

金线生产工艺标准
电子说
描述
一、 目的:建立基本的 wire bonding 标准,制定生产过程中产品合格/不合格的判断标准。
二、 范围:本标准只适用于金线球焊工艺。
三、 基本焊接条件:热压超声波焊接用于金线键合,所需的温度、压力、超声波功率及时间视不同机型、不同材料有很大不同,具体根据机型、材料特性科学设定。
四、 品质判断标准:
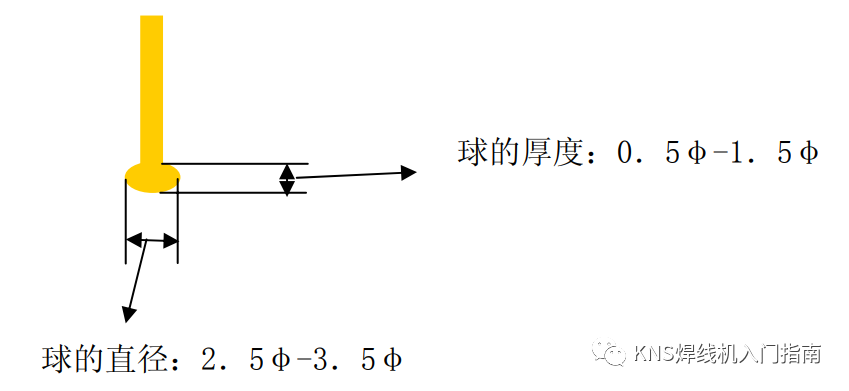
1) 球形标准,如下图所示:
① 球的直径:以2.5φ-3.5φ为标准 ,低于2.5φ为球小,大于3.5φ为球大。
② 球的厚度:以0.5φ-1.5φ为标准,低于0.5φ为球扁,大于1.5φ为球厚。
③ 球畸形:焊线偏离焊球中心超过1/2φ为球畸形。
注:以上φ为金线直径,以下类同。
2) 线形标准:
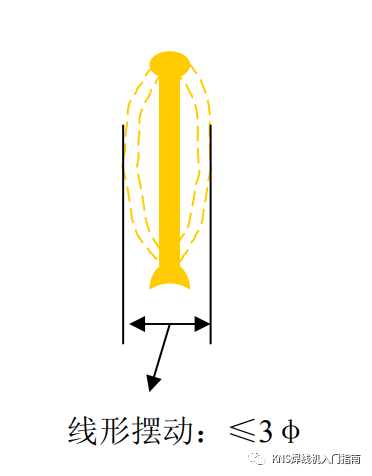
① 线形不良:线摆动以≤3φ、S 形≤2φ为标准,超过此标准为线形不良。线形摆动如下图所示
② 线受损:以≤1/4φ为标准,超过1/4φ为线受损不可接受。
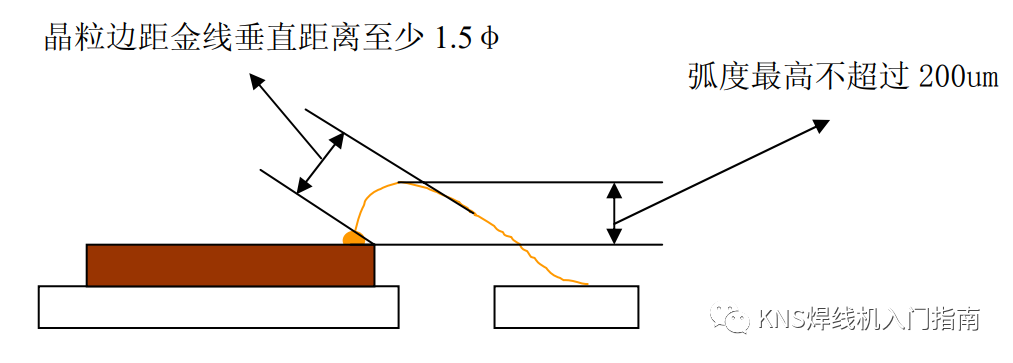
③ 弧形标准:晶粒边距金线垂直距离至少1.5φ,少于1.5φ为线低;晶粒面距线形最高不超过 200um,如下图所示。
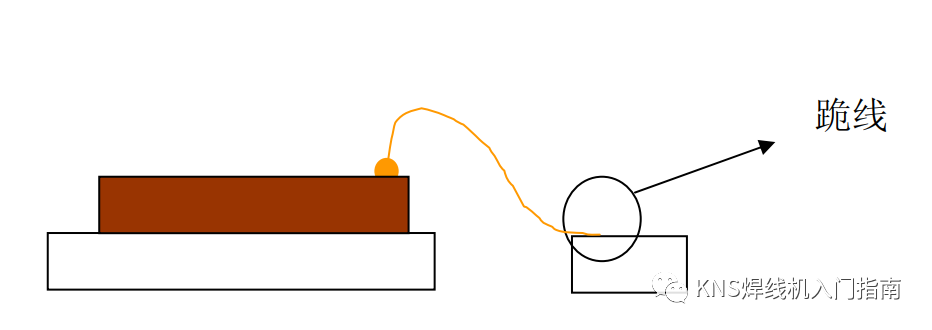
④ 跪线:如下图所示,圆圈处所指的金线贴在焊接表面上为跪线,不可接受。标准线形为圆圈处所指的金线与焊接表面应有一定角度。
3) 焊口标准:
① 焊口:长为0.8φ—1.5φ,宽为1.5φ—2.5φ,且瓷咀印必须完整,超出此规格范围为不可接受,如下图所示:
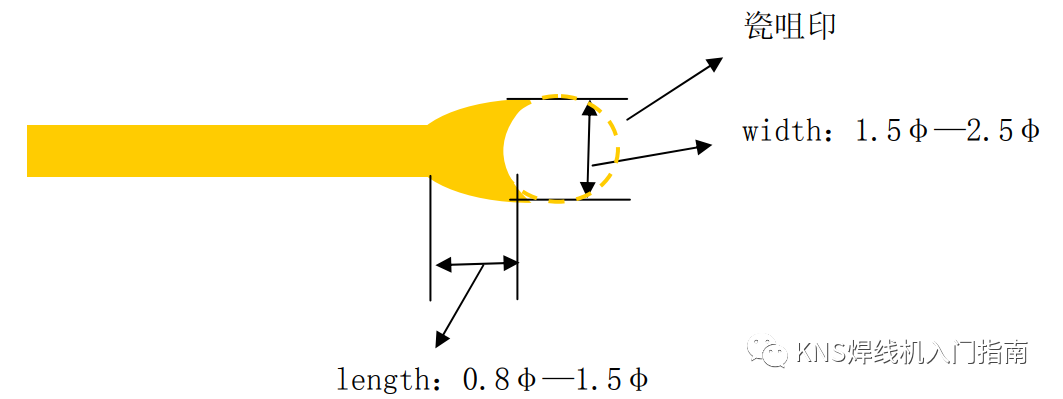
② 线尾:线尾长度必须≤1φ,大于1φ时为线尾长,不可接受。跪线 length:0.8φ—1.5φ width:1.5φ—2.5φ 瓷咀印
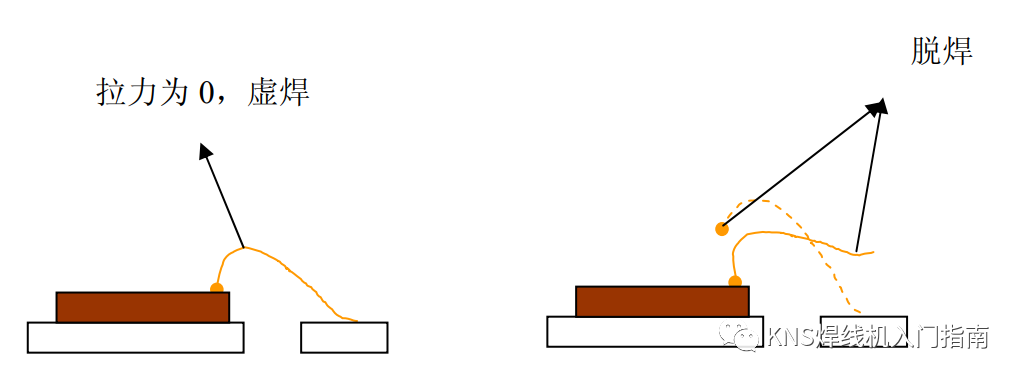
③ 虚焊、脱焊:焊球与Die面接触,焊口与Frame 表面接触,拉力测试为0时为虚焊;焊球或焊口中有一个不与焊接表面接触时为脱焊。如下图所示
4) 位置标准:
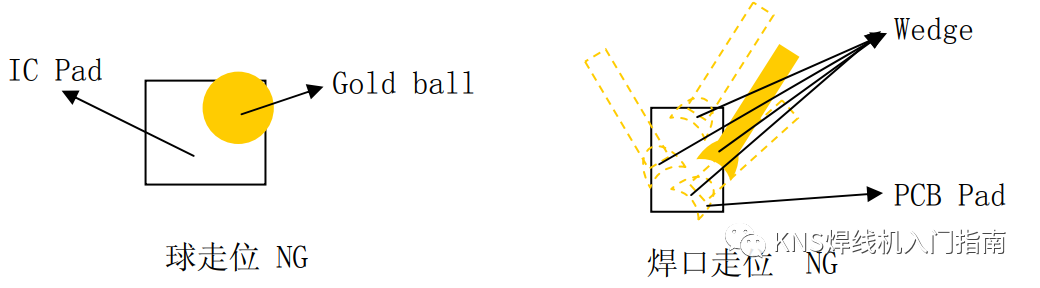
① 走位:球走位:焊球须在IC pad位置内或恰好压在 Pad 边上,超出pad位置为球走位。焊口走位:焊点须在PCB金手指内,焊口离金手指边至少 1φ。超出金手指 为焊口走位。
② 漏线:应焊线的位置没有焊线。
③ 焊错位:金线没有焊在指定 Pad 上而是焊在别的 Pad 上。
5) 拉力及推球标准:
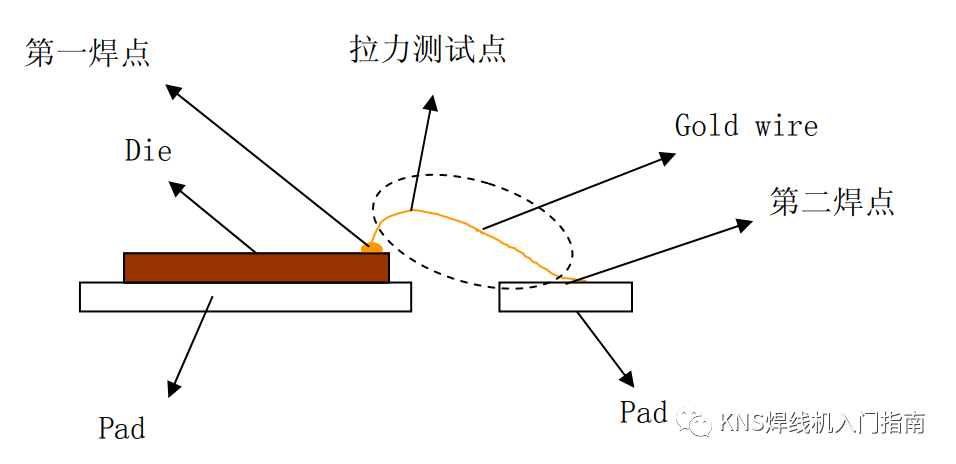
① 拉力测试方法:拉力测试时以靠近焊球金线弧形最高处为基准,如下图所示:
金线拉力管制,如下表:
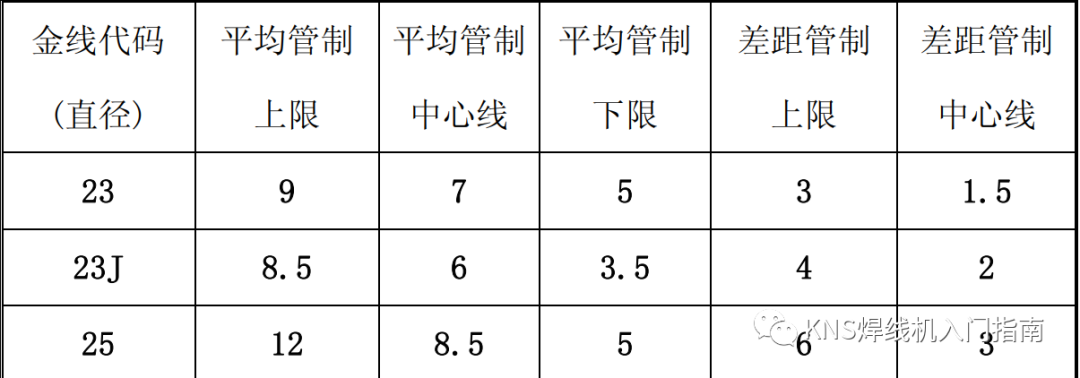
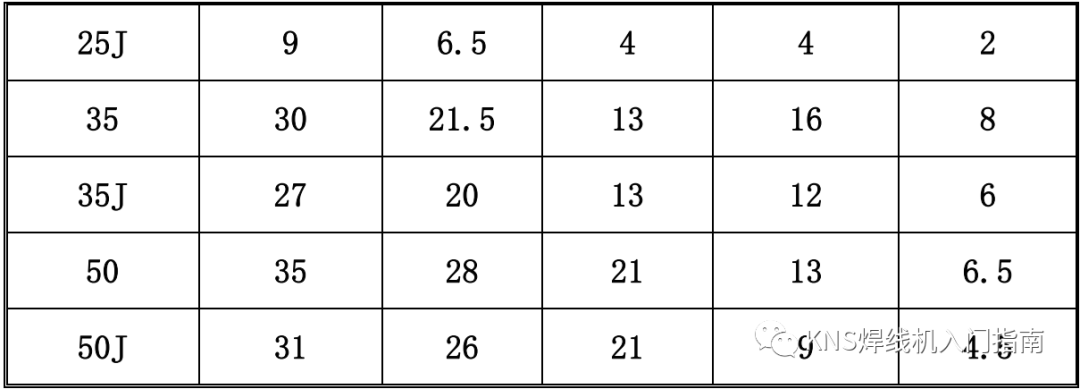
备注:23、23J 为同一直径的金线,对 SOT-54、SOT-23 产品 Wire bonding 时有两个引线方向,方向不同金线的管制拉力不同,用J来区分,其余类同。
③ 推球不良:推球时使用推球机做推力实验,推球力至少16g以上,金线在pad上残留量≥60%,不满足此规格为推球不良。
来源:半导体封装工程师之家
审核编辑 :李倩
-
电解铜箔生产工艺介绍2023-05-30 2649
-
PCB生产工艺流程.zip2022-12-30 2397
-
分享一些关于PCB多层板生产工艺的知识~第一波:PCB六类生产工艺2022-11-11 12131
-
开关电源的设计及生产工艺描述2021-12-29 1797
-
芯片生产工艺流程是怎样的?2021-06-08 11962
-
多层电路板的生产工艺,不看肯定后悔2021-04-26 2638
-
贴片电阻的生产工艺流程如何2021-03-11 3352
-
LCD生产工艺2016-12-29 1064
-
电池生产工艺流程2013-10-30 3685
-
试产资料、生产工艺和异常处理2013-03-28 4858
-
钽电容的生产工艺2012-09-25 4932
-
太阳能电池(组件)生产工艺简介2009-11-10 1309
-
太阳能电池生产工艺2009-10-22 1316
-
太阳能电池的生产工艺2009-04-08 1380
全部0条评论

快来发表一下你的评论吧 !
