

VASS标准-涂胶不合格重涂的编写
描述
;FOLD Label 1 ;%{PSE}%MKUKATPVW,%CCONTROL,%VLABEL,%P 1:Label, 2:Label 1
;FOLD ;%{H}
Label1:
;ENDFOLD
;ENDFOLD
;FOLD PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=0 SPSTrig=5[1/100s] PU ;%{P}%MKUKATPVW,%CMOVE8,%VPTP,%P 1:1, 2: VB=, 3:100, 4:%, 5: VE=, 6:0, 7:%, 8: ACC=, 9:100, 10:%, 11: RobWzg=, 12:1, 13: Base=, 14:0, 15: SPSTrig=, 16:5, 17:[1/100s], 18: PU, 19:2, 20:-1, 21:3
;FOLD 1: FB PSPS = EIN ;%{SE}%MKUKATPVW %CVW_SPS %VFBPSPS %P 2:FB PSPS = EIN,3:FBPSPS
;ENDFOLD
;FOLD 2: A23 = AUS ;%{SE}%MKUKATPVW %CVW_SPS %VBOASG %P 2:A23 = AUS,3:BOASG
;ENDFOLD
;FOLD 3: SPSLabel 1 重复清胶;%{SE}%MKUKATPVW %CCONTROL %VLABEL %P 2:SPSLabel 1,3:LABEL
;ENDFOLD
;FOLD 4: SPSMAKRO183 = E1534 + E163 E1534请求清胶 + E163选择清胶;%{SE}%MKUKATPVW %CVW_SPS %VMAKRO %P 2:SPSMAKRO183 = E1534 + E163,3:MAKRO
;ENDFOLD
;FOLD 5: GOTO SPSLabel 2 = E15 ;%{SE}%MKUKATPVW %CCONTROL %VJUMP %P 2:GOTO SPSLabel 2 = E15,3:JUMP
;ENDFOLD
;FOLD 6: GOTO SPSLabel 1 = E1534 请求清胶;%{SE}%MKUKATPVW %CCONTROL %VJUMP %P 2:GOTO SPSLabel 1 = E1534,3:JUMP
;ENDFOLD
;FOLD 7: SPSLabel 2 ;%{SE}%MKUKATPVW %CCONTROL %VLABEL %P 2:SPSLabel 2,3:LABEL
;ENDFOLD
;FOLD 8: WARTE BIS E23 ;%{SE}%MKUKATPVW %CVW_SPS %VWBOASG %P 2:WARTE BIS E23,3:WBOASG
;ENDFOLD
;FOLD 9: A23 = EIN ;%{SE}%MKUKATPVW %CVW_SPS %VBOASG %P 2:A23 = EIN,3:BOASG
;ENDFOLD
;FOLD 10: FB PSPS = M30 ;%{SE}%MKUKATPVW %CVW_SPS %VFBPSPS %P 2:FB PSPS = M30,3:FBPSPS
;ENDFOLD
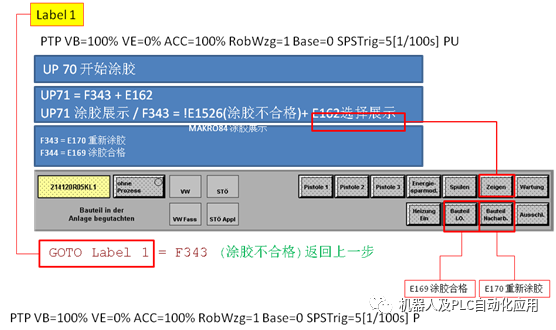
;FOLD UP70 = EIN 开始涂胶;%{SE}%MKUKATPVW %CVW_SPS %VUP %P 2:UP70 = EIN,3:UP
;ENDFOLD
;FOLD UP71 = F343 + E162
UP71 涂胶展示 / F343 = !E1526(涂胶不合格)+ E162选择展示 ;%{SE}%MKUKATPVW %CVW_SPS %VUP %P 2:UP71 = F343 + E162,3:UP
;ENDFOLD
;FOLD UP120 = (E1534 + E163) & !E15 UP120清胶;%{SE}%MKUKATPVW %CVW_SPS %VUP %P 2:UP120 = (E1534 + E163) & !E15,3:UP
;ENDFOLD
;FOLD {H}
VW_MPARA_ACT=P2_D
Act_P1 = P2
Act_P2 = P2
VW(#MPARA,TRUE)
SPS_FERTIG=FALSE
TRIGGER WHEN DISTANCE=1 DELAY=-50 DO SPS_TRIG(3) PRIO=-1
PTP P2
$ADVANCE=1
WAIT FOR SPS_FERTIG
SEL_RES=SELECT(#UP,70,TRUE)
SEL_RES=SELECT(#UP,71,$FLAG[343] OR $IN[162])
SEL_RES=SELECT(#UP,120,($IN[1534] OR $IN[163]) AND NOT $IN[15])
;ENDFOLD
;ENDFOLD
;FOLD GOTO Label 1 = F343 (涂胶不合格)返回上一步
VASS图解:
;%{PSE}%MKUKATPVW,%CCONTROL,%VJUMP,%P 1:GOTO Label, 2:1, 3:=, 4:6, 5:343
;FOLD ;%{H}
CONTINUE
IF $FLAG[343] THEN
CONTINUE
GOTO Label1
ENDIF
;ENDFOLD
;ENDFOLD
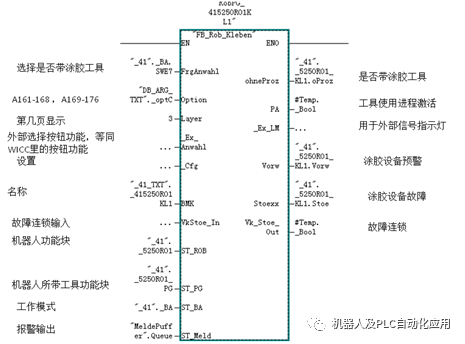
'Option' (STRING)
必须根据过程设备所位于的机器人地址区,在这里组态正确的选件。
'Option'的设置:
粘贴 1 KL1 'C'
粘贴 2 KL2 'D'
粘贴 3 KL3 'E'
'Layer' (INT)
该可视化对象在某个特定层中。可视化功能将其层号发送给 PLC。为了正确地执行全局选择,该块必须知道可视化对象所处的层。
选件 C (KL1):'E161 过程处于活跃状态' = True
'Ex_LM' (WORD)
操作粘贴控制的外部键中的指示灯采用 'Ex_LM' 进行组态。
'Vorw' (BOOL) 预警。

选件 C (KL1):'A165 预警未决' = True-
选件 C (KL1):'E166 容器预警' = True
'Stoexx' (BOOL) 故障。

选件 C (KL1):'A167 过程温度未到'
选件 C (KL1):'A168 加热/泵/配料装置故障'
选件 C (KL1):'A169 胶粘不良'
选件 C (KL1):'A175 未就绪'
选件 C (KL1):"A176 组故障"
'ST_ROB' (ST_Rob)
机器人结构。包含完整的机器人接口。通过该结构,可从过程设备读出数据,和将数据写入到过程设备中。
'ST_PG' (ST_PG)
过程设备结构。机器人块( FB_Rob ) 和过程设备块之间的通信。
'ST_BA' (ST_Betriebsarten)
运行模式结构。内含确认信号。
'ST_Meld' (ST_Meldungen)
消息结构。进入报警系统中的各种消息需要使用该结构。
报警系统
该块可生成以下错误消息:
过程温度未到 STE 过程信号:过程温度未到
加热/泵/配料装置出现故障 STE 过程信号:加热/泵/配料装置出现故障
胶粘不良 STE 过程信号:胶粘不良
未准备好 STE 过程信号:未准备好
组故障 STE 过程信号:组故障
预警未决 MS1 过程信号:预警未决
容器预警 MS1 过程信号:容器预警
已去选 MT0 过程已被去选
用于显示 MT1 过程信号:用于显示
用于漂洗 MT1 过程信号:用于漂洗
机器人和过程设备的接口
E/A 161 无胶粘选择 -过程处于活跃状态
E/A 162 显示选择 -用于显示

E/A 163 漂洗/ 漂洗选择 -漂洗

E/A 164打开节能模式 -节能模式已打开

E/A 165选择枪 3 -预警未决
E/A 166选择枪 1 -容器预警
 E166
E166
 A166
A166
E/A 167选择枪 2 -过程温度未到
E/A 168启动加热/ 仓式泵 -加热/泵/配料装置出现故障

E/A 169零件正常 -胶粘不良
 A169胶粘不良
A169胶粘不良
 E169 涂胶合格
E169 涂胶合格
E/A 170零件后续加工 --(-搅拌器中)
 E170 零件后续加工,重新涂一次胶
E170 零件后续加工,重新涂一次胶
E/A 171拒收零件 --漂洗

E/A 172漂洗选择 --(搅拌器中)
E/A 173搅拌器更换请求 --控制测量已完成
E/A 174重量选择 --空秤
审核编辑:刘清
-
求LabVIEW控制串口标签打印机打印“合格”或“不合格”标...2012-12-19 6438
-
开关电源电源端传端不合格整改案列【EMC整改实战分享】2015-08-17 7696
-
热电偶使用中不合格的原因2021-02-26 2130
-
变压器油经检测不合格,怎么解决?2023-12-19 1394
-
电镀不合格品的处理方法2009-11-18 3127
-
3.15专题:3组蓄电池不合格2010-03-15 1275
-
电子镇流器EMC认证测量和常见不合格项的分析和对策2017-09-14 1220
-
多批次LED灯具不合格2018-06-25 782
-
对于不合格的电线电缆,它的危害都有哪些2020-06-10 3639
-
不合格的高温线存在隐患有哪些?2020-05-13 1338
-
EMC测试不合格,如何整改?2022-02-10 1595
-
电镀层质量不合格是什么因素所致的2022-05-17 3013
-
电能质量监测装置校准不合格时,如何维修?2025-09-23 1872
-
国抽曝光:近国抽曝光:近半数充电桩不合格!你的充电安全,谁来守护?半数充电桩不合格!你的充电安全2026-04-15 1940
-
阀门管件气密测试不合格?原因与解决办法-岳信仪器2026-06-30 71
全部0条评论

快来发表一下你的评论吧 !
