

KUKA机器人固定焊钳的铣削控制
描述
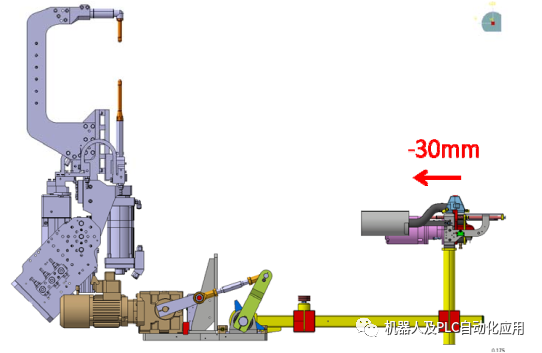
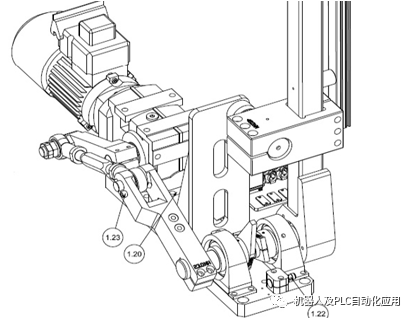
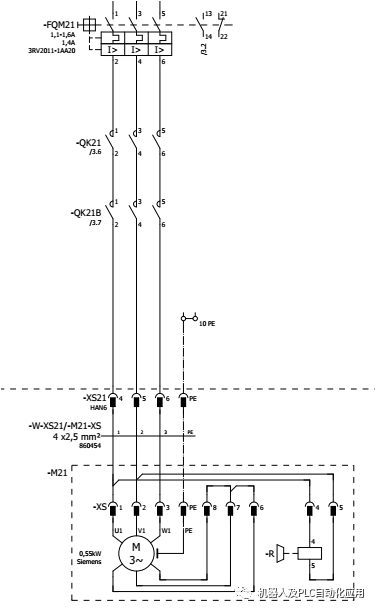
摆臂铣刀的机械控制示意图,电机单方向旋转.
常用IO信号:
A 786 焊接控制器铣削复位
A 842 摆臂伸出/返回 A834铣刀电机旋转A835铣刀吹气
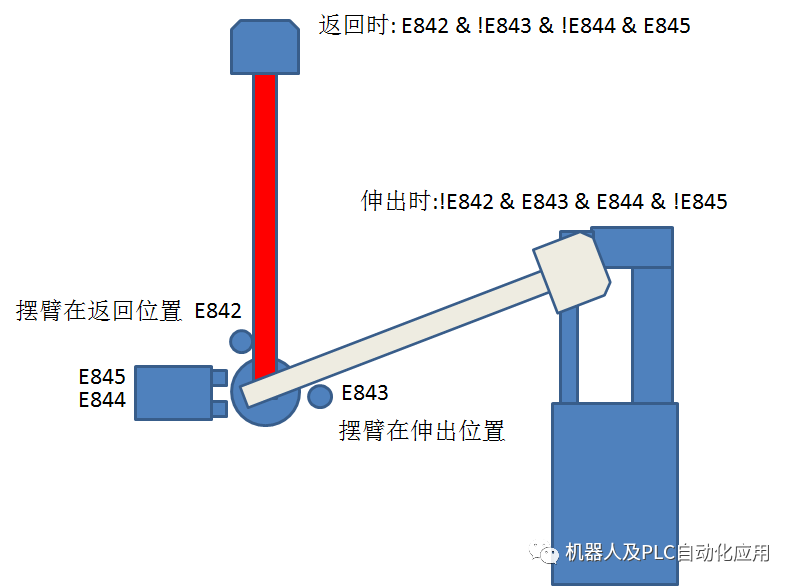
E842 摆臂在返回位置
E843 摆臂在伸出位置
E844 在回位的取反信号
E845 在伸出位的取反信号
E834 铣刀圈数检测
工作示意图:
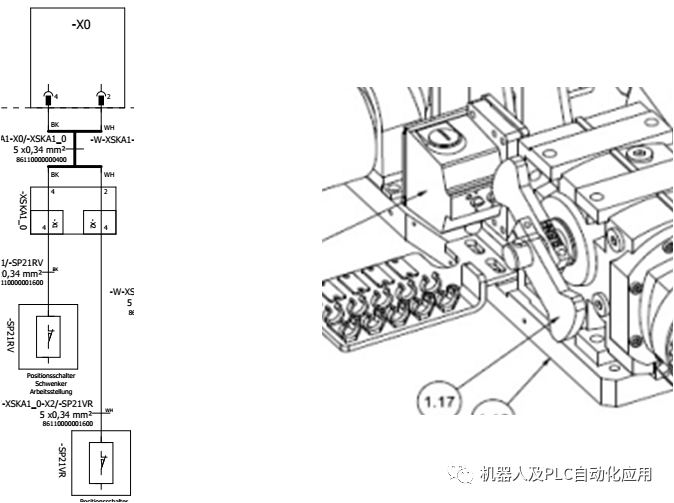
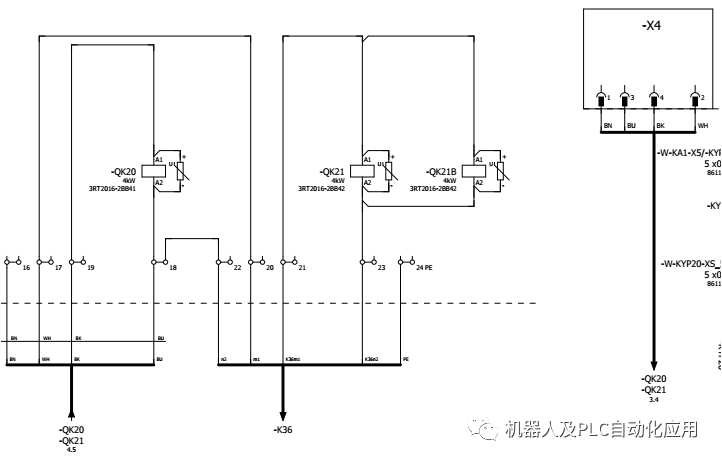
E845与E844的控制电器图:
O_KS1_M1=842 -A842铣刀旋转-
使用中断程序关闭铣刀旋转:
GLOBAL INTERRUPT DECL 2 WHEN $IN[I_关闭KS1_Ruhe] == FALSE DOKS_Abschalten()
当有E844时证明摆臂在伸出位置,这时会关闭电机旋转.
GLOBAL INTERRUPT DECL 3 WHEN $IN[I_KS1_Arbeit] == FALSEDO KS_Abschalten()
当有E845时证明摆臂在返回位置,这时会关闭电机旋转.
GLOBALDEFKS_Abschalten()
关闭摆臂电机
$OUT[O_KS1_KYP3V] = FALSE
$OUT[O_KS1_M1] = FALSE -A842电机旋转-
$OUT[O_KS1_Schw] = FALSE
摆臂旋转电机采用双继电器控制:
固定焊钳MAKROSTEP:
-当有铣削时出现圈数故障时,会先把摆臂摆回,然后停在66步等待复位,如果复位会返回到第51部,重新铣削。
-F321-STEP在第2步
-F564,A835 都没有好使用
F321 = EIN
Schritt 51 = F92 & !F93& A4039 & E13–激活固定焊钳STEP需要关闭安全们E13
51步开始
-初始化变量
F122 = AUS
F321 = AUS
F322 = AUS
F323 = AUS
F324 = AUS
F325 = AUS
F326 = AUS
F327 = AUS
F329 = AUS
-初始化计数器变量
F94 = AUS
F95 = AUS
F96 = AUS
F97 = AUS
F98 = AUS
F99 = AUS
-初始化铣刀变量
F312 = AUS
F313 = AUS
bin1 ( EIN ) = 31 -给焊钳程序号
bin3 ( EIN ) = 31 –给BOSCH程序号
T8 ( !F334 ) = -2[1/10Sek]
F334 = EIN -STEP已经开始运行
-给PLC铣电极信号
A116 = EIN
A130 = EIN
A786 = F830 给BOSCH铣电极数复位,F830区分两种焊钳或控制器–一般不激活
A722 = !F830-没用用于
Schritt 52 = T8 & A4039 -0.2秒后向下
SCHRITT 52-铣刀电机预先旋转
F334 = AUS
T7 ( EIN ) = -50[1/10Sek] -5秒检测时间
i1 (EIN) = 0 -计数器清0
A834 = EIN -铣刀电机预先旋转
Schritt 53 = A4039 -有使能直接去下一步
-在焊钳不夹时铣刀电机先旋转测试检测开关,电机是否正常工作。
SCHRITT 53 预转大于2圈就可以
F312 = EIN -激活M97进行预先旋转测试
F313 = i1 > 2 -计数超过2圈后激活F313跳步
Schritt 54 = (F313 + T7) & A4039
SCHRITT 54—关闭铣刀预转
F312 = AUS 关闭M97预先旋转测试
t8 ( EIN ) = -100[1/10Sek]
Schritt 55 = A4039
-
没有有前辈用LabVIEW控制kuka机器人c2的经验?通讯是怎么做到的?2023-10-21 3892
-
KUKA机器人铣削控制2023-05-31 2710
-
浅析KUKA机器人固定焊钳的铣削控制V12023-01-14 2329
-
浅析KUKA机器人气伺服焊钳虚拟外部轴的配置文件2022-11-10 2020
-
KUKA机器人程序中铣削清零方式2022-08-11 2849
-
KUKA机器人伺服驱动模块维修2021-09-17 1887
-
库卡机器人MGV电源模块维修2021-09-08 1883
-
KUKA机器人焊钳铣削清零方式2021-06-18 4397
-
KUKA焊接机器人伺服电机常见故障及维修处理2020-09-26 8022
-
KUKA库卡机器人伺服驱动器相关型号举例2020-09-08 10913
-
KUKA机器人固定焊钳的铣削控制2020-06-12 2418
-
KUKA机器人问题解答2019-07-15 2627
-
求KUKA机器人控制柜三维模型2016-04-18 6464
-
KUKA重型机器人2015-02-03 8322
全部0条评论

快来发表一下你的评论吧 !
