

如何解决铆钉反铆的解决方法
工业控制
描述
•冷铆接方式,铆接区域不需要加热
•部件不变形
•对材料无热膨胀影响
•自动或手动工艺
•可以集成到其他制造工艺中
•没有预制孔
•部件定位容易
•冲裁出的材料留在铆钉内部
•精简经济的设备布局设计
•没有湿气,无需通风
•低噪音和节能工艺
•安装电源和空气压力(6bars)简单方便
•可多层铆接
通过液压泵站提供驱动力控制铆枪,使半筒状铆钉穿透第一层板材在第二层板材产生互锁,形成具有一定抗拉强度和抗剪强度的铆接点并通过曲线和窗口技术监测和控制铆接质量。
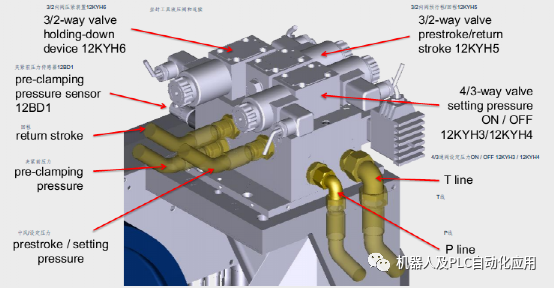
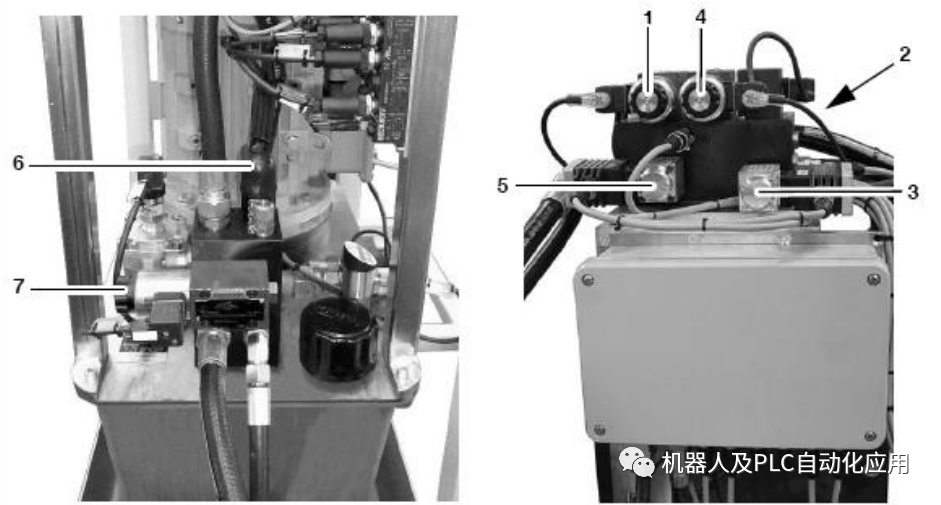
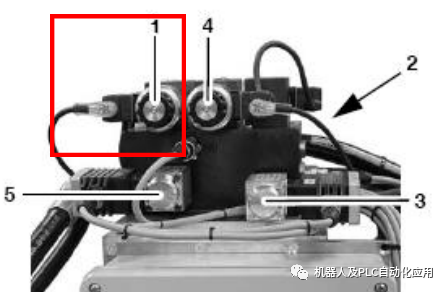
1. 4/3定向阀 2. 定向座阀 3. 抑制压力的压力比例调节阀 4. 定向座阀 5. 设置压力的压力比例调节阀 6. 泄压阀(安全阀) 7. 减压周期的4/2定向阀

1次中风/设定压力
2个进给行程/预夹紧压力
3回程

预压紧时

开始铆接时

返回时
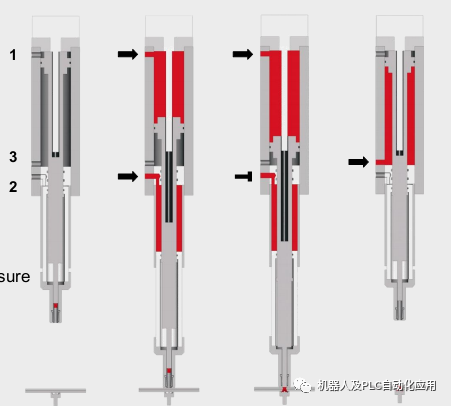
进枪与预压紧:
1号油管的进枪是通过12KYH7比例阀和12KYH3得电,P与B相通。进枪时3号油管相通,12KYH5不得电,P与A相通,再与12KYH3的A与T相通回油到液压单元。
2号油管的预压紧与进枪同时进行,12KYH8比例阀A与12KYH6换向阀不动作时(A与P相通)进油实现预压紧。
做功:
12KYH7比例阀和12KYH3换向阀得电,做功的大小有比例阀调节,做功时3号油管封死。
回油:
12KYH4得电P与A相通后,再与12KYH5(不得电)A与P相通,实现3号油管的进油,推动液压缸返回。进油的同时,1号油管通过12 KYH4的B与T相通油回到液压单元,2号管通过12KYH6的P与B相通,油进入3号管助推回油。
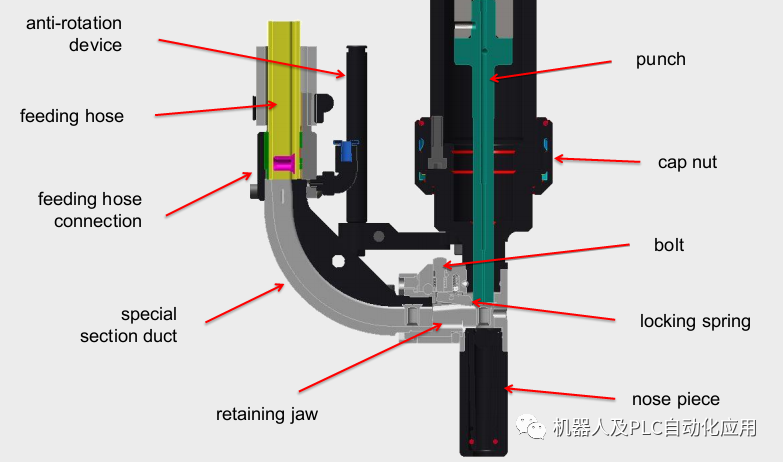
增强型的枪头:
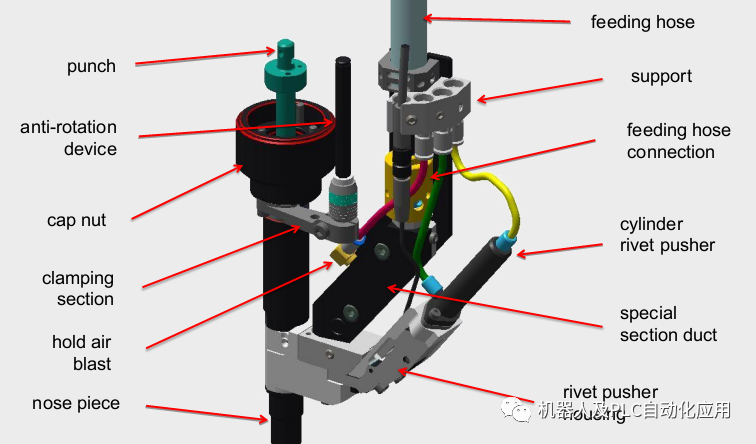
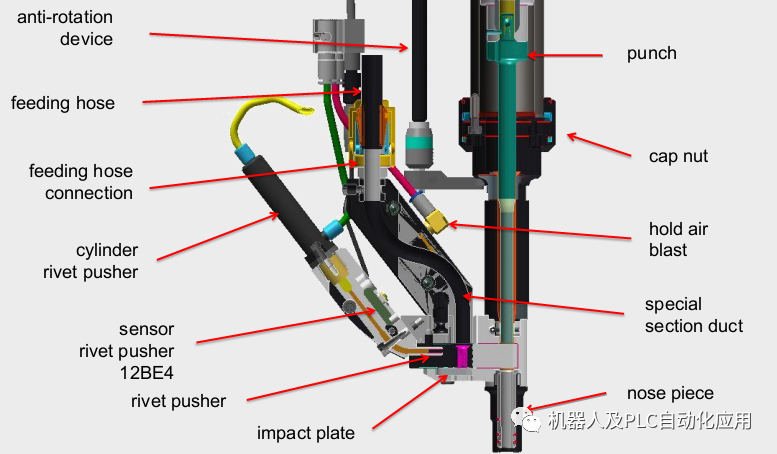
普通型枪头:

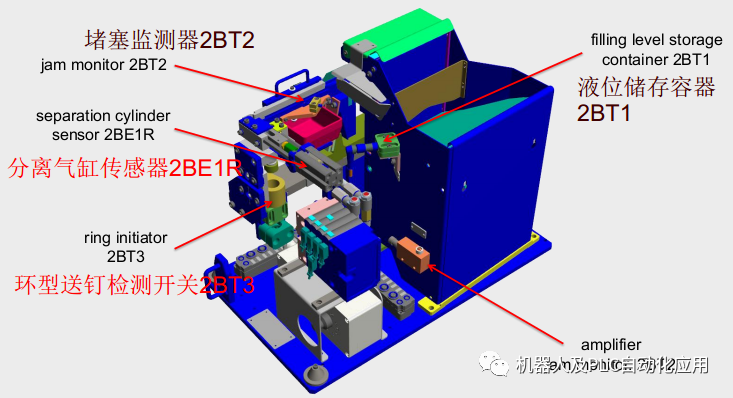
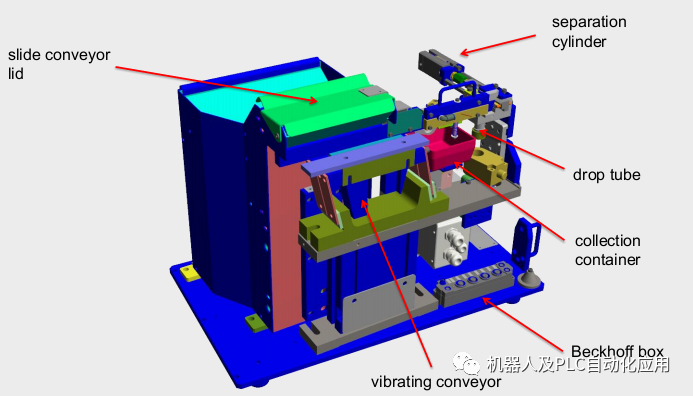
送钉单元HDX线性给料机
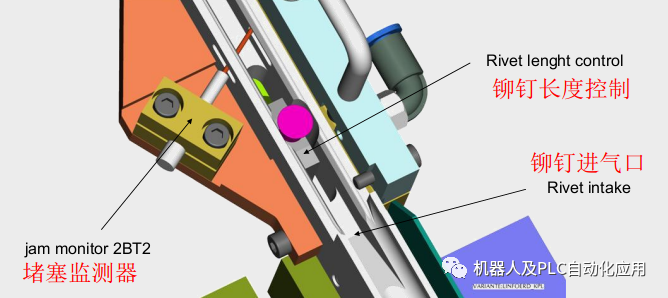
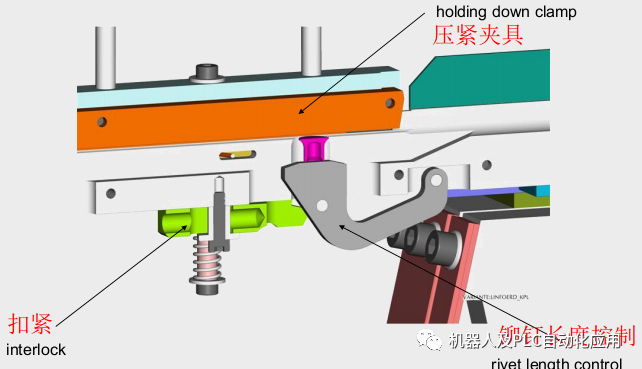
铆钉长度控制
带Festo阀组的进料装置HDX
阀门布置:
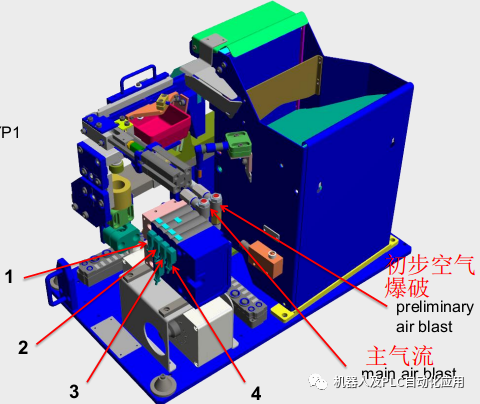
1.抗干扰气流2YP1
2.预鼓风2YP5和主鼓风2YP4
3.分离装置2YP3
4.滑动输送机2YP2
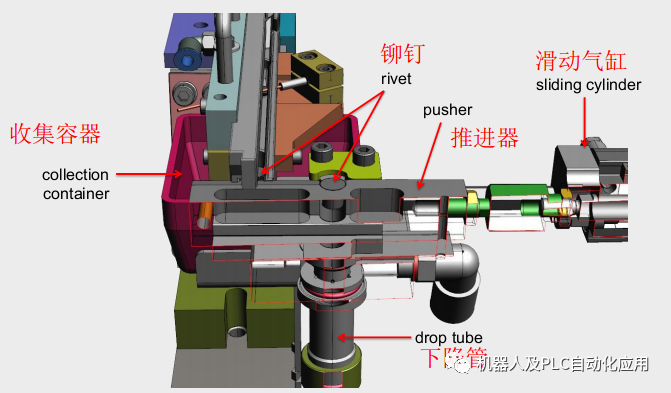
分离装置HDX铆钉
手动送钉控制
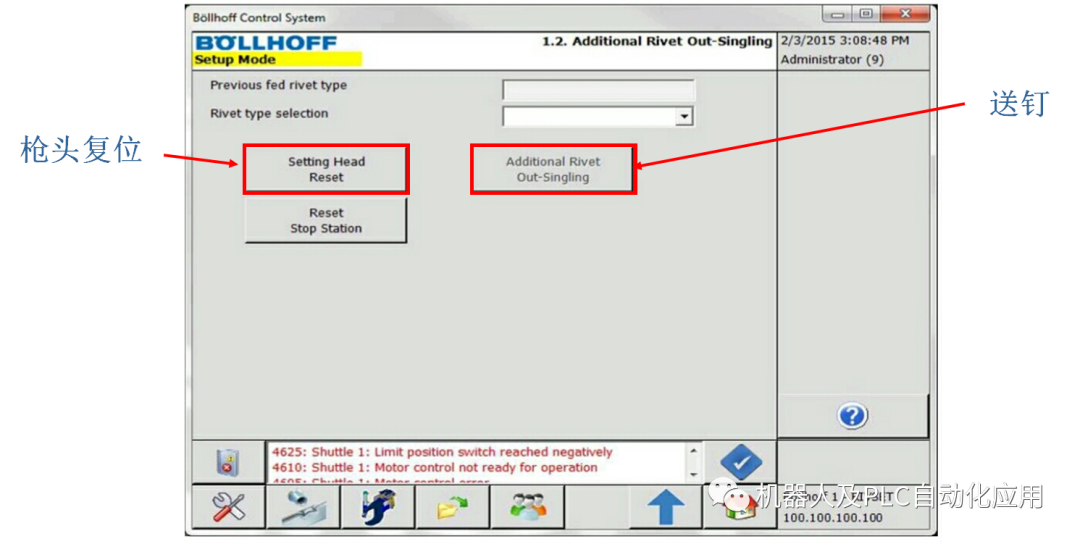
复位前确认管和枪头内没有钉,复位时点“V”保持2S段时间

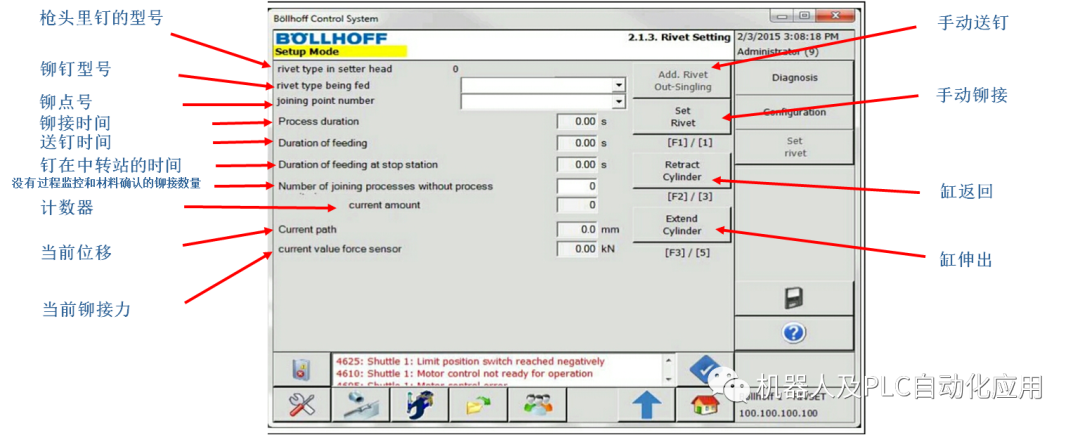
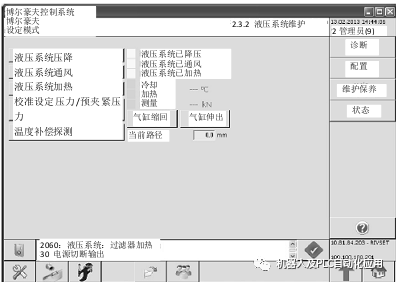
设定操作模式下的铆接
1. 对自冲铆接系统进行调试
2. 将“自动/设定”键调至设定。
3. 将“桥接保护电路”键调至“E2”。自冲铆接系统的高级保护电路连接。
4. 连接博尔豪夫移动面板。
5. 按下主屏幕中的 按钮以打开“配置诊断”屏幕。
按钮以打开“配置诊断”屏幕。
6. 按下设定按钮。
8. 上述情况下,按下OK按钮并根据下述步骤进行材料检查。
9. 确保每个工件以安全的方式进行处理。
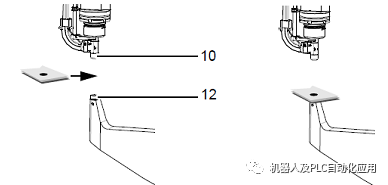
10. 按一定方式定位自冲铆接系统和/或待铆接的工件使其处于安装头(10)
和模具(12)。
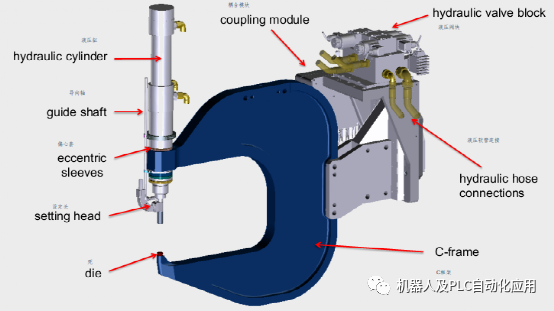
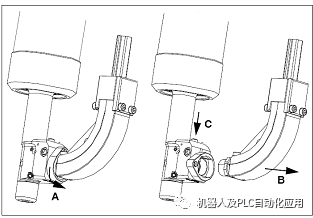
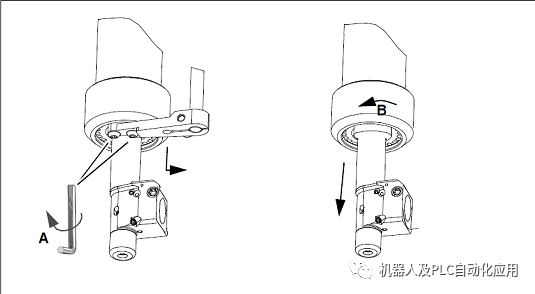
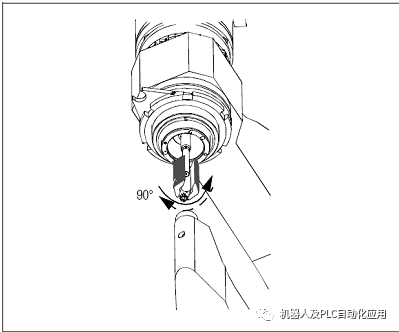
故障:铆接堵塞在自冲铆接工具的弓形部件中 :
移除弓形部件中的铆接
1. 将旋扣旋转90°(A)。
2. 移除弓形部件(B)。
3. 铆接掉出弓形部件。否则,小心地移除铆接。可按下销子(C),将闩锁拉回至安装头。之后,将铆接推进弓形部件的孔中。
4. 安装弓形部件时,滑进壳体。
5. 回旋旋扣直至其锁定。
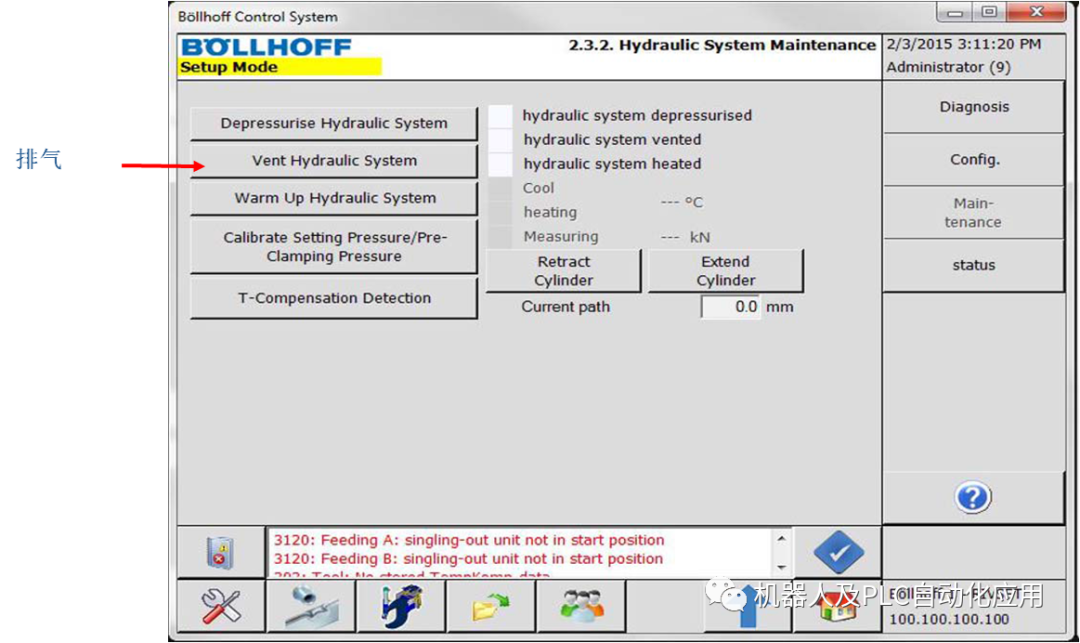
液压软管的手动降压 :
需对液压系统降压,以作维护与维修(更换液压缸,液压软管等)。
步骤如下:
1. 将塑料软管接到液压缸上的通风螺纹上

2. 配置合适的容器,直接收集喷射出的油。
3. 连接博尔豪夫移动面板。
4. 在“安装”控制箱上设置“铆接/安装”按键开关。
5. 可按下控制箱上的“桥接保护电路”按键开关连接保护电路。
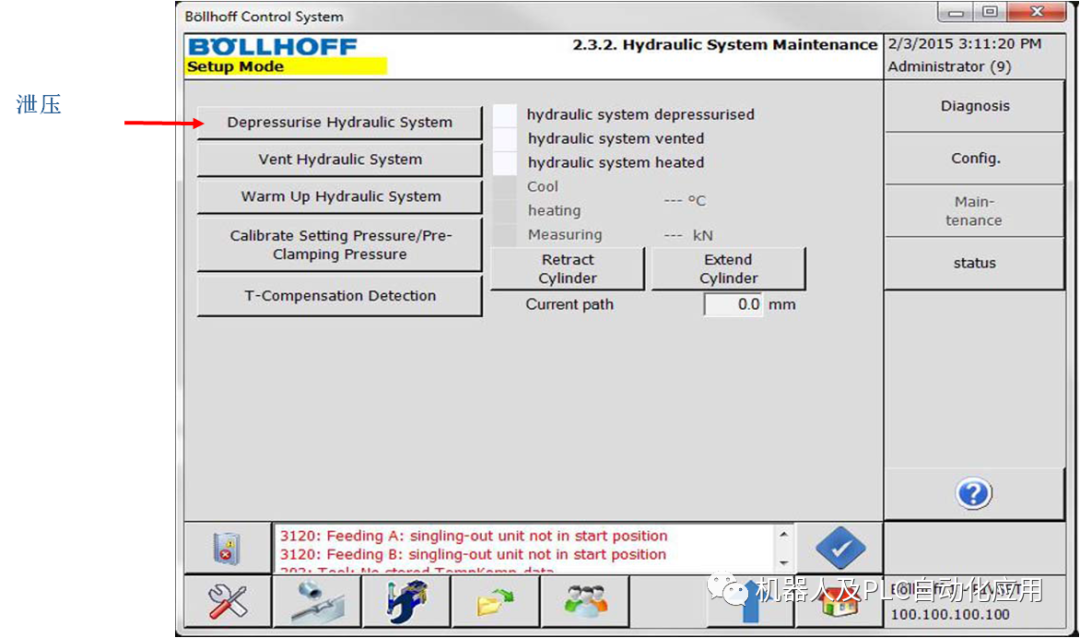
6. 按下触摸屏“液压系统维护”屏幕上的液压系统降压按钮。
7. 触发预行程,如,按博尔豪夫移动面板上的F3。
=> 激活阀门的延长功能。
8. 将通风螺纹1和3旋转1/4至1/2的角度以便开启。
=> 液压缸漏油。
9. 再次触发预行程,按下F3并保持。
10. 仅可在不受压却漏油时方可关闭通风螺纹。
11. 触发回行行程,如,按下博尔豪夫移动面板上的F2。
=> 激活阀门的收缩功能。
12. 将通风螺纹连接2旋转1/4至1/2的角度。
=> 液压缸漏油。
13. 再次触发回行行程,按下F2并保持。
14. 仅可在不受压却漏油时方可关闭通风螺纹。
=> 液压系统降压。
更换液压缸 :
拆卸液压缸:
1. 关闭自冲铆接系统。
2. 为总电源挂锁,并在控制箱上贴维护警示标。
=> 此时,该系统已被锁定,无法意外重启。液压动力装置无电流。
3. 拆卸安装头。
4. 拆卸冲头。

5. 为液压系统降压。
否则,可能导致液压油喷出,造成危险!
6. 手边要有塑料盖或螺纹类型盖帽(M18×1螺纹)。
7. 断开液压缸螺纹连接处的液压系统软管。
8. 立即连接塑料盖或螺纹类型盖帽(M18×1螺纹),如此,液压缸就不会有漏油。
9. 收集液压软管中的剩油并置于容器中。
10. 断开行程传感器插头。
11. 注意挡套及防旋转装置的位置和数量。
12. 利用钩形扳手旋下凹槽螺母(1)。
13. 将液压缸向上拉出C形框架。
安装液压缸
1. 从顶部将液压缸引导进入C形框架。
确保挡套位置正确。这些规定了安装头与模具之间的距离。
2. 遵循反旋转装置的位置。
3. 将凹槽螺母朝C形框架,置于斜切边上,并用钩形扳手紧固。
4. 安装冲头(详见第8.6.8章,第8-34页)。
5. 安装安装头(详见第8.6.3章,第8-23页)。
6. 移除塑料盖或螺纹盖帽。
7. 连接液压系统软管与铆接压力设置(1),预夹压力(2)与回行冲程压力连接处。

8. 置入形成传感器和启动器的插头。
9. 将总电源旋转至“I”。
10. 为液压缸通风。
如何解决铆钉反铆的解决方法
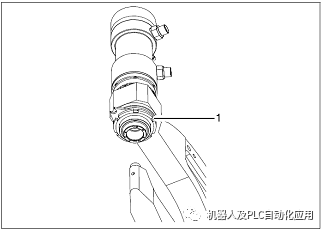
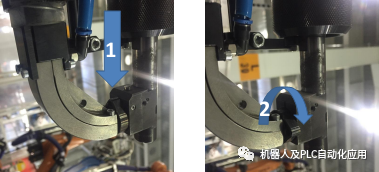
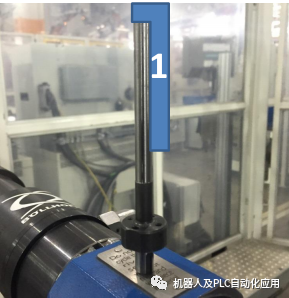
拆除铆接头
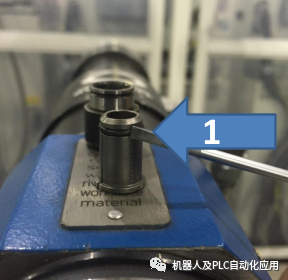
转动环形锁扣 (1)至解锁位置(2)。
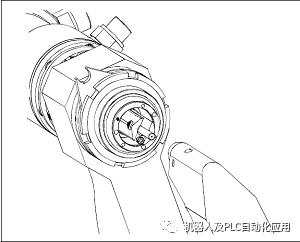
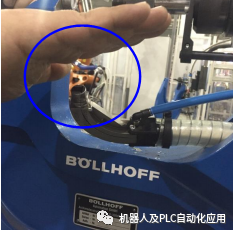
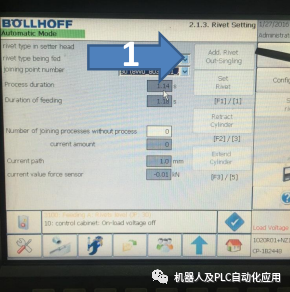
查看圆弧形送料器类型(1),如有L型气管连接件(2),查看设置界面是否选择铆接头类型为—SK02/2(3)。


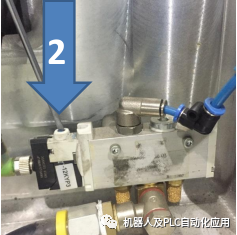
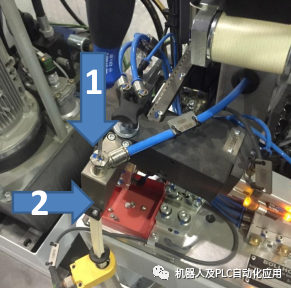
找到辅助气源部件(1),按动开关(2)检查是否有气流送环形送料器吹出,如果没有,检查主气源阀(送料单元上一级)
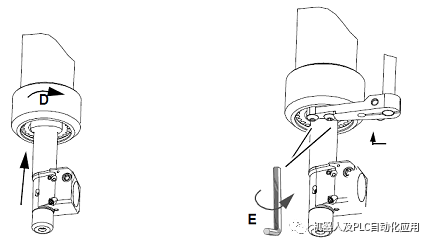
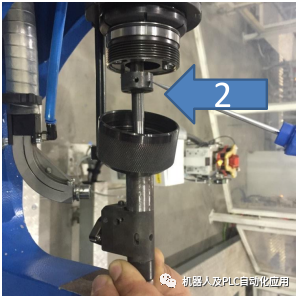
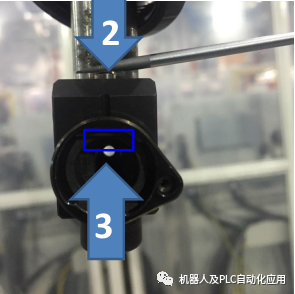
拆除铆接头
松环形紧固螺母(1),拔下铆接冲棒(2)

检查冲棒表面(1),如有损伤需跟换新冲棒。
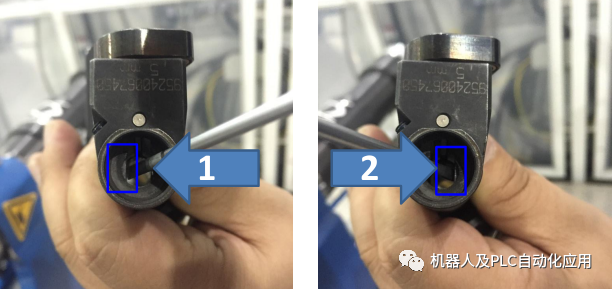
按动圆点(2)检查锁扣弹簧(3)功能,如不能弹回原位,需更换新的铆接头。
按动内部铆钉夹紧片(1,2),如夹紧片无法回到原位,需更换新的铆接头。
拆下(1)铆接鼻(2)并将内两片夹紧片(3)拔出。
检查铆接鼻表面和2片夹紧片,如有损坏,则更换
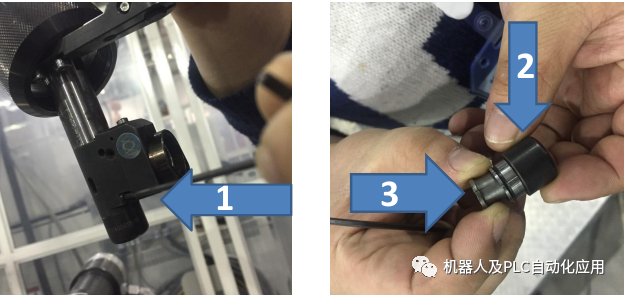
检查O型圈(1)的状态和功能,如有损坏,则更换
拆下环形送料器并通过控制面板(1)吹送一颗铆钉, 铆钉吹出的速度应该是平滑和柔和的(2)。

如铆钉吹出速度太快,调节送料管附件(2)上端的节流阀(1)。
重复送钉测试并调节节流阀直至找到合适的吹钉速度。

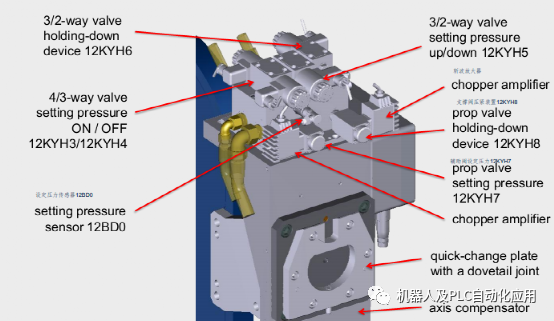
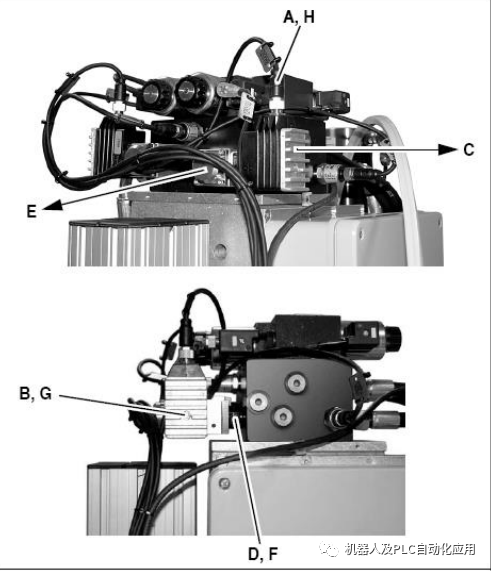
更换定量阀与放大器
更换定量阀时,放大器也必须更换。
步骤如下: 1. 移除放大器上的连接电缆(A)。 2. 移除螺钉(B)。 3. 拉出放大器(C)。 4. 利用SW 22扳手松开螺母(D)。 5. 移除定量阀(E)。 6. 将新的定量阀置于适当的位置。 7. 利用SW 22扳手紧固螺母(F)。 8. 置入新的放大器,并紧固螺钉(G)。 9. 将连接电缆紧固至放大器上(H)。
定量阀:
1. 4/3定向阀
液压系统:滤清器警告(液压动力组已自行关闭。)
液压系统:无设定压力错误
压力传感器设置故障(压力传感器不向控制器发送信号。)
机器人控制:
TECH2_ NZ Typ = Hydr Zange =Nr1 ProgNr = 99 Offset = 0 [1/10 mm] Weg = 60 [1/10 mm] PktNr_SPS =99 EIN
P1 : 1伺服 2液压
P2 : 几号铆钳
P3 : 铆钳的程序号SNZ1_P_Nr $OUT[1201] TO $OUT[1216]
P4 : OFFSET 铆接补偿值(贴近工件)
P5 :远离工件行程
P6 : PLC进程号
P7 :激活USER
F535 在技术包中激活NZ1液压
Makro230 回原位
Makro231 开始铆接
模具必须在连接点处垂直于部件对齐,并且与金属板相距3mm。然后必须输入用户调用中3mm(30x01)的偏移值。3毫米是默认值。优点:可能返回值。
模具必须在垂直于部件的连接点处对齐,并且必须在没有力的情况下靠在部件上。在此变型中,必须输入用户调用“0 mm”的偏移量。
编辑:黄飞
-
如何解决电源正负极接反的现象?2021-03-17 6798
-
唤醒定时器硬件反跳问题的软件解决方法2021-12-01 1189
-
笔记本宽屏失真有何解决方法?2010-01-23 912
-
全自动铆钉机整体操作流程和注意事项2018-06-25 7491
-
电动自动化铆钉机2018-09-13 640
-
用空心铜铆钉制作双面印刷线路板的方法,PCB2018-09-20 3065
-
PCB铆钉技术简介2019-08-03 8739
-
为何电机起动时闸刀开关的熔体会熔断?如何解决?2020-12-14 1692
-
为何电机起动时闸刀开关的熔体熔断?如何解决?2021-02-05 1216
-
电源正负极接反烧板的常用解决方法资料下载2021-04-01 1619
-
基于机器视觉的铆钉自动铆合方案2022-06-20 3878
-
如何解决Python爬虫中文乱码问题?Python爬虫中文乱码的解决方法2024-01-12 3899
全部0条评论

快来发表一下你的评论吧 !
