

图文解析激光焊缝打磨原理V2023
工业控制
描述
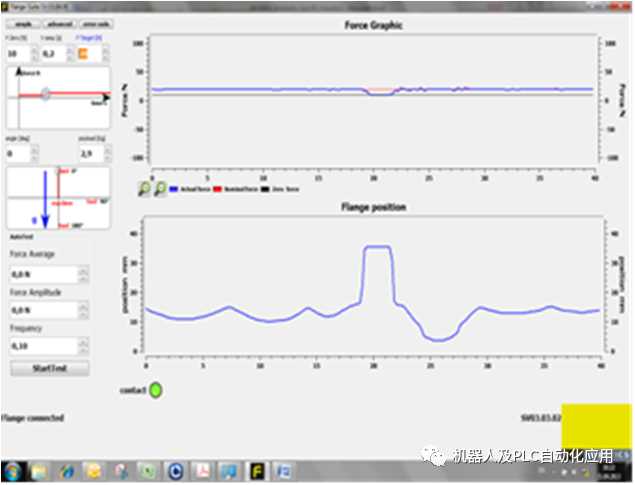
ACF自带的软件能够通过电气中转箱控制活性法兰。在这类应用中相应的工艺参数可以在软件中设定并实时的监控。左图为软件监控界面,图中上方的曲线显示的是打磨过程中实际接触力的变化,下方显示的是活性法兰实时的伸缩位移曲线。从图中可以直观的观察力和位移的变化过程。
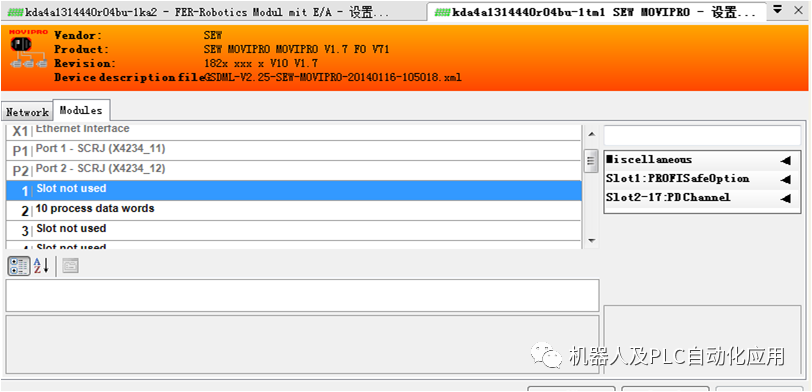
组态电机并分配IO
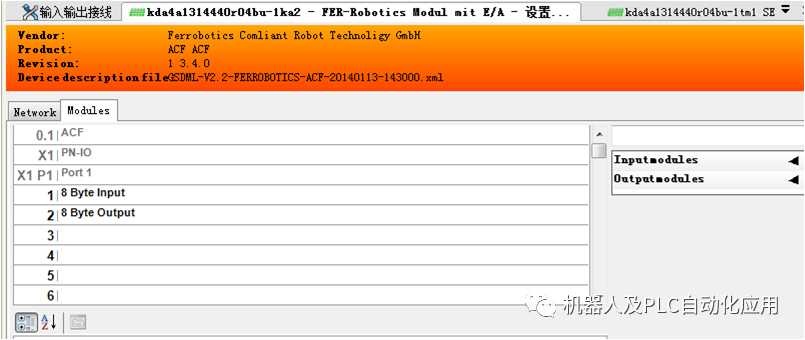
组态ACF伸缩头并分配IO


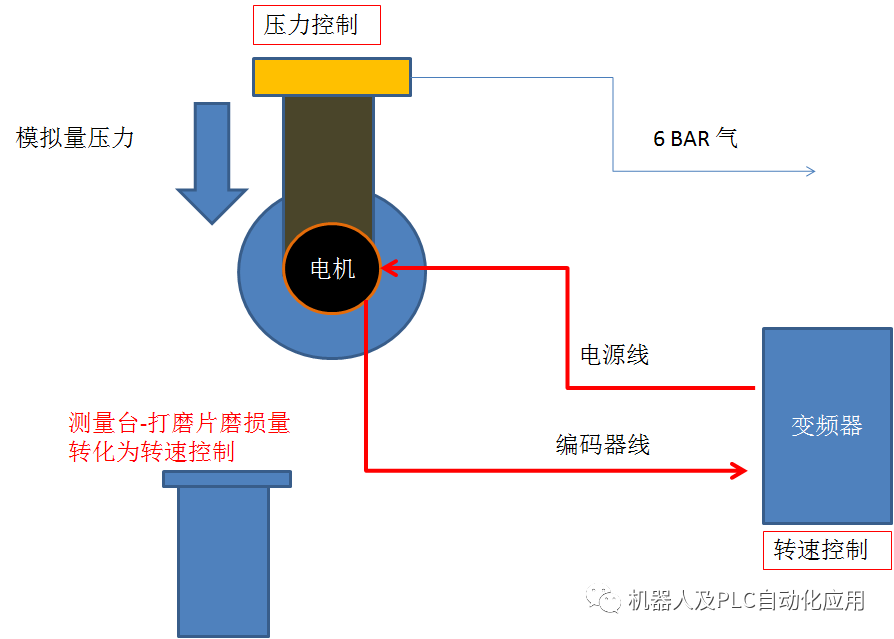
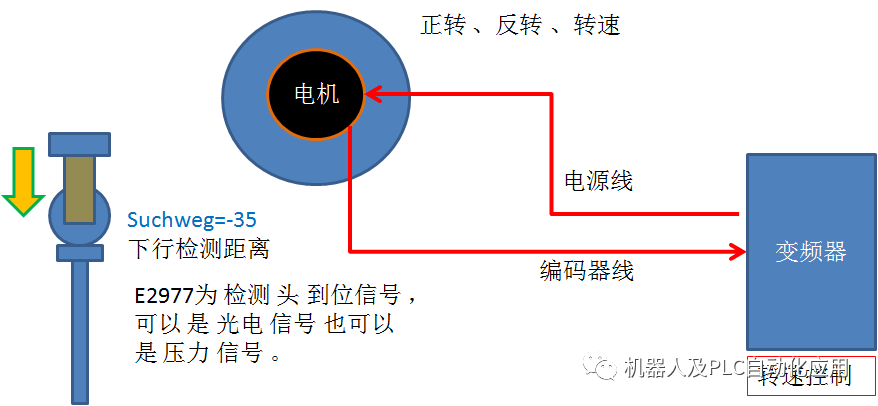
电机打磨 的 转速 控制的USER程序:
Tech_ Buersten M1 RechtslaufDrehzahl M1 =85 [%] M2Rechtslauf - [%] Suchweg=-35 Buersten-Nr=1 EIN
Buersten
P1电机桩动方向
P2电机转速
P3电机转方向
P4电机转速
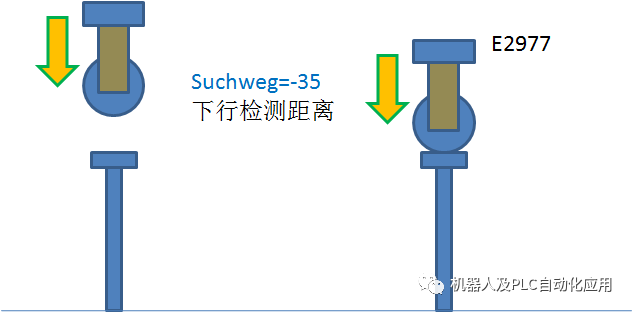
P5机器人探测距离
P6:1号打磨头
P7:激活USER
Buersten UP97中使用
P1 =
10=TCP 初始化
11= TCP 寻找参考点
12= TCP 测量
13= TCP 完成
P2 = ~ P3 = ~ P4 = ~ P5 = ~ Suchweg in mm P6 = ~ Buersten- Nr P7 = EIN
F528 :激活技术包中的BU刷头
测出 打磨片的磨损情况 。
Tech_ Buersten Messen - [%] M2 Rechtslauf - [%] Suchweg=-45Buersten-Nr=1 P7=F830 ----测量
Tech_ Buersten Referenzfahrt - [%] M2 Rechtslauf - [%]Suchweg=-45 Buersten-Nr=1 P7=!F830 ----寻找参考点 用于 换完打磨片的首次测量
Tech_ Buersten Verrechnen Drehzahl M1 =1 [%] M2 RechtslaufDrehzahl M2 =1 [%] Suchweg=-45 Buersten-Nr=1 EIN ---计算速度
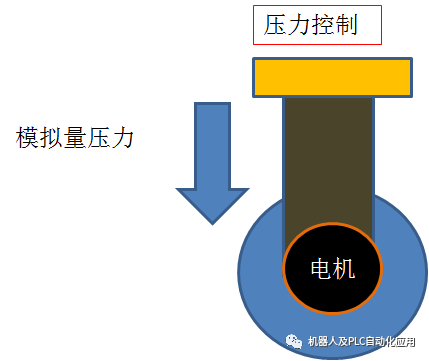
ACF 压力控制 Tech_ BU ACFTyp-110 Eigengewicht=94 0.1kg Startkraft=10 N Endkraft=1 N Rampe=20 1/10 sekBU-1 P7=!E13 P1 重量的范围,=1-10KG =2-20KG =3-50KG =4-50kg =6-80kg P2 所带物体的重量 P3 起始压力 P4 维持力 P5 力的斜坡 P6 =1:1号打磨头 =2:2号打磨头 P7 激活用户功能
Config.mon窗口中的配置:
BU_M1_Schw_1阈值1(5毫米)BU_M1_Schw_2阈值2(10毫米)BU_M1_Schw_3阈值3(15毫米)BU_M1_Schw_4阈值4( 20毫米)BU_M1_Schw_5阈值5(25毫米)
BU_M1_Erh_1在3000U/min时,阈值1时速度增加%,增加1.7%
BU_M1_Erh2在阈值2时速度增加%在3000U/min时速度增加3.4%
BU_M1_Erh_3在阈值3时速度增加%在3000U/min时速度增加5.1%
BU_M1_Erh_4在3000U/min时,阈值4速度增加4.8%,单位为%
BU_M1_Erh_5阈值5 8时速度增加%,3000U/min时速度增加5%
SEARCH_WAY以毫米40毫米为单位搜索路径
AREA_W_1预警磨损单位:mm BU1 15 mm AREA_M_1最大磨损(mm)BU1 20 mm AREA_W_2警告磨损,单位mm BU2 15 mm AREA_M_2最大磨损(单位:mm)BU2 20 mm
编辑:黄飞
-
HD6系列激光焊缝跟踪器,焊缝跟踪系统2018-11-22 1821
-
博智慧达激光焊缝跟踪器成功与金红鹰机器人完成通讯2019-04-13 1283
-
激光焊缝跟踪传感器可以对不锈钢制管机进行焊接引导2019-12-06 2658
-
焊缝跟踪:激光焊缝跟踪传感器适配焊接机器人在多层多道焊接行业的应用2020-03-06 1884
-
激光焊缝跟踪传感器协助川崎机器人对汽车车架焊接寻位引导纠偏2020-12-02 1351
-
激光焊缝打磨原理2.0版本2020-08-07 3297
-
激光焊缝跟踪系统你了解多少?2022-08-30 2250
-
创想智控激光焊缝跟踪系统怎么样2023-03-03 1366
-
激光焊缝跟踪系统的作用和应用领域2023-03-07 1537
-
激光焊缝跟踪传感器是怎么跟踪焊缝的2023-03-28 2315
-
激光焊缝跟踪传感器原理是什么2023-12-21 1528
-
激光焊锡时如何控制焊缝精度2024-11-11 1296
-
深入解析激光焊缝跟踪器的工作原理与应用优势2024-11-26 1536
-
激光焊缝跟踪器与传统焊缝检测方法的对比2024-11-28 1360
-
航空复杂曲面工件泓川科技激光位移测量机器人自动定位打磨系统实施过程解析2025-05-04 1347
全部0条评论

快来发表一下你的评论吧 !
