

运料小车控制系统的编程实例解析
工业控制
描述
今天跟大家一起探讨一下具体应用程序的编写方法,我们以运料小车控制系统的编程方法为例进行讲解。
运料车主要用于搬运加工工件,在工矿企业的生产车间是比较常见的运输设备。运料车由三相交流异步电动机进行驱动。其运动方向的改变主要是通过电动机的正反转来实现。控制系统正常运行时,一般设为连续运行(自动控制)状态。但在调试系统或设备维修过程中,往往需把系统设为点动控制(手动控制),所以运料车的控制实际上就是电动机点动、连续正反转控制。
运料车由三相交流异步电动机拖动,可左右运行,如图1所示。具体控制要求如下:
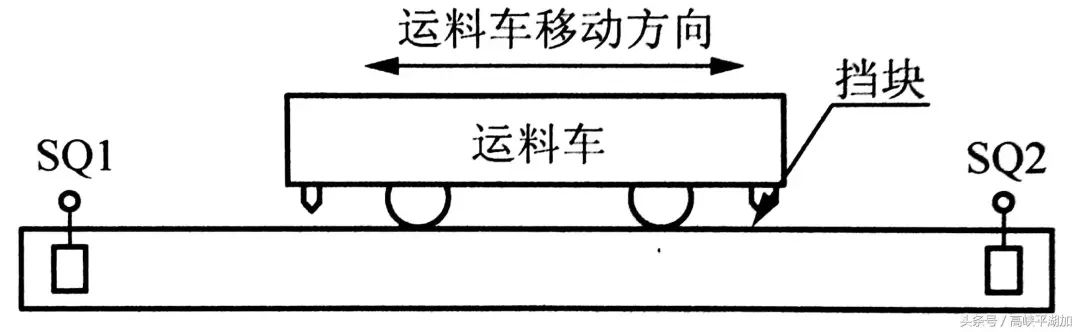
图 1
1、点动控制时,按点动正转按钮,电动机正转点动运行,运料年左行;按点动反转按钮,电动机反转点动运行,运料车右行。
2、连续控制时,按正转按钮,电动机连续正转,运料车连续左行;按反转按钮,电动机连续反转,运料车连续右行;按停止按钮,运料车随时停止。
3、运料车应有软、硬件互锁控制功能
要求用前面已经学过的编程元件和方法试着编写PLC控制编程(梯形图):
(1)用触点线圈指令编程;
(2)用置位复位指令编程;
(3)用跳转与跳转标号指令编程。
一、设计电气原理图
1、选择电器元件及PLC型号
输入信号:点动正转按钮1个、点动反转按钮1个、连续正转按钮1个、连续反转按纽1个、停止按钮1个,输入信号共5个,要占用5个输入端子,所以PLC输入至少需5点。(这里说明一下,限位因篇幅的原因,不做考虑)。
输出信号:正转接触器1个、反转接触器1个,占用PLC两个输出端子,所以PLC输出至少需2点。查西门子PLC用户手册可知,CPU221主机输入6点、输出4点,能满足实际需求的输入5点输出2点的要求。因PLC控制电动机,所以继电器输出型的PLC就能满足要求,选择CPU221继电器输出型的PLC即可。
2、设计电气原理图
电气原理图见图2所示。
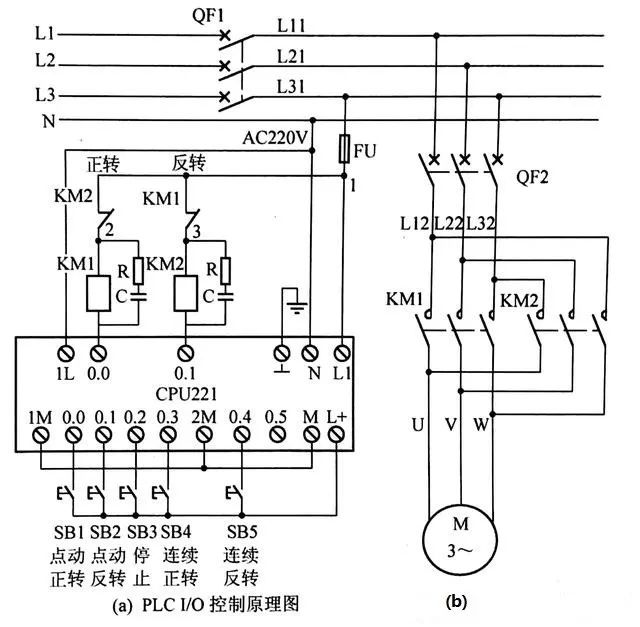
图 2
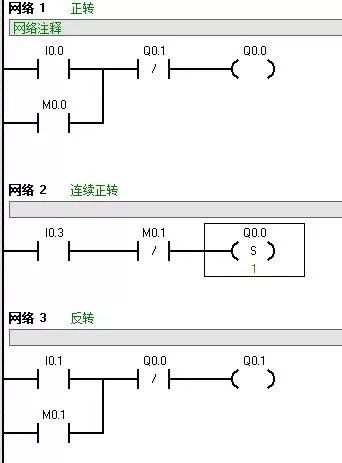
二、控制程序设计 1、用触点指令编程
运料车的控制要求既有点动又有连续正反转控制功能, 用中间继电器进行状态转换后就很较易实现要求,如图3所示,网络1、网络3实现了既能点动又能连续的正转控制,网络2、网络4实现了既能点动又能连续的反转控制。
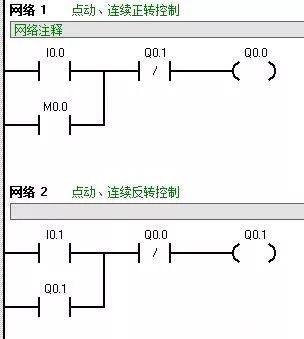
此处Q0.1触点应为M0.1(宋城李注)
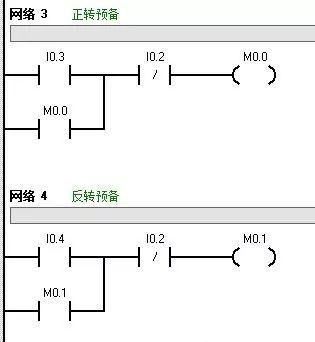
图 3
2、用置位复位指令编程
用置位位复位指令编程也可以实现电动机连续控制,其运行程序如图4(1)所示。
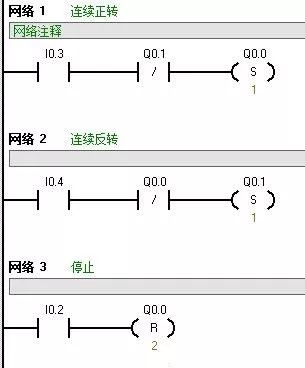
图 4(1)
点动控制不能用置位复位指令,只能用触点线圈指令编程,既有点动、又有连续控制功能的电动机运行程序如图4(2)所示。
此处第二个Q0.0线圈应为M0.0(宋城李注)
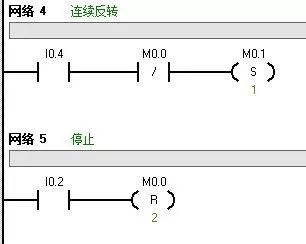
图 4(2)
3、用跳转与跳转标号指令编程
前面用5个按钮实现运料车点动,连续启停控制,其实点动、连续控制方式也可用旋转开关进行方式选择,这时正转反转停止按钮仍需要,电气原理图稍有变化。输入信号:旋钮开关1个,正转启动校钮1个,反转启动按钮1个,停止按钮1个,输入至少需4点。输出信号同前,正反转接触器线圈各1个,至少需2点。仍选择CPU221 (输入6点,输出4点)继电器输出型。
电气原理图可在图1的基础上稍作修改,输入信号少用个按钮,在此不再重画电气原理图,程序中I0.3假设接通为点动,断开为连续,控制程序如图5所示。
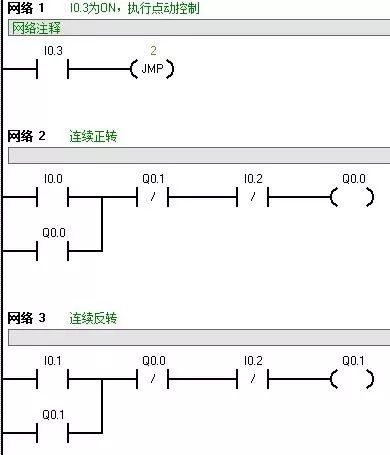
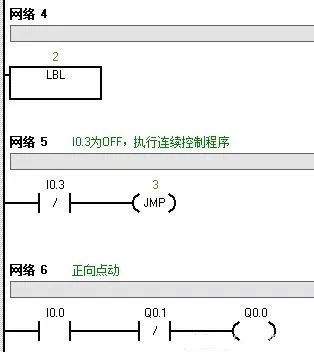
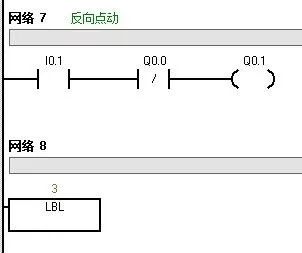
图 5
任何一个实际控制程序,可以用不同的方法来进行编写。究竟什么样的程序是合适的,就要看程序是不是编写简单、维护起来方便,还有就是运行可靠,尽量减少冗余。
编辑:黄飞
-
基于PLC的混料灌控制系统设计2023-09-04 3091
-
西门子PLC编程实例:运料小车控制系统2023-08-14 7657
-
详解AGV小车和控制系统之间的通信过程2022-05-13 10181
-
三菱PLC编程实例项目之制冷控制系统梯形图2022-05-11 2332
-
PLC控制系统的设计与应用实例详细资料概述2020-09-10 2334
-
如何进行PLC控制运料小车的设计2019-03-04 2199
-
智能巡线小车的多模式速度控制系统2017-05-22 975
-
某运料小车(cs)_源程序2016-11-05 369
-
模糊控制系统设计与实例2016-04-11 569
-
堆料机无线控制系统2014-03-27 3771
-
自行小车的PLC控制系统分析2012-04-27 2763
-
集散控制系统及其应用实例2010-03-19 1802
-
PLC 断料机控制系统的设计与应用2009-05-25 555
-
运料小车控制程序设计实验2009-05-17 6202
全部0条评论

快来发表一下你的评论吧 !
