

KUKA机器人大众PFO激光飞行焊头控制方法介绍
描述
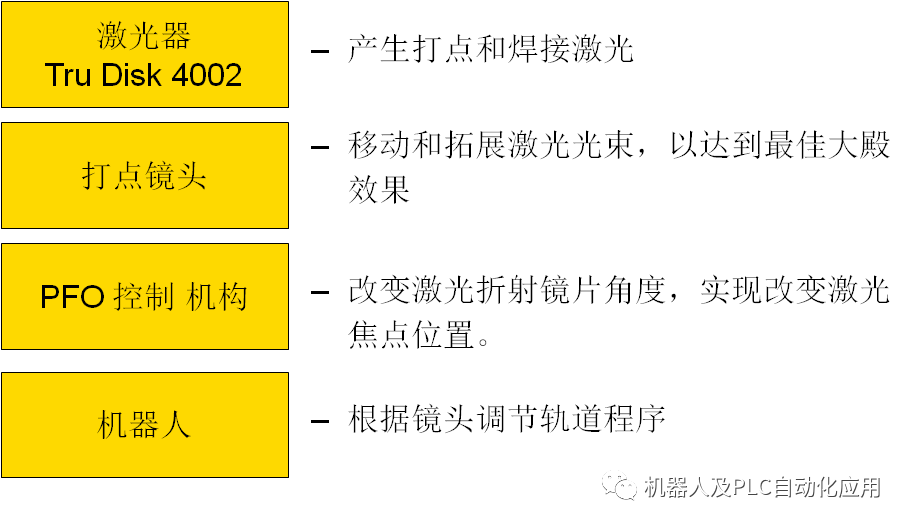
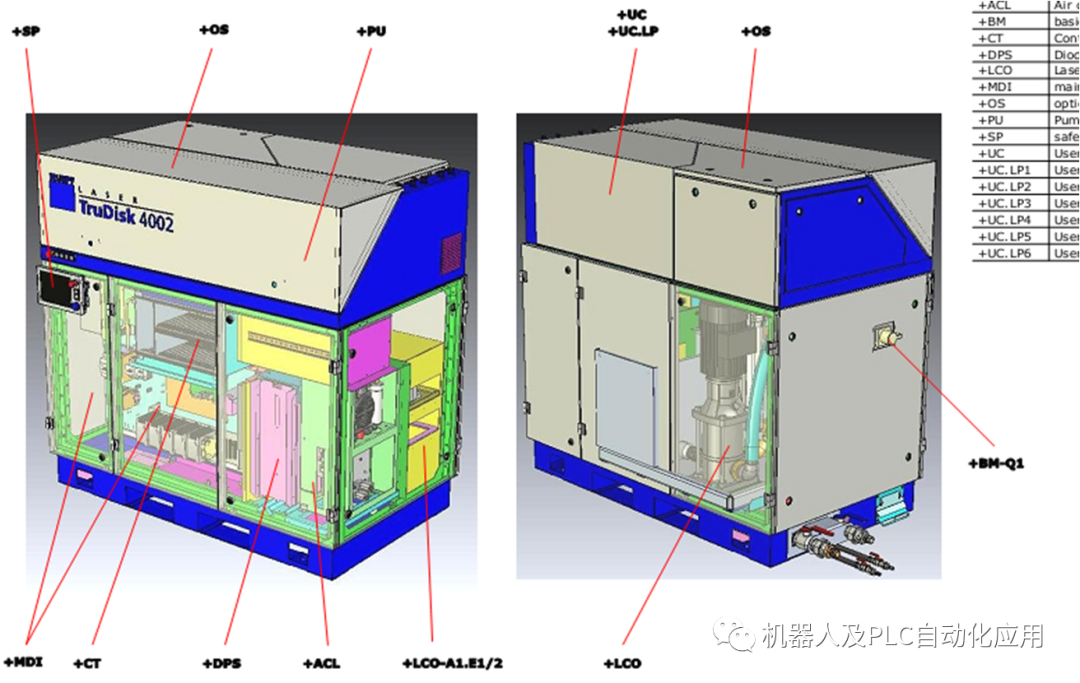
PFO飞行热熔激光焊接
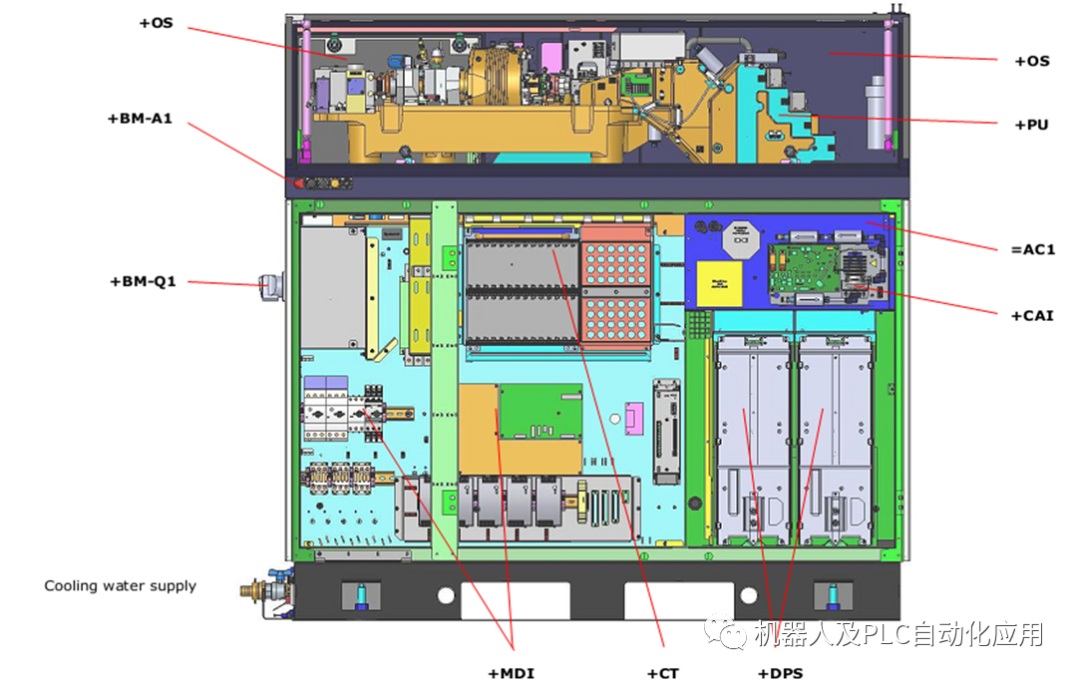
+ BM基本机器(机身)
+ CAI清洁空气充气机
+ CT控制单元
+ DPS二极管电源
+ LCO激光冷却
+ MDI主要分销
+ OS 光学部分
+ PU泵普模块装置
+ RDS再循环干燥系统
+ UC用户房间
+ UC.LP1用户房间LP1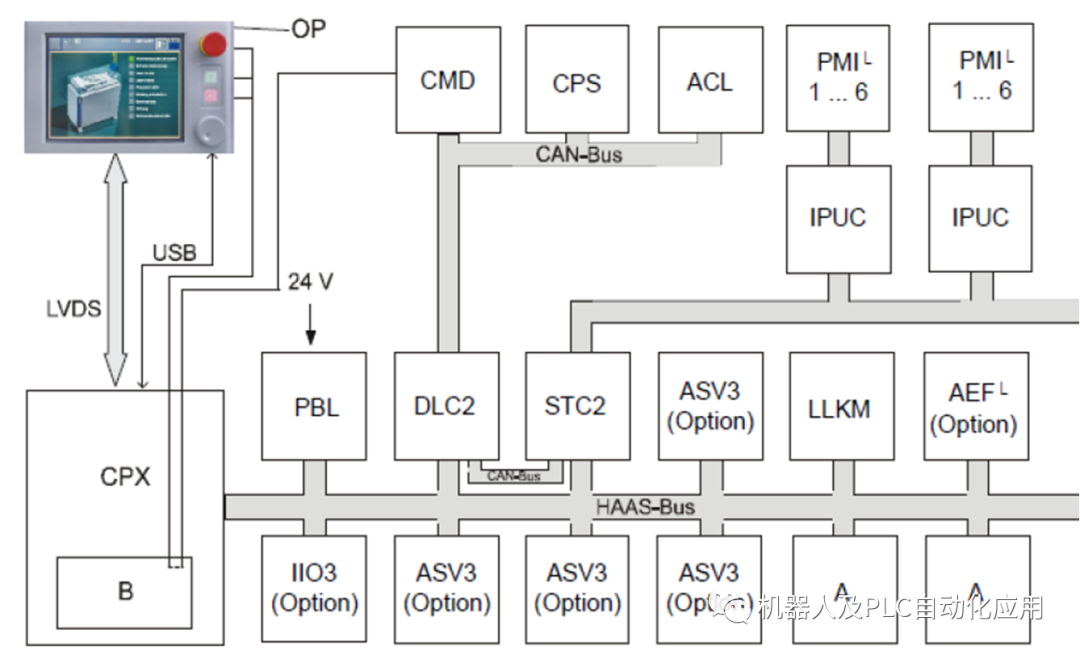
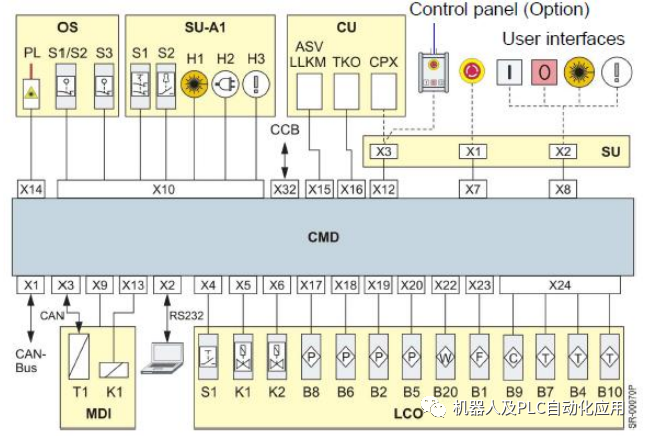
控制单元各板卡通过HAAS-Bus总线与CPX通讯,CPX与外部进行交互。子系统DPS, ACL, CMD控制板卡通过CAN-Bus与DLC2连接,同时IPUC接入STC后也通过内部CAN-Bus总线与DLC2连接. 开关机及急停交互界面
这三个界面在之前的介绍中已经提到,位于供电单元,连接到CMD控制板卡。
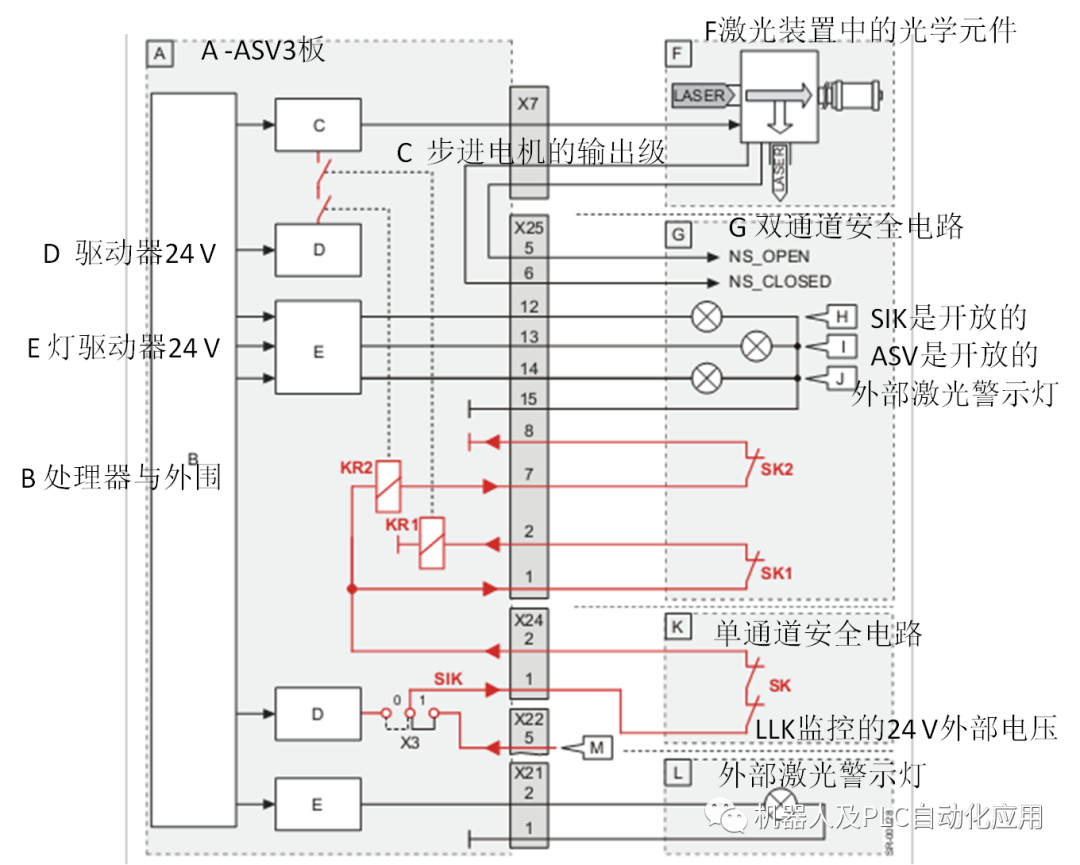
双通道急停回路,外部急停按钮在激光器急停回路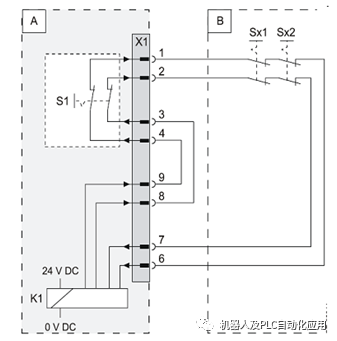
图中S1为激光器内部急停按钮(控制面板上)外部急停按钮串联在激光器急停回路上,按下以后激光器光源及水循环停止工作,但控制系统仍然运行。
此种接线方式不影响外部设备,按下急停后尽激光器停止。
双通道急停回路,激光器急停按钮在外部急停回路上: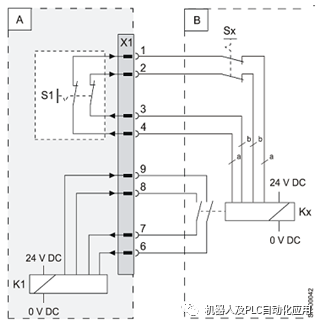
外部需要安装急停继电器,激光器上的急停按钮急外部急停按钮串联在一起,按下后外部急停继电器Kx断开。
急停通道连接到Kx上,外部设备也可以连接到Kx上,这样无论按哪个急停,激光器及外部设备都进入急停状态。
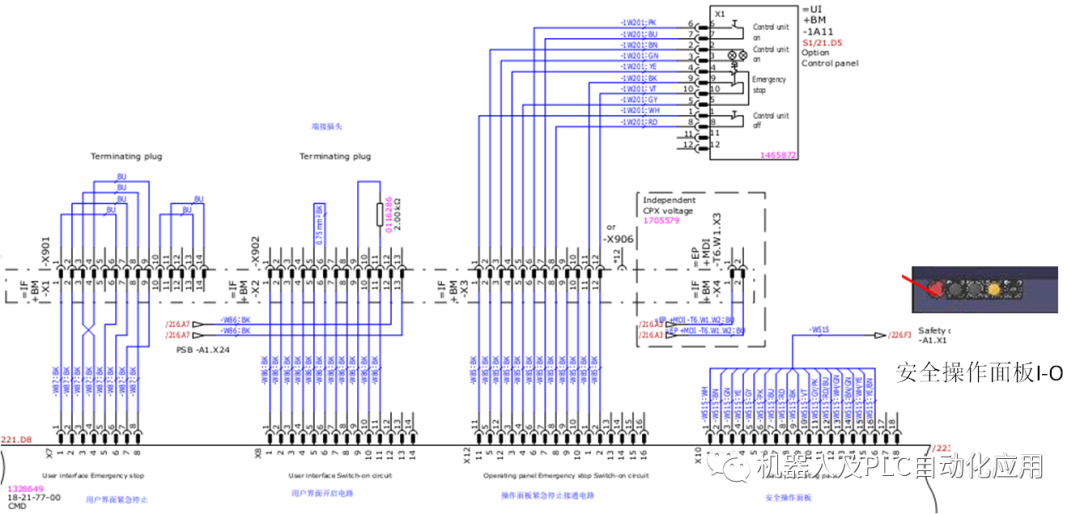
控制示意图: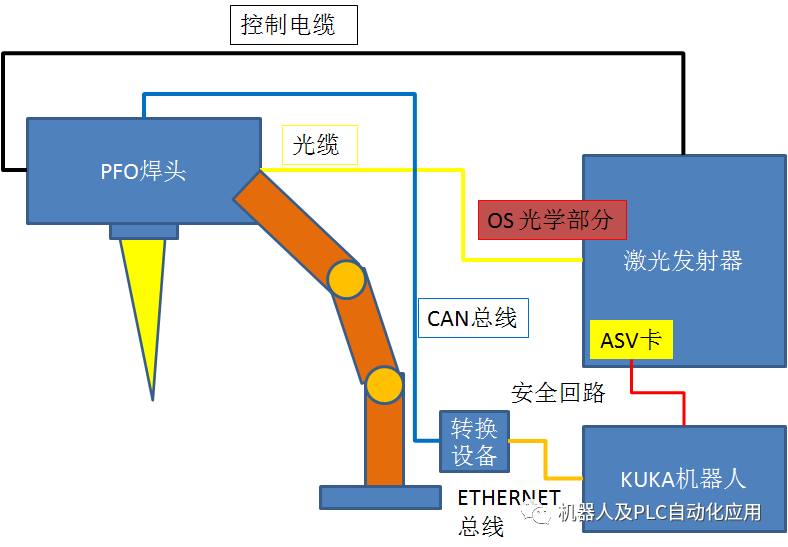
机器人使用插件: PFODRIVER 插件 ECAT_SYS_X44插件
机器人CCU版接口X44:Ethernet总线地址:172.20.3.3 转换器设备的设备EtherNET总线地址:172.20.3.99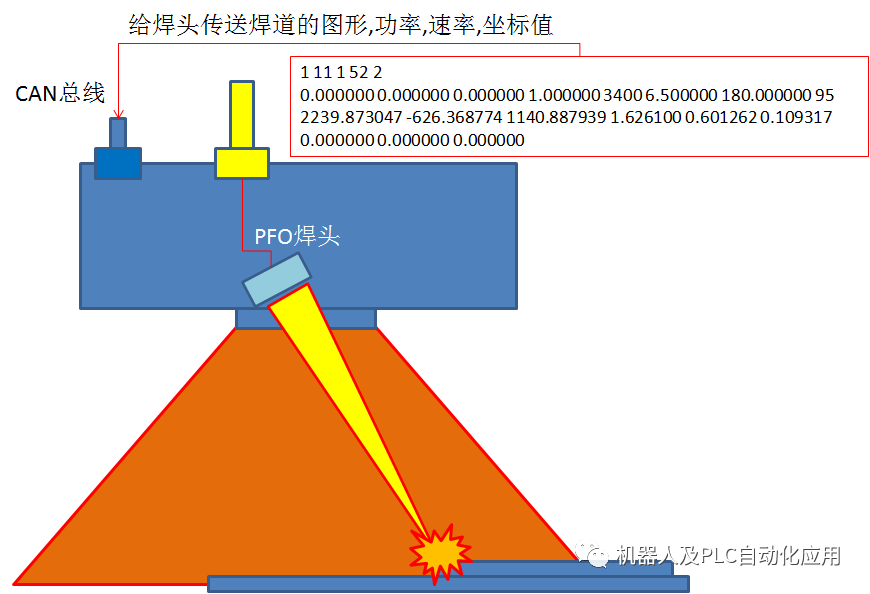
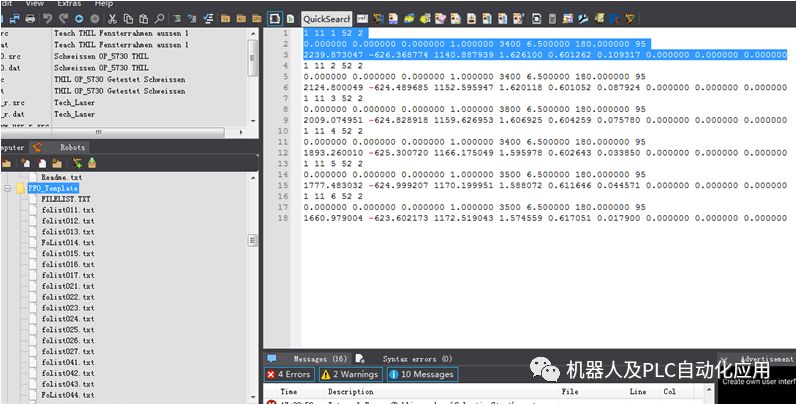
1 11 1 54 0 11号程序
1 点号
54 图像号
0.00 0.00 0.00 1.00 3700 6.50180.00 95
1659.512939 -624.7567141170.155029 1.574618 0.620315 0.006379 0.00 0.00 0.00
------点的空间坐标------
固定图形的长度和方向用不同的图像号来代替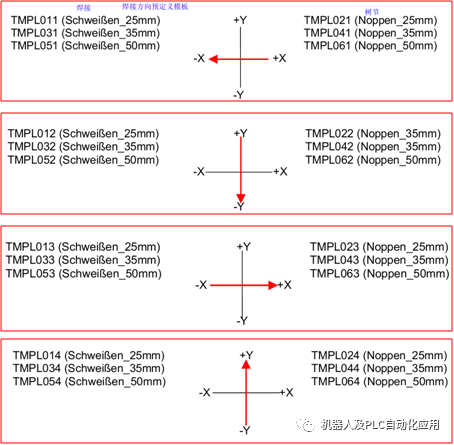
焊道位置示教程序分析(教学模式)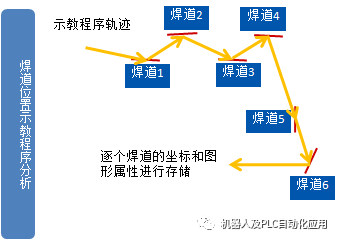
对于自动操作,必须从子程序中创建对开。
对开是PFO驱动器用于执行焊接任务的文件,其中包含机器人坐标和所有必要的焊接参数。
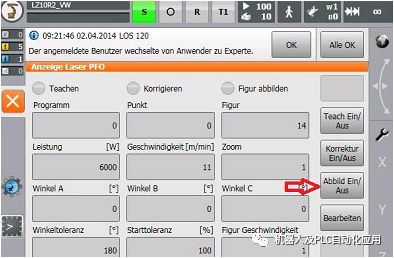
要对附加参数进行编程,必须启动“Laser PFO Display”插件,该插件可在“Display in Laser PF0”(显示在激光PFO中)下找到(图2)。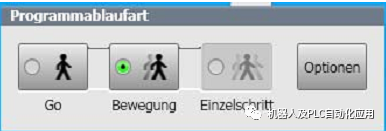
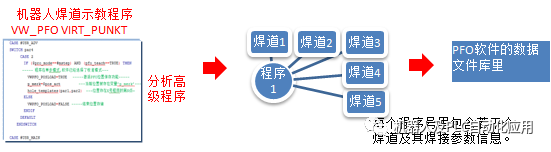
机器人在执行焊道位置示教程序时,当机器人运行到焊道轨迹点时,通过KUKA 用户程序记录焊道的程序号,焊点号,焊道图形属性和坐标值,然后存到PFO应用软件数据库里。
使用软件库中的标准图形的用户程序
2: VW_PFO VIRT_PUNKT Programm=14 Punkt=7 Betriebsart =fahre ZIRK Auftrag = Teach Template Rampe = Ende
使用圆弧进行焊接
2: VW_PFO VIRT_PUNKT Programm=14 Punkt=8 Betriebsart =fahre PTP Auftrag = Teach Template Rampe = AUS
使用PTP点到点进行焊接
3: VW_PFO VIRT_PUNKT Programm=56 Punk t=2 Betriebsart =fahre LIN Auftrag = Teach Template Rampe = AUS
使用LIN点到点进行焊接
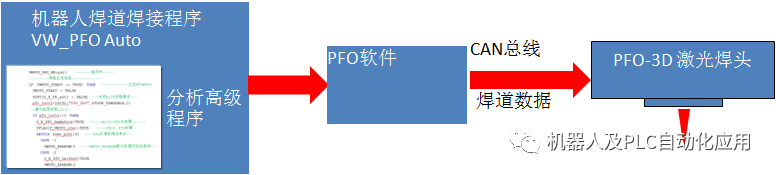
焊接程序分析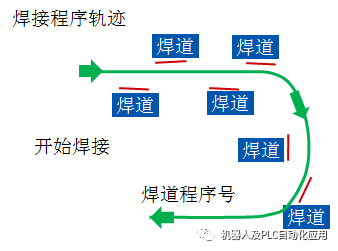
机器人在执行飞行焊接程序时,通过KUKA 用户程序调用焊道的程序号,给PFO软件,然后PFO软件将此程序号里激活的所有焊道及其数据都通过CAN总线发送给PFO焊头,焊头对此程序号内所有焊道逐一进行焊接。
程序 - 是一个由子程序产生的Folist数目。在记录结束这个数字在记录文件名存储,这里发生未指定自动分配的编号99,允许记录文件号1 - 99初始化PFO是这样的没有意义的数字。

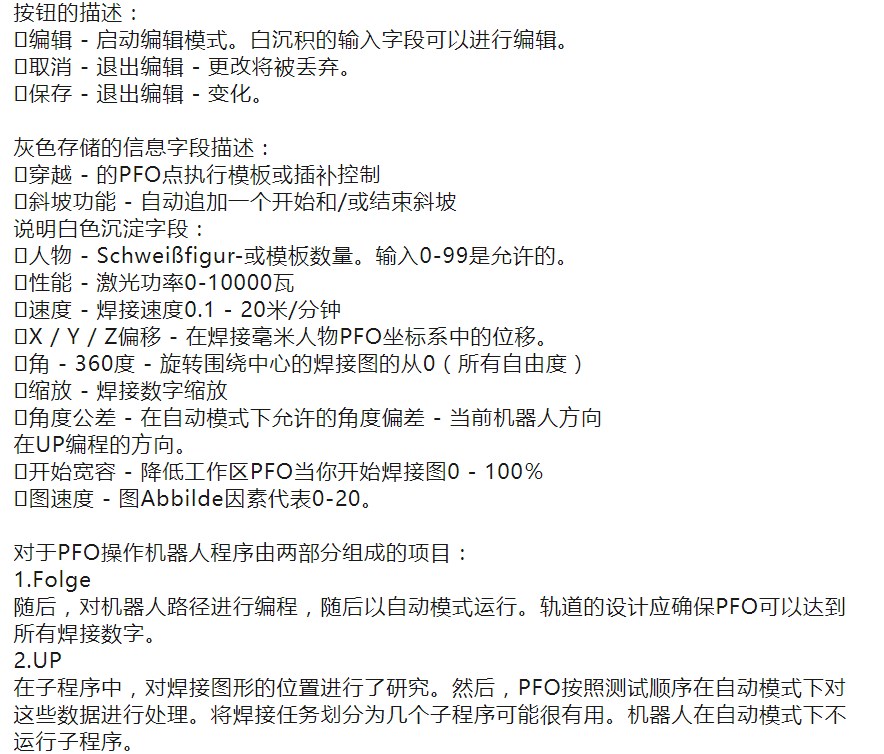
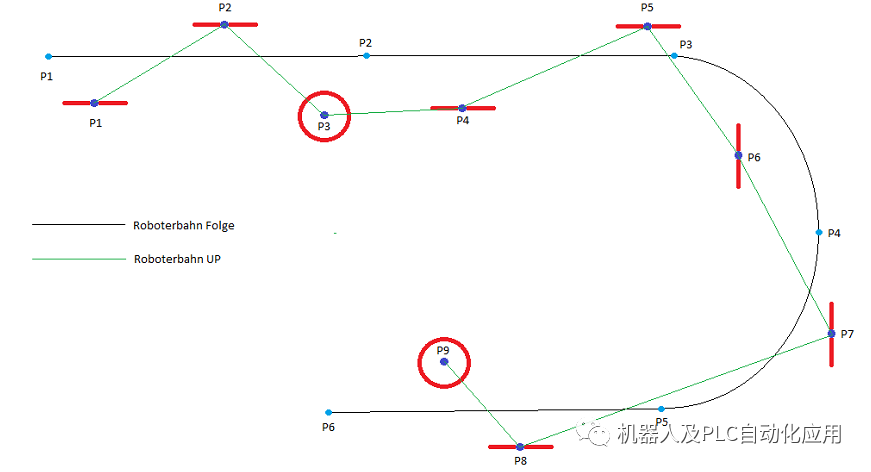
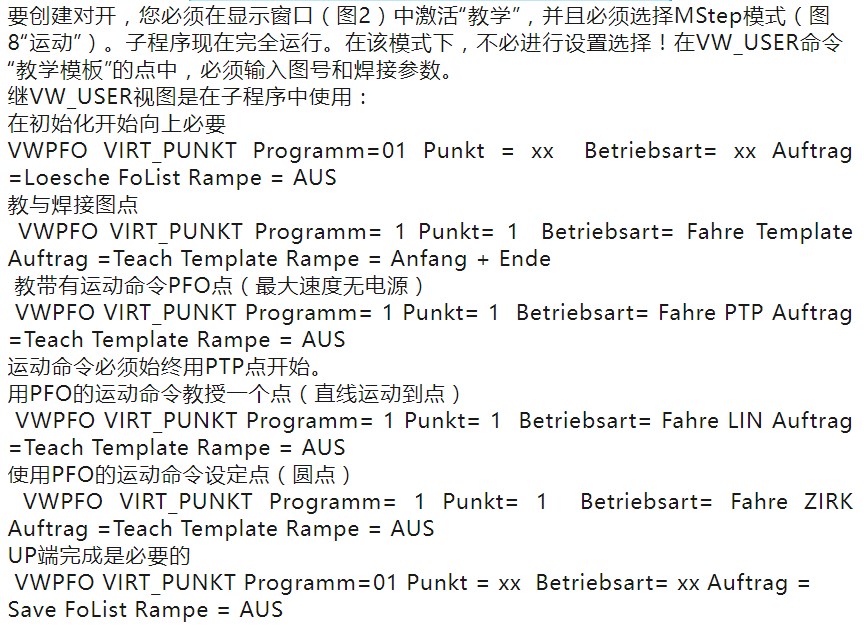
子程序 在子程序中,对所有焊接图形位置和焊接参数进行了研究。始终对焊接图形的中心点进行编程(见图5)。
在第一步中,激光器必须聚焦在组件上,为此,引导激光点通过沿Z方向移动定位在十字线的中间。
通过打开和关闭图像模式来打开和关闭十字光标。
激光聚焦后,PFO必须垂直放置在组件上方。
为此,您可以使用Trumpf的编程辅助工具,如图7所示。
编程辅助工具位于十字准线的中间。现在围绕TCP旋转,直到引导激光消失在编程辅助工具的孔中。
用户要求以毫米为单位的散焦焊接数字
VW_PFO PFO_Spezial Defokus Set Ueberlagerung = xx Wert Defo_mm Temp_mm/s =10
使用模板叠加LIN或CIRK运动
用户要求用指定模板速度(mm/s)的模板覆盖插值路径
VW_PFO PFO_Spezial Template Ueberlagert Ueberlagerung = Template versatz Wert Defo_mm Temp_mm/s =100
VW_PFO PFO_Spezial Template Ueberlagert Ueberlagerung = Vorschub aus Wert Defo_mm Temp_mm/s =100
VW_PFO PFO_Spezial Template Ueberlagert Ueberlagerung = Template anreihen Wert Defo_mm Temp_mm/s
显示了LIN行驶模式的不同叠加方法。使用了相同的模板(整圈)。
审核编辑:刘清
-
机器人大赛展架2014-05-17 5396
-
KUKA重型机器人2015-02-03 8375
-
中国教育机器人大赛介绍2016-03-24 4907
-
求KUKA机器人控制柜三维模型2016-04-18 6508
-
机器人大赛2017-06-09 4588
-
KUKA机器人问题解答2019-07-15 2662
-
KUKA库卡机器人伺服驱动器相关型号举例2020-09-08 10967
-
库卡机器人MGV电源模块维修2021-09-08 1910
-
KUKA机器人伺服驱动模块维修2021-09-17 1910
-
没有有前辈用LabVIEW控制kuka机器人c2的经验?通讯是怎么做到的?2023-10-21 3912
-
PFO飞行热熔激光焊接2020-05-11 7174
-
KUKA机器人之PFO飞行焊控制2020-06-30 3000
-
KUKA KRC5微型小型机器人控制器介绍2020-08-10 6416
-
KUKA机器人固定焊钳的铣削控制2023-04-13 1916
-
KUKA大众标准与标准版机器人程序的不同2023-06-08 5151
全部0条评论

快来发表一下你的评论吧 !
