无法稳定在1 030 kPa,不满足启机条件,导致无法启机。为此,对此故障展开了逐一排查。
JI DIAN XIN XI
2
故障分析排查
2.1 滑油系统排查
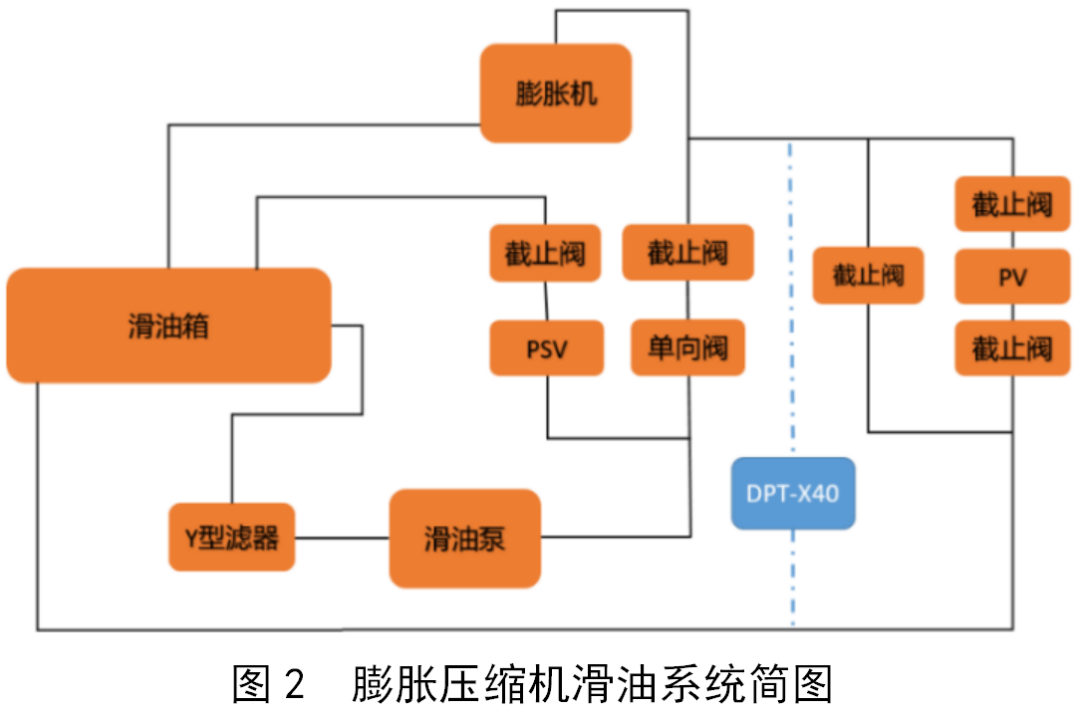
本次故障是滑油罐内压差无法维持,直接体现在压缩机的滑油系统,因此优先对滑油系统进行排查,FRAME 2.5型压缩机的滑油系统简图如图2所示。
针对滑油压差无法稳定的情况,对滑油系统部件进行了逐一排查,主要排查内容如下:
2.1.1 滑油液位偏低或管线发生泄漏
经过现场排查,未发现有泄漏现象,液位也在正常高度,并且通过添加滑油(208 L)排除了虚假液位的可能性。
2.1.2 滑油泵入口Y滤脏堵、单向阀卡滞、截止阀阀芯损坏
拆出Y型滤器,发现滤芯比较干净,无脏堵现象;拆出单向阀进行检查,状态良好;拆检截止阀阀芯状态良好。
2.1.3 滑油泵损坏或其出口PSV关不严
更换新的滑油泵测试,故障依然存在;拆除PSV并加盲板,启动滑油泵进行测试,故障依然存在。
2.2 密封气供给压力过大或不稳
现场持续关注密封气流量和压力,每次测试时,二者都比较稳定。
2.3 仪控系统故障
2.3.1 下游滑油回流流量调节阀故障
首先,对调节阀进行标定,状态正常;其次,隔离此调节阀,利用该阀的旁通截止阀进行调节,故障依然存在。
2.3.2 压力表、变送器等损坏
更换有问题的压力表,标定变送器,故障依然存在。
2.4 膨胀机转子故障
膨胀机内部滑油流道、迷宫密封、轴承及其他密封件损坏、失效,造成滑油压差不稳,需更换膨胀机转子[3],检查内部零部件是否发生损坏。
由于关于膨胀机附属设备已基本排查完毕,因此可基本判断本次故障是由膨胀机转子故障引起的,现场随即开展更换膨胀机转子的工作。
JI DIAN XIN XI
3
膨胀压缩机转子
更换作业技术难点
(1)转速高。膨胀压缩机转速正常运行时为25 000 r/min,最高设计转速达31 000 r/min,比SOLAR主机的转速还高出1倍多。检修过程稍有不慎,极易造成转子损坏的事故。
(2)设备精密。虽然膨胀压缩机转子转速达到25 000 r/min,但是正常运行时其振动值只在5.1~10.2 μm(0.20~0.40 mil),振动报警值为22.9 μm(0.90 mils)(1 mil=1/1 000 in)。
(3)尺寸精度高。正是由于机组转速高、设备精密,因此其安装尺寸精度要求极高,比如转子窜量要求在203.2~355.6 μm(0.008~0.014 in)范围内,叶轮与导流器之间的间隙应严格控制在330.2~431.8 μm(0.013~0.017 in),否则会发生转子磨损,甚至转子破裂、损坏机组的事故。
JI DIAN XIN XI
4
转子更换作业
4.1 隔离
现场施工作业前,对膨胀压缩机A机进行能量隔离,包括工艺隔离、电气隔离。电气隔离后需要再次验电确认,工艺隔离后需要泄压排空。
4.2 拆除机组附件
(1)拆除振动探头、温度探头和转速探头的接线,拆除平衡阀、压缩端排液管线。
(2)拆除压缩端出口管线、进口管线及其短节,并装上盲板;拆下来的管线用吊车移到地面。
4.3 拆除转子总成
(1)拆除压缩端叶轮扩散(导流)器,移开压缩端蜗壳。
先拆除内部仪表管,然后拆除扩散器锁紧螺栓,在原螺栓孔位置插入两根固定螺杆,取出扩散器,并做好标记、做好保护;拆除压缩端蜗壳锁紧螺栓,将蜗壳平移至支撑台边缘(在压缩端方向搭个脚手架支撑点作为导链挂点,将蜗壳移出)。
(2)测量叶轮轴向窜量,并对转子进行拆卸、吊装。
验证拆卸前转子窜量是否在合适范围,设备资料要求轴向窜量为203.2~355.6 μm(0.008~0.014 in)[本次实测原转子窜量为635.0 μm(0.025 in),已超标]。拆除转子锁紧螺栓,缓慢移出转子,移动角度不能太大,否则容易损坏膨胀端叶轮;在吊装前,先将叶轮固定并保护好。
4.4 回装转子
(1)检查内部膨胀端叶轮出口锥形导流管状态,无异常。
(2)校准喷嘴开度,检查新转子窜量。
使用塞尺测量喷嘴(执行器正下方)最小开度进行测量,厂家推荐标准值为76.2~127.0 μm(0.003~0.005 in)[本次实测值为127.0 μm(0.005 in),在推荐范围内],厂家推荐喷嘴最大开度标准值为23 114.0 μm(0.91 in)[本次实测值为23 063.2 μm(0.908 in)]。转子窜量检查,其中设备资料要求轴向窜量为203.2~355.6 μm(0.008~0.014 in)[本次实测为254.0 μm(0.010 in),在标准范围内]。测量方式如图3所示。
(3)膨胀端叶轮间隙调整。
安装新转子,通过垫片调节,采用压铅丝的测量方法,把膨胀端叶轮间隙控制在330.2~431.8 μm(0.013~0.017 in)。厂家推荐的膨胀端叶轮间隙控制在330.2~431.8 μm(0.013~0.017 in),但是考虑到转子窜量的影响,在测量时已将转子向压缩端移动,所以实测时需将转子窜量254.0 μm(0.010 in)加入,即其标准值应为584.2~685.8 μm(0.023~0.027 in)[本次实测值为584.2 μm(0.023 in),在标准值范围内]。
主要注意事项:压铅丝需要120°均匀分布在长导流片上,每个导流片均匀贴3个铅丝,铅丝布局方式与测量方法如图4所示。
(4)安装固定压缩端蜗壳,注意与叶轮的同轴度。
注意事项:安装蜗壳时注意保护转子,防止磕碰。先将压缩端蜗壳回装,上紧螺母后,在蜗壳地脚处加上垫片。
(5)压缩端叶轮间隙调整。
回装压缩端蜗壳后,用同样的方法在叶轮上布上铅丝,然后安装扩散(导流)器,上紧(扭矩为20.3 N·m)螺栓后再将其拆开,测量铅丝数值,如果数值不对,通过垫片予以调整。厂家推荐范围330.2~431.8 μm(0.013~0.017 in),同样考虑窜量的影响,其值应为584.2~685.8 μm(0.023~0.027 in)[本次实测值为635.0 μm(0.025 in),在标准值范围内]。
(6)安装压缩端入口短节及其滤器,安装出口弯管以及进出口管线及机组附件。
JI DIAN XIN XI
5
启机测试
5.1 滑油泵测试
(1)充压正常后,启动滑油泵A,将控制润滑油进出膨胀机差压稳定在1 030 kPa。滑油差压调节阀开度在30%左右。
(2)滑油A泵测试正常后,再启动滑油B泵,将控制润滑油进出膨胀机差压稳定在1 030 kPa。滑油差压调节阀开度在30%左右。
(3)观察膨胀机进口蜗壳的压力。在大于0.5 MPa(G)后打开壳体排气阀,检查有无液体排出,如果有则将液体排尽后关闭阀门。
(4)膨胀机增压机旁通阀、增压端入口阀应处于全开状态。打开膨胀机、增压机端进出口管道手动截止阀。
5.2 膨胀压缩机启机测试
在所有报警联锁解除后,按下PLC柜的膨胀机启动按钮。将喷嘴开度调整为5%~10%。打开膨胀机进出口阀,打开膨胀机进口紧急切断阀,仔细观察主机启动情况和转速,逐渐开大喷嘴使转速达到15 000 r/min,观察各仪表10~30 min判断运转是否正常(若有异常即关闭膨胀机进出口阀,待排除故障后再重新启动),然后缓慢升速到设计值,保持3 h,一切正常后再逐渐关闭压缩机及膨胀机的旁通阀,并适当调整喷嘴开度,以维持适当的进口压力及转速。
5.3 主要运行数据
膨胀压缩机稳定运行后,将其主要参数与检修前进行了对比,对比结果如表1所示。
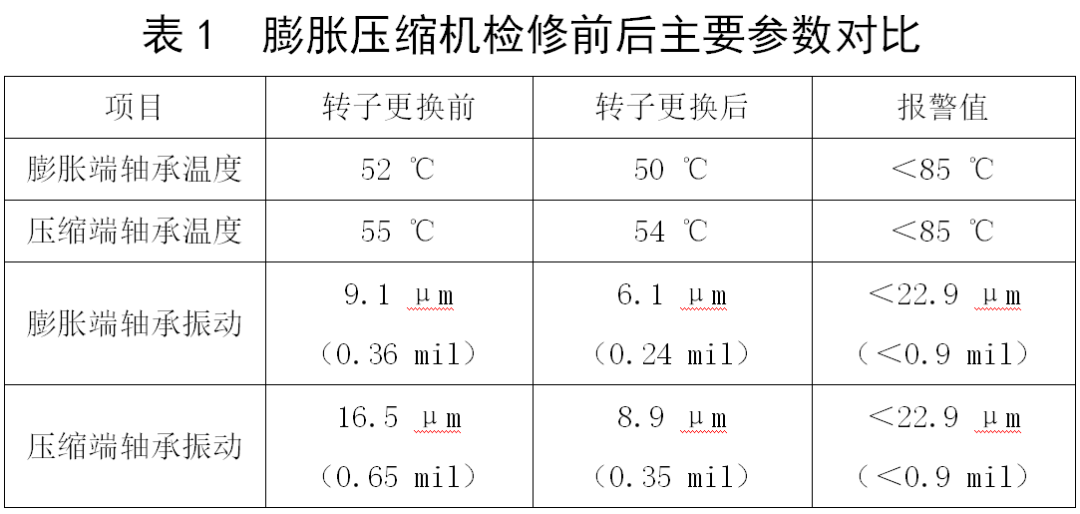
由表1可以看出,经过本次膨胀机转子更换作业,不仅膨胀机无法启动故障得以排查,而且转子的振动情况也得到明显改善,尤其是压缩端轴承振动由16.5 μm(0.65 mil)下降至8.9 μm(0.35 mil),说明本次膨胀机故障检修作业效果良好。
JI DIAN XIN XI
6
结语
本次膨胀机转子更换,是横琴终端继SOLAR压缩机解体检修作业后又一次依靠自身技术力量完成的关键机组检修作业。本次大修后测试膨胀机各项参数正常,无法启动故障得到解决,振动明显降低,说明检修效果良好,提升了制冷系统稳定性,有助于提升液态产品回收率,检验了横琴终端近年来维修人员队伍建设的水平,保障了终端安全生产。
编辑:黄飞
-
电冰箱压缩机通电后不运转的原因2010-12-23 0
-
空调压缩机接线方法2018-05-15 0
-
压缩机吸气压力过高、排气压力过高会怎么样2019-01-09 0
-
空调压缩机有哪些常见故障问题2021-09-02 0
-
压缩机过流的原因2021-09-14 0
-
压缩机用电动机振动噪声故障诊断2023-03-02 0
-
涡旋压缩机的故喧原因分析和采取的劝策2009-05-19 297
-
利用金属热膨胀特性更换压缩机轴承2009-05-21 387
-
浅析螺杆压缩机日常故障2009-05-25 436
-
压缩机启动电路图2008-04-24 43473
-
压缩机故障原因分析PDF2016-04-28 986
-
膨胀压缩机组冗余型安全控制系统的设计_胡佳琦2017-01-18 481
-
压缩机不工作是什么原因2018-09-07 44616
-
离心压缩机喘振原因及判断2019-12-04 11223
-
冰箱压缩机不转的原因2023-06-03 3718
全部0条评论

快来发表一下你的评论吧 !
