

西门子1200PLC 传送带控制程序编写及思路
工业控制
描述
动作描述 动作描述:
此案例基于《传送带控制简单案例》,并做了控制流程的强化,要求如下:
1.我们在模拟软件上搭建了一个多段带移栽机的传送带,并配置了控制面板;
2.通过模式选择开关,可以选择自动/手动模式;
3.自动模式下按自动启动按钮,引入传送带自动运行,当货物触碰A传感器时,长传送带正方向运转;如果A传感器和B传感器20秒内没有货物经过,则停止此传送带;
4.物品触碰B传感器,移栽机正方向运转,直到货物触碰C传感器停止;
5.货物触碰C传感器,移栽机延时启动移栽;货物离开D传感器,移栽停止;
6.货物触碰D传感器,短传送带正方形运转;直到货物离开E传感器,运转停止。
7.按停止按钮,整条线停止;
8.手动模式可以控制传送带手动运行。
硬件设备 硬件设备
1.一台装有博途及其仿真软件、FACTORY IO软件的PC。
软件 软件
1.西门子PLC编程软件:TIA 博途V16
2.博途仿真软件:PLCSIM V16
3.FACTORY IO软件
I/O分配 I/O分配
| 输入点 | 注释 | 输出点 | 注释 |
| I0.0 | 开始按钮 | Q0.0 | 开始指示灯 |
| I0.1 | 停止按钮 | Q0.1 | 停止指示灯 |
| I0.2 | 传感器A | Q0.2 | 长传送带正方向 |
| I0.3 | 传感器B | Q0.3 | 短传送带正方向 |
| I0.4 | 手动前进 | Q0.4 | 引入传送带运行 |
| I0.5 | 手动后退 | Q0.5 | 塔灯绿 |
| I0.6 | 自动模式 | Q0.6 | 塔灯黄 |
| I0.7 | 手动模式 | Q0.7 | 移栽机正方向 |
| I1.0 | 传感器C | Q1.0 | 移栽机移栽运行 |
| I1.1 | 传感器D | ||
| I1.2 | 传感器E |
程序编写及思路 程序编写及思路
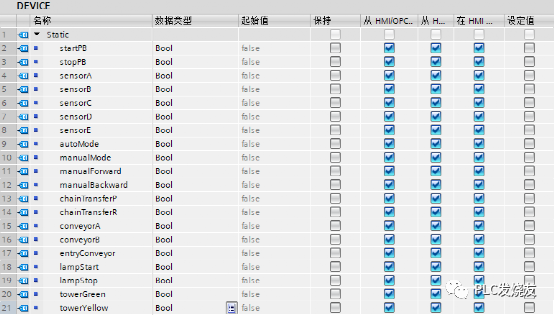
同样,为便于后期修改,我们把外围设备统一做成DB块,如图:
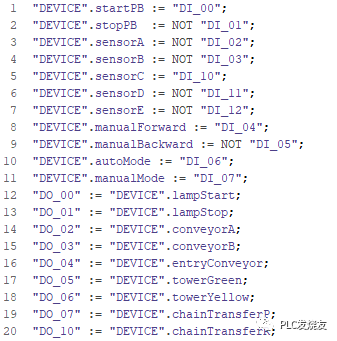
并通过一个FC块,来完成DB块和实际IO变量表的映射:
接下来我们开始写程序:
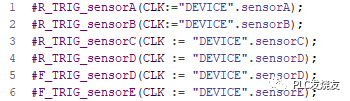
首先我们定义传感器的沿信号:
同样的再定义延时定时器,一个用来计时长传送带空闲时间,一个用来做移栽延时:

然后通过旋钮选择运行模式:

分自动模式和手动模式分别编写程序,首先编写自动程序:
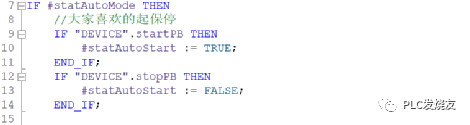
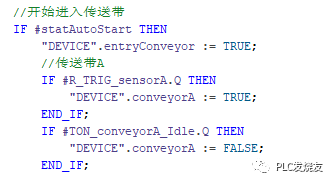
在自动模式下按下启动按钮,则启动自动运行;按下停止按钮则停止自动运行。
在自动运行模式下,引入传送带直接运行,然后判断货物是否触碰传感器。触碰传感器A,则传送带正方向运行;如果A传感器和B传感器空闲20秒,停止传送带:
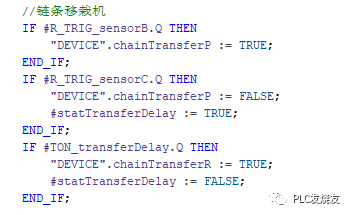
B传感器和C传感器控制移栽机的正方向运行和移栽动作,其中延时定时器在程序开头已经定义:
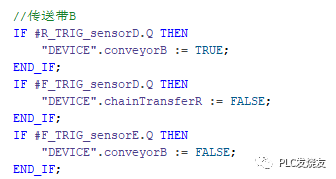
D传感器和E传感器控制短传送带运行,其中D传感器的下降沿触发移栽的停止运行:
接着写手动模式,手动模式简单用按钮控制:

最后相应信号输出指示灯:

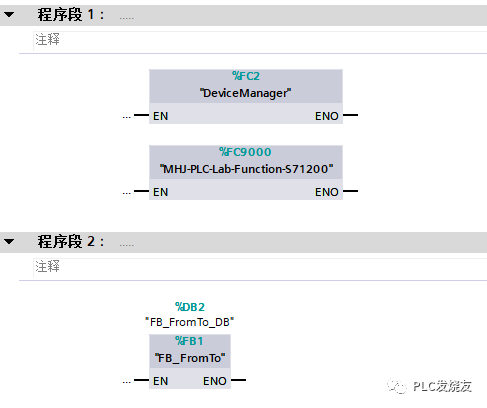
程序完成,在主程序里进行调用即可。
总结:此程序在逻辑控制上相对简单,主要介绍沿指令和定时器的用法,在SCL程序中,沿指令和定时器通常写在程序开头,直接调用,而通过输入管脚来控制定时器,与LAD调用逻辑有所区别,大家可以结合之前《传送带简单控制案例》来理解,达到事半功倍。
编辑:黄飞
- 相关推荐
- 热点推荐
- 西门子
- 逻辑控制
- 传送带
- S7-1200PLC
-
Modbus转Profinet网关将丹佛斯变频器接入西门子1200PLC配置2022-08-17 1390
-
西门子S7-200SMART系列PLC的比较和传送、置位、复位等指令的使用2022-10-19 12034
-
Modbus TCP转Profinet网关集中采集电源能耗数据到中控西门子1200plc2022-11-01 2583
-
基于西门子1200PLC的PLC控制程序编写2022-11-08 8051
-
西门子1200PLC工程创建及程序下载读取2023-02-09 21561
-
Modbus转Profinet网关将丹佛斯变频器接入西门子 1200PLC 配置案例2023-11-30 2069
-
兴达易控Modbus转Profinet网关将丹佛斯变频器接入西门子 1200PLC 配置案例2023-03-07 1956
-
Profinet转Modbus485网关将探测器接入到西门子1200PLC2023-04-04 788
-
西门子1200PLC入门2023-04-18 1011
-
西门子1200PLC连接科尔摩根伺服驱动器通讯案例2023-05-23 1553
-
西门子1200PLC之间的ModbusTCP通讯如何实现?2023-07-30 14531
-
没有威纶通触摸屏和西门子1200PLC硬件的仿真方法2023-08-09 4115
-
EtherCAT转profinet网关连接kollmorgen驱动器将其接入西门子1200PLC2023-08-10 687
-
昆仑通泰触摸屏和西门子1200PLC的通讯设置2023-08-21 16993
-
西门子1200PLC与台达VFD变频器的Modbus通讯2023-11-09 2165
全部0条评论

快来发表一下你的评论吧 !
