

CMMM模型案例全解读
描述

灯塔一词,早已脱离开航海历史而进入更大范围,成为一种指引方向、点亮希望的象征。假如把制造业也看做一汪广阔的海洋,站在智能制造转型升级的十字路口,灯塔在何方?
让我们把目光投向“灯塔工厂”。灯塔工厂项目,由达沃斯世界经济论坛与管理咨询公司麦肯锡合作展开遴选,被誉为“世界上最先进的工厂”,代表着全球智能制造的最高水平。据最新数据,全球“灯塔工厂”数量达到132家,中国的“灯塔工厂”增至50家,持续排名全球第一。
在这里先给自己打个广告,接下来我们将用一到两篇文章,对“灯塔工厂”做一个详尽而深入的解读,有兴趣或有意向入选“灯塔工厂”的企业不妨点点关注。
01 全局统筹,深度赋能
CMMM智能制造能力成熟度模型
言归正传,“灯塔工厂”既有标杆示范的榜样意义,也可看做一种关键信号,激励更多企业在智能制造转型升级浪潮中奋勇争先。
只不过,当智能制造步入发展快车道,“眉毛胡子两手抓”的形式得放一放了,我们需要有更清晰的参考助力:一个是如灯塔工厂一般的引领标杆,一个是足够有力的行业标准。前者是后者的呈现载体,后者是前者的判断依据。
在去年末的世界智能制造大会主论坛上,《中国智能制造发展研究报告:能力成熟度》(CMMM2.0)正式发布,创新性地提出了CMMM是可拆解、可组合、可配置的柔性模式,并从企业应用视角出发,为企业持续提升自身智能制造能力,提供了全局视角、成熟理论和实施路径。
经过数年发展,CMMM从早期的“智能+制造”两个维度模型,优化至覆盖人员、技术、资源、制造四大要素,从10个核心能力域增加到20个,帮助企业定位当前的能力水平和实施成效,有效指导智能制造建设,从而提升和优化制造过程。
智能制造能力成熟度可从低到高划分为五个等级——
1. 一级·规划级
企业应开始对实施智能制造的基础和条件进行规划,能够对核心业务活动(设计、生产、物流、销售、服务)进行流程化管理
2. 二级·规范级
企业应采用自动化技术、信息技术手段对核心装备和核心业务活动等进行改造和规范,实现单一业务活动的数据共享
3. 三级·集成级
企业应对装备、系统等开展集成,实现跨业务活动间的数据共享
4. 四级·优化级
企业应对人员、资源、制造等进行数据挖掘,形成知识、模型等,实现对核心业务活动的精准预测和优化
5. 五级·引领级
企业应基于模型持续驱动业务活动的优化和创新,实现产业链协同并衍生新的制造模式和商业模式
02 从能力要素与能力域
浅看日式制造的“没落”
除等级外,能力要素、能力域/子域也是CMMM模型结构中的重要组成部分。
能力要素是企业实施智能制造必须的条件。人员、资源、技术作为支撑要素,制造作为核心要素,体现了人员通过资源、技术来不断改善制造的过程。
而由此衍生的能力域和能力子域则被统称为过程域。在人员、资源、技术三个要素下有7个基础过程域,在制造要素下有13个制造过程域,共计20个。
CMMM模型好比一张标记了沿途各站任务点的地图,按照地图挨个打卡,就能按部就班、按图索骥地走到最终目的地。
而一旦错过或者“偏科”,就有可能要承担风险。这一方面的典型案例是日本。日本的制造业以人为中心,工厂中的问题一般都由现场员工自己发现、自己解决、自己改善,然后以此提高整体生产质量水平。
但在数字化变革不同程度地席卷全球的当下,这种模式很难与自上而下的数字化、智能化兼容了——建立互联互通的工厂与现场已是必要,制造和信息、技术融合,能为决策提供以往所不能达到的效率。
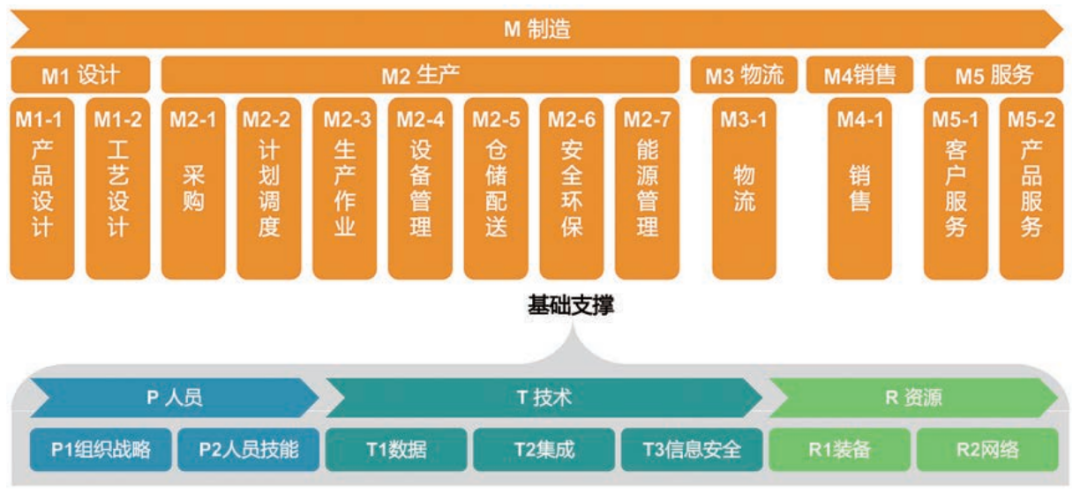
▲
20个过程域
所以,曾经以精细和高品质在国内市场大行其道、一句“开不坏的丰田”为无数人所津津乐道的日式制造,似乎从某个时间节点开始,逐渐失去了自己的存在感。在“神户制钢数据造假”“三菱油耗造假”丑闻接连曝光后,更是有人直接追问:日本制造业已经彻底走下神坛了吗?
我们不妨将其看做某个切面:当时代对敏捷、高效提出了更高的要求,具备全局思维就成为必要,能力子域一旦失衡,便会造成竞争的失利。
那么,我们应该怎样预防或者说阻止这种失衡,破除企业经营短板,找到智能制造建设工作的正确发力点呢?
答案或许在于对各个单点的深度突破。
03 单点深度突破案例
基于数字化思维的FMEA过程控制
数字化研发设计、自组织柔性生产、自组织物流、敏捷供应链、基于价值的服务、可持续制造、设备全生命周期管理、数字化培养,是CMMM的八大典型模式价值识别图谱。
本期案例智,我们将以柔性生产为目标,为各位带来基于数字化思维的FMEA过程控制案例。
我们都知道,制造业早已过了以规模论成败的阶段,消费者差异化的需求越明显,就越倒逼制造业向个性化制造转型。企业要攻克的课题越来越多,不论是消费者需求、还是生产异常、潜在失效风险,怎么依托关键大数据,定制需求的柔性化、智能化、高敏捷的产品,将成为核心竞争力所在。
K客户是一家家电制造企业,当前面临的主要问题恰好就在用户差异化需求的冲击上,在通过线上初步答题诊断和不间断几轮面谈咨询后,我们对K客户的组织战略、人员技能、数据、设备、生产作业等方面有了一个较为全面的评估结果。
最后,在K公司所提的制造过程“参数管理质量环”要求下,我们为其搭建了一套基于用户体验差异化需求、基于制造失效影响及影响分析(PFMEA)的全面可视化的制造过程质量管理体系。
FMEA技术不仅是对过程中的风险进行识别控制,更是直接贯穿到整个生命周期。以某款新冰箱的箱体发泡工艺为例:依据产品设计和开发输出的要求,我们划分出7个步骤,来对冰箱的制造过程进行设计和开发。
1. 确定过程分析范围
确定分析的范围为箱体发泡工艺,从壳体预热、夹具固定,到注料,再到最终的光学检测,这一阶段的制造过程工艺流程图,是基于产品开发与设计(FMEA)输出的产品框图(装配层级及顺序)来的。
范围的确定有助于FMEA团队更准确地分析过程,将优势资源集中于优先级较高的过程中。
2. 过程结构分析
结构分析是整个FMEA的基础阶段,我们可以通过过程流程图或结构树的形式定义流程;基于人机料环等4M要素,找出影响过程的所有要素。
例如这里的注料过程,其影响要素就有操作员、机器设备、工装夹具以及环境温湿度。
3. 过程功能分析
功能分析是整个FMEA的核心阶段,目的是确保产品/过程的预期功能/要求能够实现。需要通过技术性语言进行描述。
这里我们还是以注料为例,注料后的箱体前脸平整度、飘偏度需要满足工艺要求,这里提出的是对产品特性的要求。那我们再来看下影响产品特性的过程特性有哪些要求,需要通过4M要素进行拆解。以箱体飘偏度为例,通过特性矩阵能看到,飘偏度受气动压力与脱模间隙影响。
转化成技术性语言便是:气动压力5~8pa;脱模间隙<0.05mm。通过识别各层级功能和要求后,开展产品特性与过程特性之间的关联性分析,进而建立功能网。
4. 过程失效分析
所谓失效就是指上一步功能分析中的功能/要求无法满足。过程步骤,要实现的功能无法满足即为失效模式;过程工作要素,要实现的功能无法满足,即为失效原因;因失效模式,而对整个过程项造成的影响即为失效影响。
我们不仅要分析当前已知的失效,对可能发生的未知失效同样需要分析。同时要确定三者的关联关系,在功能网的基础上,进一步建立失效网。
5. 过程风险分析
需要完成对三个度(严重度、发生度、探测度)的评价。严重度表示失效影响的严重程度,考虑三个方面:1)对厂内的影响;2)对直接发运工厂的影响;3)对最终用户的影响。
发生度可以简单理解为失效模式发生的可能性,需要结合当前的预防措施来评价。可以通过计算ppm、cpk得出相对准确的判断。
探测度则表示当前探测措施的有效性,能否及时准确的找出失效的产品,是我们判断的标准。一般通过检验或实验来完成探测。其有效性的判定,很大程度上取决于是否做过MSA。
通过对三个度的评价我们可以标记出特殊特性,并对其重点关注,同时对后续将要采取的措施优先级进行排序,之后就可以调集企业资源优先对高AP项采取控制。
6. 过程控制方法优化
对高AP项优先采取控制措施,并且验证这些措施的有效性,然后重新评估风险,将验证有效的措施同步到控制计划当中去执行。通过不断的优化可将风险降至最低。
FMEA不断更新的目的就是为了持续改善,不断降低风险,确保过程稳健。
7. 过程标准固化
这是一个总结FMEA经验的过程,需要借助软件建立企业FMEA、家族FMEA、知识库、措施库等,将FMEA经验固化沉淀。
我们将AQP FMEA和PQM(专业版QMS)及其他系统数据间的串联通道打通,时刻保证FMEA文件的动态更新,进而指导K客户质量的持续改善,保证生产线在大批量生产和小批量生产之间任意切换。
正如CMMM模型所指示的一样,过程控制是企业经营发展当中的重要一环,而非唯一一环,后续我们仍将持续建设本专栏,力图提供更多案例参考,促成企业多维度发展建设,强化“多边形”能力。
欢迎订阅我们。
审核编辑 黄宇
-
壹连科技成功通过CMMM三级认证2025-09-11 1050
-
模型捉虫行家MV:致力全流程模型动态测试2025-07-09 1059
-
Analog Devices LT6654 AMPS6-3.3器件参数特性解读 EDA模型 数据手册免费下载2025-05-27 1394
-
英伟达Cosmos-Reason1 模型深度解读2025-03-29 3637
-
【「基于大模型的RAG应用开发与优化」阅读体验】+大模型微调技术解读2025-01-14 2359
-
解读PyTorch模型训练过程2024-07-03 3020
-
Stage 模型深入解读2024-02-18 2664
-
MMC全桥子模块电磁暂态快速模型建模2023-08-06 6434
-
Stage模型深入解读2023-03-15 3689
-
全球芯片供应链风险全解读.zip2023-01-13 695
-
【6.2】技术解读(框架、场景案例解读)2021-06-04 1613
-
求一份比较全的继电器的3D模型2017-04-11 5029
-
电源设计过程全解读2012-08-02 4086
-
基于yamaguchi分解模型的全极化SAR图像分类2010-06-16 705
全部0条评论

快来发表一下你的评论吧 !
