

射频识别技术应用的主要操作流程
电子说
描述
汽车发动机,是汽车上技术最密集的关键部件,在装配过程中,由于大批量、多品种混线装配,被装配零件多样性、工艺复杂性,使得装配线控制显得尤为重要。发动机装配线是一条按顺序装配的流水线,工位之间的顺序是不可逆的,因此每个装配环节的控制,既要求可靠又必须灵活,只有这样才能保证装配线的连续性和稳定性。研究射频识别技术在装配线上的应用,很有必要。
射频识别技术
射频识别技术(Radio Frequency Identification,RFID)是从20世纪90年代兴起的一项自动识别技术。它是通过磁场或电磁场,利用无线射频方式进行非接触双向通信,以达到识别目的并交换数据。与传统识别方式相比,RFID技术无须直接接触、无须光学可视且无须人工干预即可完成信息输入和处理,操作方便快捷。射频识别系统组成及其工作原理
RFID系统主要由阅读器(Reader)、电子标签(TAG)、RFID中间件和应用系统软件组成,如图1所示。其工作原理:阅读器发射特定频率的无线电波给电子标签,用以驱动电子标签电路将内部的数据送出,此时阅读器便依序接受解读数据,送给应用程序做相应的处理。在实际应用中,电子标签附着在待识别物体的表面,其中保存有约定格式的电子数据。阅读器通过天线发送出一定频率的射频信号,当标签进入该磁场时产生感应电流,同时利用此能量发送出自身编码等信息,阅读器读取信息并解码后传送至主机并进行相关处理,从而达到自动识别物体的目的。
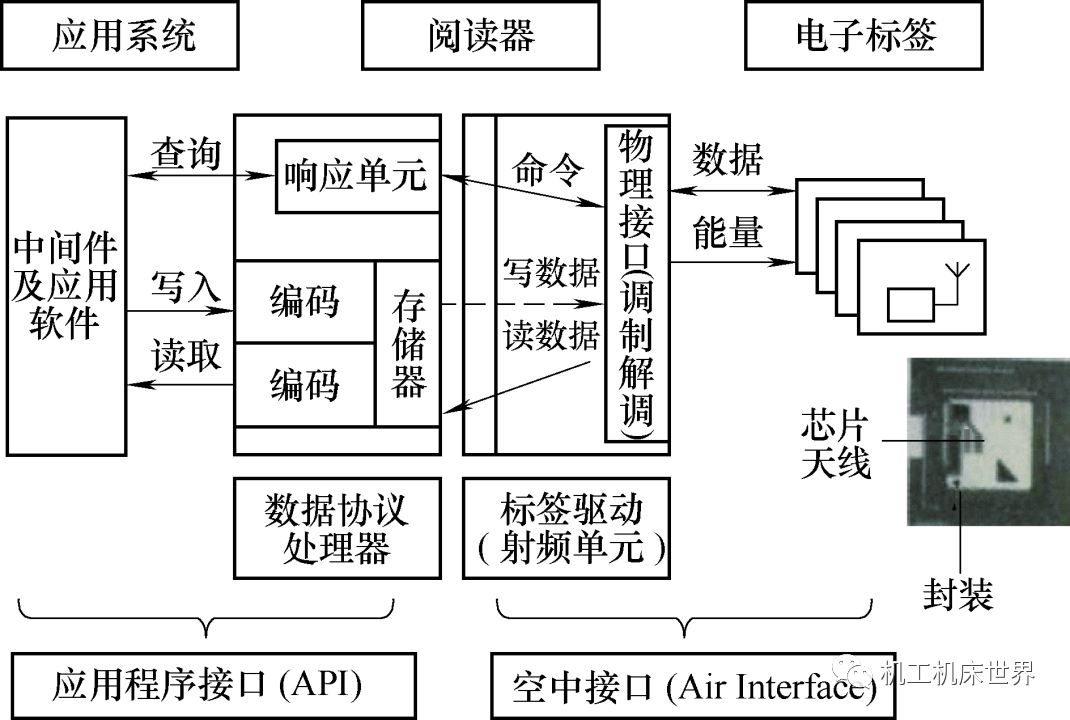
图 1
射频识别技术在发动机装配线上的应用
(1)RFID硬件安装及系统构成。基于RFID的系统构成,如图2所示。Zone管理PLC将装配线分成缸体、缸盖、总装及试验4个Zone;在主要追踪点,直接读取信息,通知给ALC服务器;Zone管理PLC适用于三菱MELSEC系列,与ALC服务器通过以太网(Ethernet)连接;Zone管理PLC和各设备PLC之间,通过MELSECNET/H来连接;ALC服务器接受Zone事件(数据要求、追踪信号和装配数据接收等)后,各机能应用程序把相应数据发送给Zone管理PLC。
(2)射频识别技术在发动机装配线上的应用原理。装配线为环形、多工位装配,托盘循环使用;工件上线工位、下线工位、关键工位及测试工位等都安装了RFID读写器和工作站显示屏(HMI),并由现场PLC控制;每个托盘都安装有电子标签;
工位的读写器在托盘到达指定位置时,读取电子标签内信息,控制器将读出的标签信息传送给现场PLC,PLC通过三菱MELSECNET/H网络系统,将标签内的信息,显示到工作站HMI上,PLC依据信息,执行相应的逻辑控制,比如拧紧、测试等,当工位作业完成后,PLC又将该工位执行完成的数据(拧紧力矩、测试值)信息发送给RFID系统,读写器将得到的数据、信息写入到托盘上的电子标签内,这些信息伴随发动机和托盘进入到下一工位;在下一工位,电子标签内的信息被再次读取并写入新的信息。
射频识别技术应用的主要操作流程
(1)初始化电子标签。PLC控制器依据生产管理信息,将发动机型号、编号的信息,通过读写器输入到托盘的电子标签内,完成电子标签初始化,写入型号、编号的电子标签与承载待装配缸体的托盘,一起完成上线工位的操作后,被传送到下一工位。
(2)读写电子标签信息。承载缸体的托盘,被传送到装配工位,停止器挡住托盘,读写器从电子标签中读取数据信息并传送至PLC,PLC调用相应的程序,完成打刻、拧紧及测试等工作,并通过RFID系统将工位完成的数据、信息通过读写器写入到电子标签内;信息完成传递后,停止器放行,托盘被传送到下一工位。
(3)提取电子标签信息。当托盘被传送到发动机下线工位时,发动机装配完成被吊离托盘,读写器读取电子标签,此托盘的发动机装配信息,被PLC控制系统上传,完成装配数据提取;
(4)清空电子标签信息。当空托盘进入信息清空工位,电子标签信息清零,托盘再次进入上线工位,开始新一轮循环使用。
射频识别技术在发动机装配线上的应用实例
(1)生产信息流管理。生产前,需将生产信息在控制室录入到控制系统(ALC服务器)中;生产时,操作者在缸体上线工位,将ID柱(电子标签)安装在缸体上,缸体在传输线运行时,如图3所示,ID读写头(阅读器)与ID柱进行生产信息交换,将发动机型号、编号等代码写入到ID柱中,发动机型号及编号作为整个生产信息传递的基础信息,在发动机号码打刻工位,打刻机读取ID柱信息,按照生产信息要求,打刻发动机号码。
(2)质量信息记录。装配线上的托盘,都安装有电子标签,可称为数字化托盘,如图4所示。装配线的重点工位安装有阅读器。装有工件的托盘,到达拧紧工位,工位阅读器读取信息,并传递信息给自动拧紧机PLC,拧紧螺栓后,拧紧数据(力矩、角度等)会通过阅读器写入、存储在托盘上的电子标签内;在密封试验工位,试验数据也会读取、传递及存储在托盘上的电子标签内;这些发动机质量信息,会按照约定的控制方式,完成信息的传递,并存储在ALC服务器内。
射频识别技术在发动机装配线的应用,实现了装配信息的传递与及时反馈、现场数据的实时采集与监视可视化,有效地保证了生产信息连贯、完整,生产更加柔性化,又使得产品在质量控制、售后产品信息追溯及产品信息管理上有效结合;提高了企业的生产能力。射频识别技术在装配线上应用以来,效果显著,随着射频识别技术的广泛应用,必将为生产企业的质量保证和成本控制、实现智能制造及建设智慧企业提供可靠支持与保证。
-
令人期待的射频识别技术RFID2009-11-13 7081
-
无线射频识别技术应用的发展趋势怎么样2019-05-29 1642
-
射频识别技术与电磁兼容研究2019-07-25 3106
-
射频识别技术应用到汽车防盗系统2019-07-29 2505
-
请教关于无线射频识别技术的解析?2019-08-08 2047
-
射频识别技术有哪些应用?2019-09-23 2641
-
射频识别技术怎么用于门禁系统应用?2020-07-31 1323
-
无线射频识别技术及应用和发展趋势2020-12-14 9025
-
射频识别技术概述2021-09-16 1824
-
射频识别:新一代自动识别数据收集(AIDC) 技术2009-12-11 806
-
射频识别-自动识别数据收集(AIDC)技术2011-06-16 2131
-
射频识别(RFID)技术2022-07-08 1150
-
射频识别的构成_射频识别的主要工作频率2020-03-28 7040
-
RFID射频识别技术应用的复习试卷2020-07-01 1563
-
射频识别技术漫谈(22)——RC系列射频芯片的寄存器操作2023-10-17 2525
全部0条评论

快来发表一下你的评论吧 !
