

应用于机器人的堆垛总体结构设计方案
机器人
描述
基于对自动化物流系统背景和现状的分析对比,结合自动化机械加工生产线物流输送系统的特点和要求,设计出适用性强的堆垛机产品,重点对堆垛机总体结构、行走系统、升降系统等组成和特点进行了详细论述。通过实际应用验证,满足自动化机械加工生产线对托盘尤其是中大型托盘及物料输送和存取的效率、精度、稳定性等方面的要求。
01 序言
随着新一轮工业革命的到来,制造业正在加速转型升级,自动化和智能化已成为大势所趋。目前,在航空、航天这些重要领域,产品更新换代的速度越来越快,对产品质量、效率、可靠性和稳定性的要求也越来越高。工厂现有的加工能力难以满足新形势下的加工能力、供货节拍和质量要求。引入先进的自动化生产线模式,提升设备利用率,对于提升产能、提高质量和减少人工成本能够起到事半功倍的作用。自动化加工制造首先要解决物料输送的自动化,即需要配置一套高效稳定可靠的自动化物流系统。目前在航空航天工厂建设的自动化生产线内所集成的物流系统基本以进口为主,除了价格昂贵外,售前交流、实施技术支持及售后服务都得不到很好的保障,受制于当前的国际形势,很容易被“卡脖子”。国内也有很多自动化厂家和机床企业在进行自动化物流系统的研发制造,主要集中在负载较小的桁架机械手、轨道机器人和小规格AGV等,技术比较成熟且在很多民用领域广泛应用,技术水平已接近或达到国外同类产品。但对于1000kg以上托盘和产品的自动化输送系统,目前国内成熟度较低,其核心关键技术仍然掌握在国外企业手里。因此,自主开发大规格重载自动化物流系统,替代进口,显得尤为重要,这不仅关系到企业本身的长远发展,也对切实保障国家经济安全和国防安全具有重要意义。
02 现状分析
在自动化领域,托盘及工件自动搬运不仅可以大大提高效率,降低人力强度和成本,还可以有效地提高产品质量及一致性。目前主流的输送工具包括AGV、RGV、桁架机械手(见图1)、轨道机器人(见图2)和堆垛机等,搬运、交换、上下料等的主要机构为气(电)动卡爪、插臂等形式。
桁架机械手和轨道机器人一般用于500kg以下托盘工件的搬运,尤其是300kg以下产品搬运优势明显,成本低,技术成熟度高,运行灵活可靠。超过300kg负载的机器人受制于本体多关节串联结构,刚性和定位精度很难得到有效保证,即便能够满足重载运输要求,价格也很昂贵,性价比较差,因此应用较少。
AGV输送车(见图3)具有良好的柔性,只需改变控制软件实现运行路径的变更,空间无障碍,智能程度比较高,但其承载能力一般不高,大规格重载的AGV成本又极高,AGV的定位精度一般为±5mm, 无法满足自动上下料对高精度定位的要求。此外AGV采用蓄电池作为动力源,需要定时进行充电,很难保证满负荷连续运行12h以上,且通信大多依靠WIFI,在许多军工企业使用受限。
RGV输送车(见图4)沿固定轨道运行,通过电动机带动减速器再通过齿轮齿条、同步带、链条等方式传动,导向传动精度高,通过电动机编码器的位置反馈进行半闭环控制,可实现±0.5mm的定位要求,能够满足托盘交换机构对输送车定位准停精度的要求。通过合理的结构设计和驱动选择可满足中大托盘及工件的搬运,在重载(1000kg以上)时优势明显。但由于RGV一般不配置升降机构,只能水平进行托盘交换,因此托盘缓存库只能设计成单层,库位或站位数量有限,除了针对一些加工工时较长的钛合金飞机结构件等零件加工可满足节拍要求以外,对于大多数零件的自动化加工,库位数量都很难满足12h无人值守和生产线运行节拍要求。
大型重载堆垛机物流系统不仅具有RGV的几乎所有优点,而且配置了升降载货台,物料及托盘可以立体存放,空间利用率大幅度提高。通过对潜在用户及已有项目的深入分析和调研,发现堆垛机系统应用前景广泛,尤其针对发动机机匣等零件自动化加工生产线具有很强的适用性。
对于大规格重载堆垛机物流系统,技术难度大,研发投入高,目前国内成熟度较低,能够投入产线实际运行的也只有宁江、海天等少数机床企业,且只针对自家机床进行组线,不作为独立产品对外销售,适用性不强。国外能够生产重载堆垛机物流系统的厂商主要有芬兰的法斯顿(见图5)、德国的利勃海尔(见图6)等,其产品经过数十年应用验证和迭代完善,可靠性高,稳定性好,并已形成完整的产品系列,在众多领域均有较为成熟的应用。
03 堆垛机总体结构
本文研究的堆垛机主要用于中大型结构件机械加工生产线上托盘(含物料、工装、夹具)在各设备之间全自动转运以及工序间缓存、装卸。相较于传统仓储立体库用堆垛机具有更高的结构刚性、控制柔性、位置精度、可靠性和安全性等。堆垛机用于存储单元出入货架的搬运作业。
如图7所示,堆垛机主要由机架、载货台(含货叉)、行走机构、升降机构、控制系统、外形检测装置和安全保护装置等组成[1]。在生产线内进行机架水平直线往复、载货台垂直升降、货叉左右伸缩叉取等运动,实现托盘及物料存取和转运。

图7 堆垛机总体结构
3.1 机架
上横梁、下横梁及两侧立柱组成的矩形框架为堆垛机主体结构,称为机架,运行于上下导轨之间。结构件采用大截面矩形钢管和钢板焊接而成,并通过焊后和粗加工后两次热时效消除应力,保证了总体的强度、刚性和稳定性[2,3]。
3.2 载货台
载货台用于承载托盘及物料,由载货台本体和货叉组成(见图8)。载货台沿立柱上的导轨作垂直于行走方向的运动(起重)和垂直于起重-行走平面方向的货叉左右伸缩运动。生产线内不同设备、装卸站、线边库位等由于结构特点和工作方式不同,承接托盘的工作台与堆垛机轨道中心线的距离不一致,这就需要货叉既要有足够的行程,又可以在任意伸缩位置准停,以适应不同设备间的托盘交换需求,同时货叉的挠度也要严格控制,挠度过大就会导致托盘与设备间的零点定位系统无法匹配入位而造成损坏,影响设备及生产线正常运行。基于以上分析,货叉采用双伸位双向伸缩货叉,驱动形式采用伺服电动机通过减速机驱动齿轮齿条实现货叉伸缩运动。货叉结构(见图9)主要由上叉体、中叉体和下叉体等组成。叉体材料选用优质合金结构钢锻造后经机加工而成,结合优化的结构设计,强度高,刚性足。下叉体安装在载货台上,中叉体和上叉体在齿轮齿条的驱动下向外延伸,使上叉体的伸缩距离直接延伸至目标位置。叉体之间相对运动采用高刚性、高承载能力的凸轮随动轴承夹持叉体自身导向部位进行支承和导向。
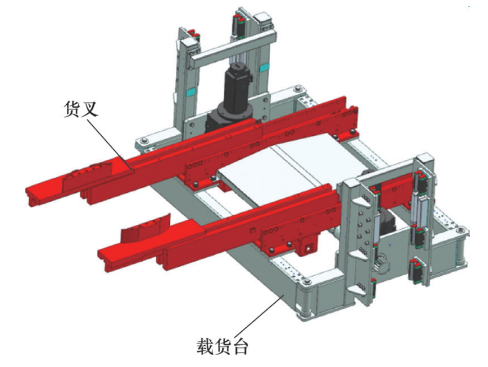
图8 载货台结构
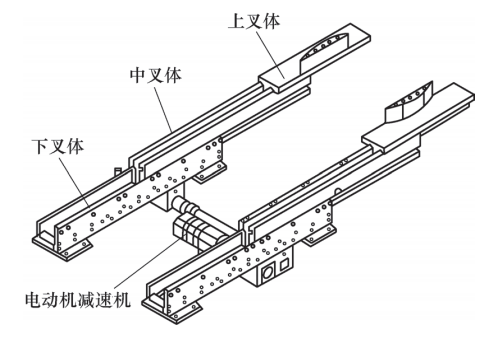
图9 货叉结构
3.3 行走机构
传统立体库巷道堆垛机普遍采用的行走轮驱动形式存在车轮与导轨的相对滑动,导致运动精度不高,一般只能达到±5mm,无法满足机械加工生产线托盘取放的±2mm甚至更高的精度要求。因此,机械加工生产线应用的堆垛机机架行走和载货台升降运动采用伺服电动机通过减速机驱动齿轮与齿条啮合传动,这种驱动形式的优势是通过增加齿条的数量和长度易于实现长行程运动,传动精度高,驱动力大,互换性和模块化程度高。为降低运行噪声并提高运行平稳性,齿型选用螺旋齿。
堆垛机行走支承和导向采用天地轨形式。相较于直线导轨副容差能力较强,对地基等安装条件要求不高,对接和调整方便,更易于实现往复运动的长行程布置,保养维护简单,导向精度完全满足生产线托盘存储要求,性价比高。
地轨承载整个堆垛机及货物的自重,采用重型钢轨,单轨布置。地轨安装在地面的基础板上,基础板通过化学锚栓与地面固定。地轨通过钢制垫板进行调平,调平板与轨道间设有减振橡胶板。机架下横梁前后各安装一个大规格钢制行走轮,在地轨上滚动运行,为防止车轮啃轨,行走轮采用无轮缘圆柱车轮,两侧安装有水平导向轮将地轨夹持在中间,防止侧倾。天轨通过螺栓固接在上导轨吊梁上,机架上横梁两端各有一组导轮将天轨夹持在中间,防止机架倾覆。地轨端头均设有固定端挡,能缓冲和承受堆垛机满载全速运行的冲击,并确保不损坏堆垛机的结构。
行走机构具体结构如图10所示。
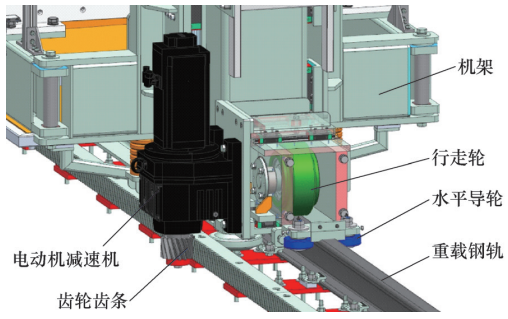
图10 行走机构
3.4 升降机构
相对于仓储立体库,生产线内托盘(物料)库库位数量一般不多,层数不会大于3层,即可满足生产线内产品24h无人值守的自动化加工要求。堆垛机升降运动行程较小,导轨一般不需要对接,安装精度可由立柱加工保证,采用直线导轨副进行升降运动的支承和导向,提高了运行的精度和稳定性。4条高刚性直线导轨副,分别安装在立柱前后端面。每条导轨配置3个滑块,共同支承导向载货台垂直升降运动,并承受货叉在伸缩运动中的扭转、倾覆力矩。为防止载货台由于突然断电等意外情况导致跌落,4条直线导轨副均配置气动抱闸。
载货台升降驱动采用双伺服电动机配减速机两侧同步驱动,采用减速机输出齿轮与安装在立柱上的齿条啮合传动。两组驱动减速机通过长直轴联轴器刚性连接,机械结构上保证两侧同步驱动运行。这种驱动形式相对于传统巷道堆垛机采用的钢丝绳和链条传动精度和可靠性更高,传动更为平稳。
升降机构具体结构如图11所示。
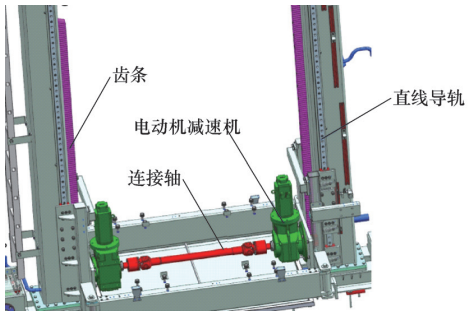
图11 升降机构 04 结束语
本文通过对堆垛机物流系统背景和现状分析,结合自动化加工生产线托盘及物料输送的特点,对堆垛机总体结构、各部件及系统的组成和功能特点进行了论述。通过在生产线内应用验证,该堆垛机性能稳定,适用性强,满足中大型托盘及物料(直径1200mm,质量2500kg)在生产线内各设备、线边库、装卸站等之间的平稳转运和精确存取。堆垛机设计中融入的模块化思想为后续产品系列化开发奠定了基础。
参考文献:
[1] 张晓川. 现代仓储物流技术与装备[M]. 北京:化学工业出版社,2003.
[2] 邹丽,王钰培,丁力,等. 超高型堆垛机金属结构优化设计[J]. 起重运输机械,2017(2):56-58.
[3] 黄浩. 浅析简易柔性自动化机械加工生产线[J]. 中国设备工程,2018(4):92-94.
作者:北京航臻科技有限公司 韩庆元、潘恩彩、刘思远
编辑:黄飞
-
工业机器人的基本结构2015-01-19 9574
-
招聘--结构设计师2015-09-25 3083
-
浅谈产品结构设计特点2016-02-25 6086
-
工业机器人的技术原理2018-11-23 5105
-
机器人群控系统应用于两种机器人队形变换2019-06-27 2808
-
四足机器人的机构设计2021-09-15 2147
-
轴系结构设计实验2009-03-13 59468
-
机器人技术基础2013-09-11 1207
-
关节型机器人的结构设计2016-05-30 1041
-
AT89C52的消防机器人结构设计2017-10-12 1396
-
基于拟人机器人结构设计2017-10-17 1031
-
光电与RFID 物流机器人总体结构设计2017-12-12 2390
-
基于一种应用于室内的移动清洁机器人设计方案2020-03-14 3910
-
四轴码垛机器人应用于纸箱木箱塑料箱包装码垛2023-08-23 1337
-
机器人末端抓手的工作原理及结构设计2023-11-04 2995
全部0条评论

快来发表一下你的评论吧 !
