

基于三轴设备画正方形程序设计
电子说
描述
在这个案例中,主要让大家学习1200PLC的运动控制功能,我们借助这个三轴设备(如图1所示)实现长宽为50mm的正方形的绘制。
在HMI上(如图2所示)可以手动实现轴使能、手动X轴正负方向运行;手动Y轴正负方向运行;手动Z轴正负方向运行、示教基准位置点等。自动时,按下“启动”按钮即自动绘制长宽为50mm的正方形。
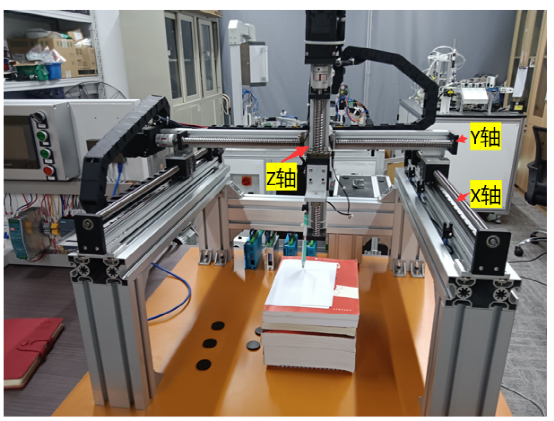
图1
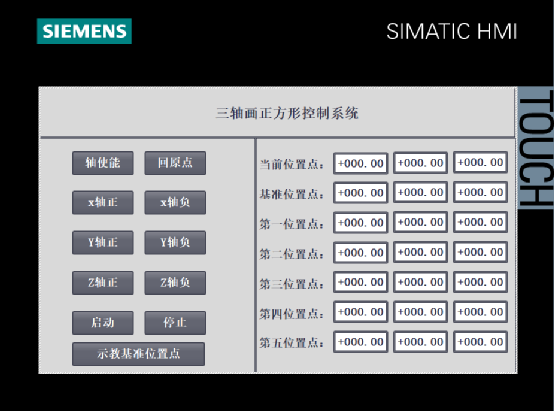
图2
1
程序设计思路
1)可以设置一个基准点(如图3),然后依次算出其他的位置点。
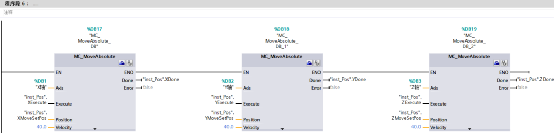
2)使用绝对定位指令,到达相关位置点。
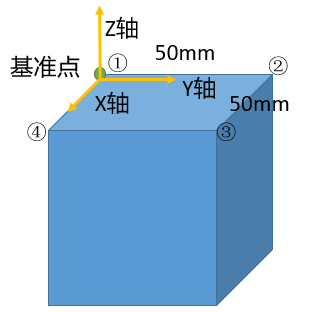
图3
2
程序设计
1)创建工艺对象:创建X轴的工艺对象(如图4至图10所示)。Y轴和Z轴的工艺对象类似,在此不赘述。
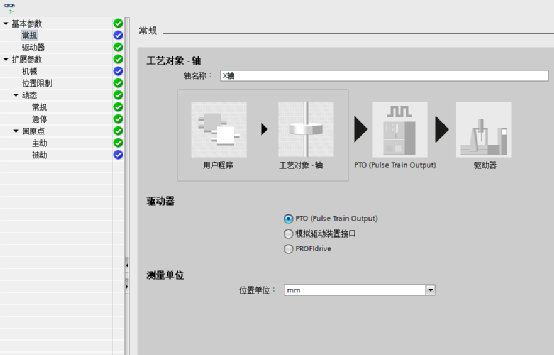
图4
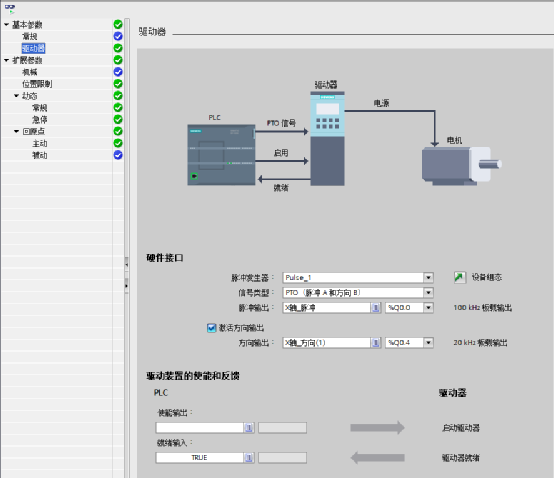
图5
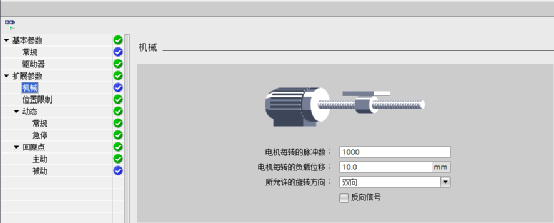
图6
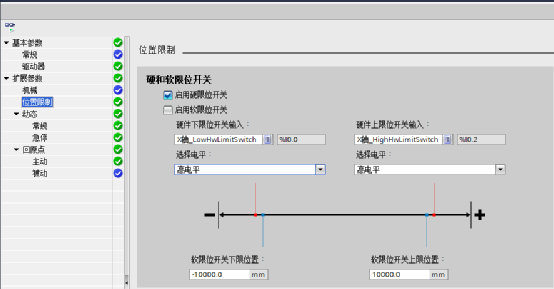
图7
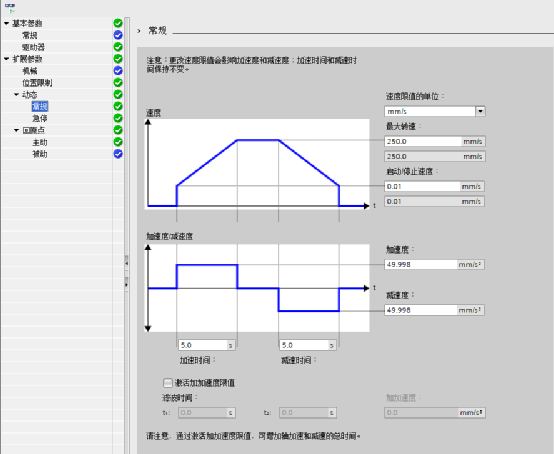
图8
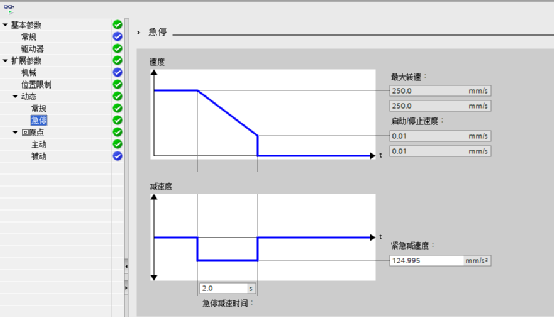
图9
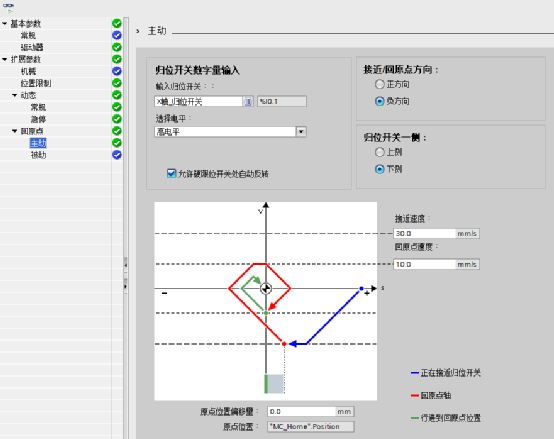
图10
2)因为我们设备上有X、Y、Z三轴轴,每个轴都有位置值,所以可以建立 “UDT数据类型”,用于存储三个轴的位置值。UDT的数据类型名称为“Pos”,如图11及图12所示.
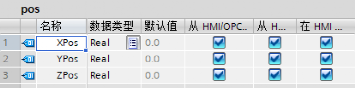
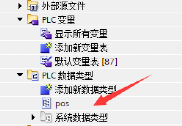
图12 图11
3)手动控制程序(FC1),如图13至16所示,主要实现的功能是轴使能,三个轴的点动控制、三个轴的回原点、三个轴的故障复位等。
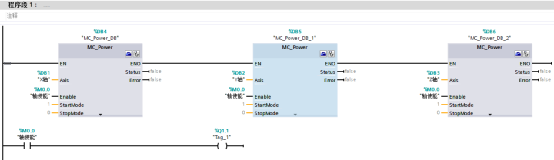
图13
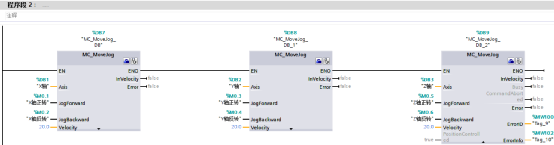
图14
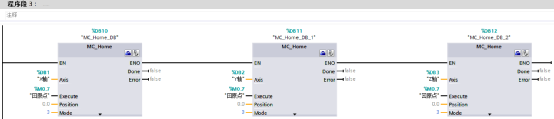
图15

图16
4)位置计算(FC2),要计算zheng方形的4个位置点,可以使用SCL语言编写。当“"inst_Pos".HMI_SetBase”的值(来源于HMI上的按钮)为1时计算4个位置点。如图17及18所示,
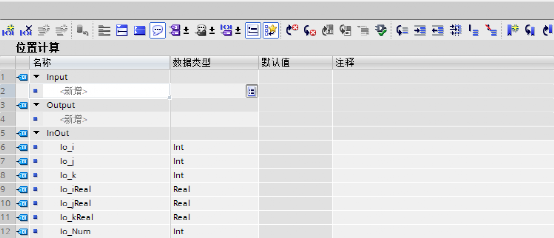
图17
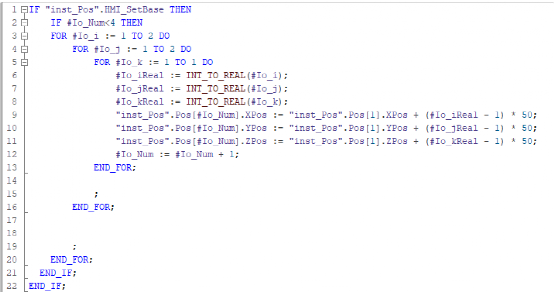
图18
计算出来的位置值存储在数组变量中,如图19所示。四个点的坐标值对应图3的四个位置值。
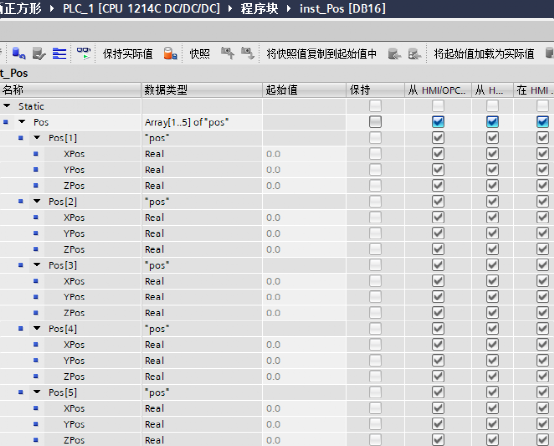
图19
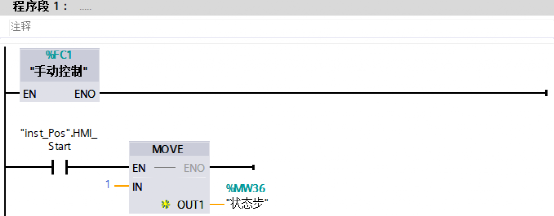
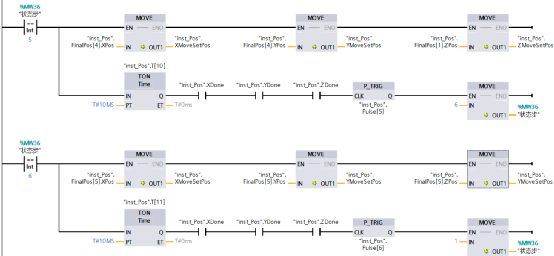
3)主程序
①程序段1主要是调用手动控制程序。并且如何按下了HMI上的“"inst_Pos".HMI_Start”这个按钮之后把状态步MW36设置为1。
②“"inst_Pos".HMI_SetBase”为触摸屏上设置基准点按钮,当按下这个按钮则可以设置1个基准点,依次基准点画一个正方形。由于计算出来的位置值的第3个点和第4个位置点是相反的,所以地址中的值做个交换。"inst_Pos".Pos[1]给到"inst_Pos".FinalPos[1],"inst_Pos".Pos[2]给到"inst_Pos".FinalPos[2],"inst_Pos".Pos[3]给到"inst_Pos".FinalPos[4],"inst_Pos".Pos[4]给到"inst_Pos".FinalPos[3],起始点和结束点是同一个点,所以"inst_Pos".Pos[1]给到"inst_Pos".FinalPos[5]。其中"inst_Pos".FinalPos变量如图20
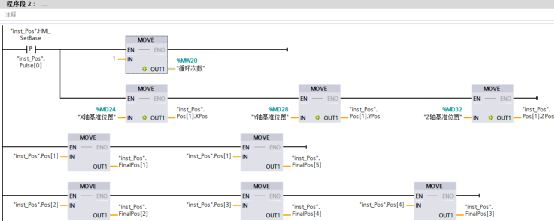
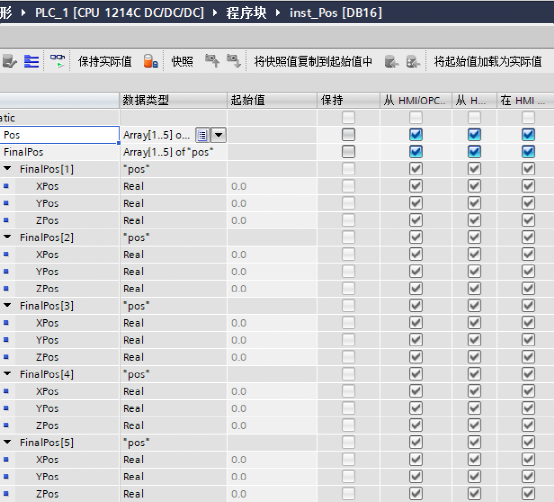
图20
③调用位置计算程序

④轴的当前位置

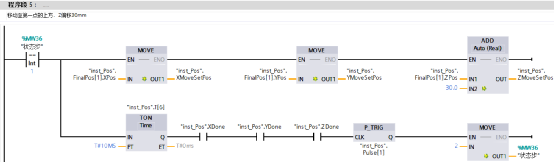
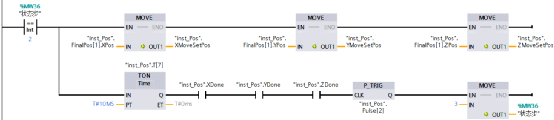
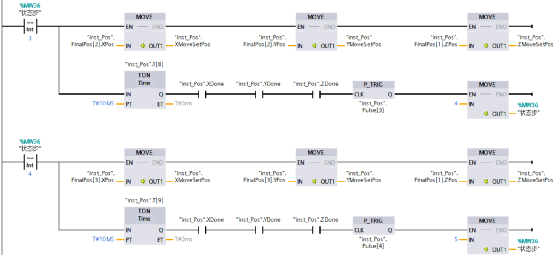
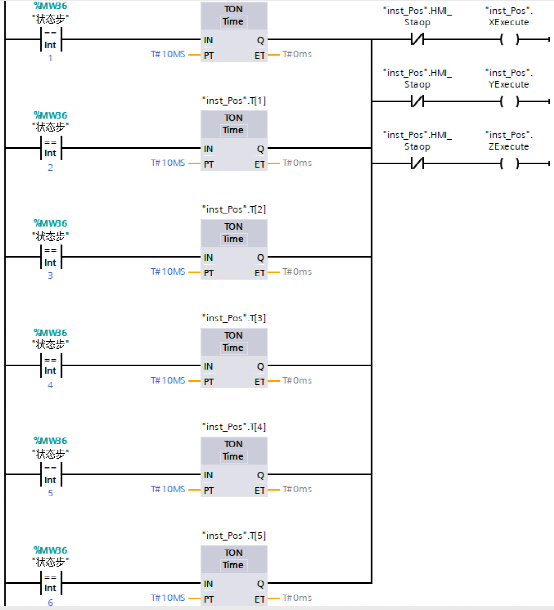
⑤状态步判断,然后到达不同的位置

-
找正方形的代码我把roi删除过后能识别到正方形,加上roi后就识别不出来,为什么?2025-08-14 262
-
精准估算压缩性稳态斯托克斯方程于2D单位正方形程序图形示意2022-11-29 702
-
怎么用PID走一个1m×1m的正方形?2021-08-03 3463
-
科普:CPU为什么不是圆形而是正方形?2020-09-27 5673
-
为什么敷铜出现中间顶层有个正方形小块没敷上?2019-09-29 3430
-
如何在铺铜和画线时快速定位直角画成正方形?2019-09-06 1982
-
画PCB只要其他元件出现在正方形阴影内就会报错2019-04-25 1969
-
如图区域利用labview在正方形区域内按x,y方向步长分别为△x,△y取尽可能多点的方法2016-12-13 3527
-
C语言教程之输出一个正方形2016-04-21 1783
-
请问怎么用labview画出几何图形,比如正方形,三角形2014-03-14 12039
-
三星两款正方形显示器将亮相IFA 九月上市2012-08-28 1499
-
救命!本人有个考试2个程序,有请各位大虾帮助做一下2012-04-30 2890
-
针对非正方形图像置乱的算法2010-01-27 510
全部0条评论

快来发表一下你的评论吧 !
